Активность
- Последний час
-
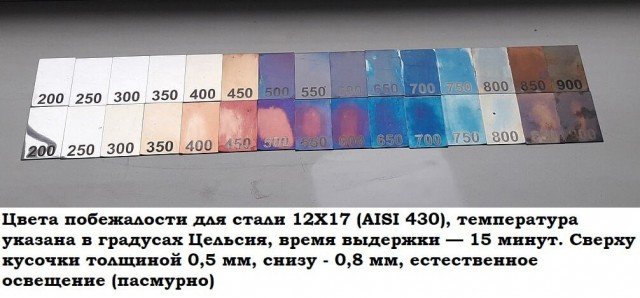
Цвета побежалости, можно косвенно оценить скорость прохода и нагрев детальки
-
Видосы по инету не смотрю, пару раз как-то пробовал смотреть, больше чем на 5 мин меня не хватило, т. к. ничего путного. С форума видео не смотрю т. к. всё на ю туб, а он не работает. В настоящее время источник для мене только этот форум и скачанная литература. Вообще инет за последние годы сильно попортился, такое ощущение, что одни продаваны. Путей информации стало сложней искать нежели лет 15 назад. Одно и тоже переписываю или снимают ни о чём. Хотя мож я искать не умею.
-
Гм. Я б хотел услышать комментарии наших гуру.... И - вот это (на картинке) что? Материал одной из свариваемых заготовок?

-
Имею желание уточнить момент. Уважаемые спецы и опытные, и прошедшие этот путь. По поводу поиска утечек газа. От баллона до клапана в аппарате мыло показывает герметичность, но газ уходит, значит надо лезть внутрь аппарата, проверять газовый клапан и газопровод до горелки и саму горелку со шланг пакетом. Думаю надо делать так, вытаскивает наружу клапан и газопровод весь до быстросъема, клапан отключаем и мажем всё мылом и включаем газ. Если клапан травит, его меняем. Также проверяем соединения шланга на выходе клапана и на быстросъеме. Горелку отсоединяем от байонета и подсоединяем напрямую к баллон пускаем газ и также мажем её всю мылом. Подключеной к аппарату и включать газ кнопкой горелки , думаю не стоит, на осцилляторе высокое напряжение может где нить прошить с неизвестными последствиями. Есть ещё какие тонкости? что упустил?
-
С присадкой или без, это от толщины металла зависит, его хим.состава и назначения( конструктива) изделия.С гуру из интернетов будьте поосторожнее.Там полно неадекватных идиотов технопридурков.
-
Да без присадки, один из гуру, сказал что такое соединение сваривается без присадка. Зачеслось спробовать. Да соединение тавр. Сопло попробую сменить на 7. Ток посмотрю есть ли оно у меня, 8 и 6 точно есть.
-
Ну, какая-то защита появилась, шов уже цветной. И сопло б я 7-ку поставил.
-
Требуется пояснительная комиссия - тавровое соединение без присадки? Или внешний угол?
-
без присадки.
-
А что, стандартного импульса,импульса с наложением ВЧ,просто ВЧ-импульса уже не хватает?Ссылка Ваша не открывается, если не трудно, форму импульса данного чухонского чуда нарисуйте, или картинку вставьте , плизз...
- Сегодня
-
И что она даёт?Кроме просто наличия? В мануалах многих производителей много чего есть, что никому, впоследствии, не оказалось нужным.
-
Хмм, так оно уже существует в природе, например у свежей линейки mastertig kemppi есть такая функция Ну мне лично например ни к чему на данном уровне и при нынешних задачах, а если говорить про автоматическую сварку орбитальную тех же обечаек или при сварке с применением вращателей, думаю найдется применение, можно же будет настроить такое оборудование таким образом, чтобы соединения были очень красивые n9wwsnk2bd0cr9mwbtj7op7jx20larkq.pdf
-
Оно, конечно, хорошо (наверное))), но лично у меня минут через 10 глаза в кучку собираются. Да и ТС (ИМХО) надо с линейным режимом подружиться.
-
Как Вы это себе представляте? И самое главное-а зачем?Какую технологическую задачу Вам необходимо решать подобной формой импульса?
-
Вставлю свои дилетантских 5 копеек, лично мне подружиться с нержавейкой помогло разобраться в теории импульсной сварки и поэкспериментировать с режимами. У меня уже были ситуации, где без импульса получалось бы черти что (например тонкие трубочки или сварка тонколистового). Теперь практически всегда нержу свариваю с импульсом длиной работы в 10%, очень нравится как пиковый ток импульса кратким ударом делает красивую ровненькую чешуйку. К тому же можно подобрать такие настройки, где и скорость не будет страдать, так и перегрева лишнего и соответственно случайных прожогов не будет. Было бы очень интересно поэкспериментировать с нержой на каком-нибудь аппарате, у которого был бы двойной импульс в тиг
-
 Юки присоединился к сообществу
Юки присоединился к сообществу -
Валер, хрен редьки не слаще.
-
-
У меня в кондукторе были бортики из графита
-
Тут ещё есть металлургический нюанс. Примерно, как по классике. Наплавленный металл имеет другую структуру, и поэтому при резке, шлифовке, полировке даёт видимую границу раздела фаз. Поэтому, если на срез смотреть, будут различия даже если варить тем же металлом. Поэтому рекоментую поэксприменировать с отжигом для гомогенизации (сиречь выравнивания) структуры. Если изделие без припуска- то можно отжигать в защитной атмосфере или в расплавленной соли. Но, возможно, будет коробить, поэтому придётся править. Но отожженую медь править- одно удовольствие! Может быть даже придумать какую ни будь приспособу для ужержания аргона типа колечка, которое двигается вместе с горелкой и не даёт растекаться газу.
-
Опять 25! 5 л - совсем ни о чем (аргон не только защищает шов, но и охлаждает)! Да и про сопло ты не написал. А толщина присадки? Пред- и постгаз?
-
Есть у меня онЕ.... Но терзают смутные сомнения - не 430 ли нержавейка?
- Вчера
-
Спасибо! С мостом я и сам справлюсь.
-
Очень похоже на входной мост. Пробой с переменки на постоянку. По поводу мастеров... тут ничего не скажу. Кто как воспринимает. Да и с мастерами проблема.
- 2 ответа
-
- 1
-

-
Ребята, всем привет. Может кто собирал контроллер на. PIC с 69-70стр?
-
 balentV присоединился к сообществу
balentV присоединился к сообществу - Последняя неделя
-
продувку газа тоже увеличил, крутила от одного до десяти чего то, поставил чуть боле середины. по ощущениям сёк 7 где то. надо будет секундомером проверить, что то раньше не допер.