Георгий 11
-
Постов
11 134 -
Зарегистрирован
-
Посещение
-
Победитель дней
86
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Георгий 11
-
@almac,по функционалу они уступают столам с отверстиями,в смысле удобства использования прижимов и пр.,в общем навесного инструмента,да и то это сравнение с импортными столами из толстых плит,5 мм.я даже не беру в расчет.Если смотреть плоскостность,то ничем не отличается от импорта,жесткость самого профиля достаточна для большинства работ,жесткость всей конструкции зависит от выбранного профиля,из которого изготовлен стол.К примеру у меня который личный 1000/600 мм.,профиль 50/50 стенка 4 мм,выдержит солидную нагрузку.Вы бы озвучили стоимость профиля за которую его можно будет купить у вас.
-
@Вад11,при большем у меня ежи лезут,я на этом токе стараюсь побыстрее вести горелку.
-
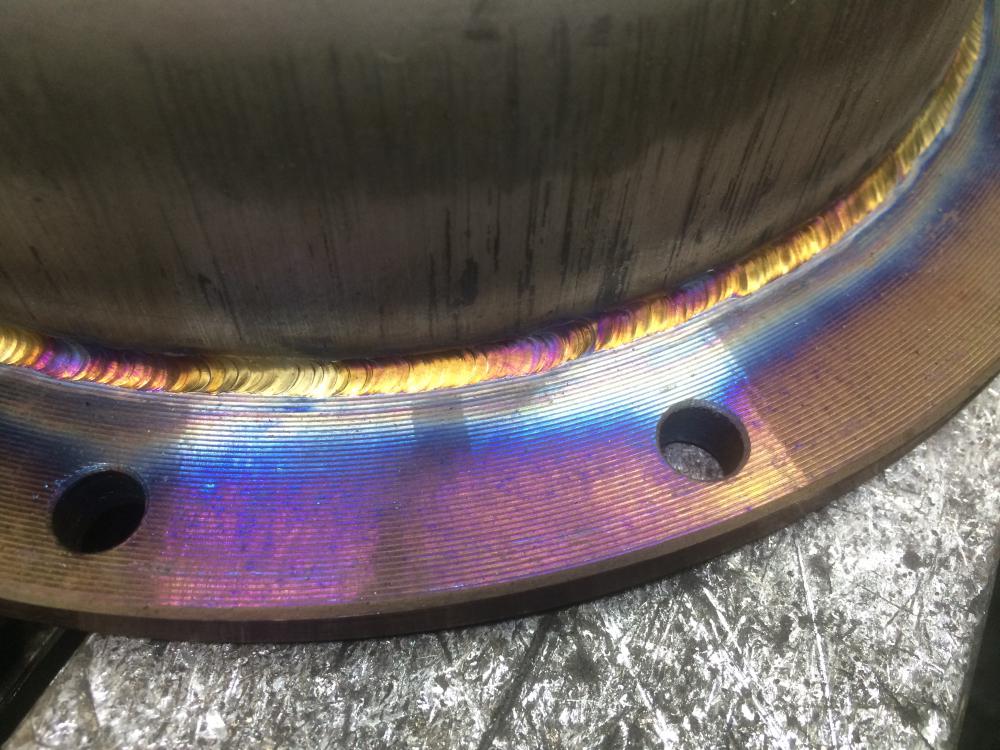
@Учусь,попробовал присадок постоянно в ванне,слева-постоянно в ванне,ток 130А,справа-периодическая добавка,ток 110А,на цвет шва не смотрите,фланцы горячие были до сварки.Получается я расплавленный металл от присадка гоню по стыку,где гарантия провара корня шва?Визуально все заливается сверху металлом,по зазору да,такой вариант будет успешным,но провар все равно будет меньше.Может я чего не так понимаю или делаю?.



-
@selco,не,не то пальто,не могу найти тут паренек выкладывал,в самолетостроении работает,бабочкой алюм.варит,швы конечно загляденье.Давно его не видно на форуме.
-
@Учусь,я имел ввиду,что красивый шов снаружи не факт,что красивый внутри.
-
@almac,готовое изделие по весу считать?Все от жадности зависит,у нас таких столов 1,5/2 м 4 или 5 шт.сделали для производства,профиль еще лежит,не знаю только сколько его там.Директор видимо посчитал стоимость готовых в продаже и стоимость если самому заморочиться с профилем,второй вариант по всей видимости выгоднее.
-
@Вад11,гарантия нормальная это если я тебе деньги за него вышлю в полном объеме,что бы ежели чего ты мог себе другой взять,но я не смогу,а других гарантий я дать не могу,поэтому вариант отпадает.Может у кого то рядом найдется,ладно,может кто отпишется,может нет,это я так,на всякий случай,просто интересно стало попробовать из за чего весь сыр бор,может и яйца выеденного не стоит вся эта болтовня.
-
@Учусь,показать вам красивый и гладкий шов который протекает?Правда от п/а.Красота шва еще ни очем не говорит,вы же не рентген,писали сварщики,что от бабочки были несплавления на стыках,сварка многопроходная,свиду все красиво,а узк не проходит.
-
@Вад11,слово пацана))).
-
@Учусь,как мне видится:если варить через присадок и прерывисто на одном и том же токе,то что получим на выходе?Через присадок глубину провара меньше,возможны несплавления,цвет шва конечно лучше,потому что тепловложений меньше.Опять же для больших толщин,ну возьмем от 4 мм это не критично,не успевает перегреться.Опять же вы пытаетесь пройти сразу на всю длину прутка,если варить участками и давать остывать как положено до 100 гр.,потом продолжать,то цвет шва будет нормальный,опять же если делать поддув,то еще лучше.Можно тонкое варить без присадка и в пульсе или даже без пульса,но нужна хорошая подгонка.Провар через присадок и прерывисто будет все равно меньше,если только тока наваливать.Про мкк:нержу все равно обрабатывать нужно химией,если есть требования к мкк,по другому вы ее не победите и цвет шва тут ни при чем.
-
Дайте кто нибудь форсаж погонять на время,интересно поработать на нем,хотя работы пока мало,ближе к лету.
-
@almac,ну значит 15 т за 6 м.,цена более чем реальная.
-
@валера1963,вроде люди с грпз ушли разработчики и свою фирму открыли.@selco,ну не знаю,у меня пока без проблем все работает,зиму прошел достойно,без глюков.У меня вент.тоже орет и дует сильно.
-
@almac,1,5/2 м 174 т.р.,не хило так.Я их (столы) видел на выставке,по ушам ездили про спецпрофиль из которого основание сварено,говорю обычный гостовский поставили,чтоб ровный был более менее или говорю с марса привезли?На этом конструктивный разговор закончился).
-
@selco,Валера,просто взгляд со стороны,я ничего не имею против форсажа и хорошо,если доведут до ума,единственный российский бюджетный аппарат на рынке с таким функционалом и массогабаритами.НО опять же пока только разговоры,прошивка новая это хорошо,но устранение детских болячек (типа твоего вентилятора и пр.) вот первоочередная задача,доработать нужно сначала силовую часть,а уж потом на ее базе совершенствовать остальное.Вот как раз эти мелкие косяки потом начинают раздражать в работе,понятно,что обрыв дуги при вкл.вентилятора не так страшен,но кто его его знает как это потом скажется на какой то рабочей ситуации,я утрирую конечно.Казалось бы чего проще,чтоб он постоянно работал,раздражает конечно шум от него,но если так лучше для его работы,то чего мудрить,сделают регулятор,опять чего то не то всплывет,обкатывать нужно такие вещи сначала.И чего там с дисплеями новыми или опять просто разговоры были?
-
@ЛехаКолыма,чугун трещит или по шву,или рядом,ложится нержа вроде хорошо,а результат 0.На работе некоторые спецы рассказывают сказки как они чугун нержей варили и все хорошо было,мне смешно от этих рассказов,даже не пытаюсь переубедить,пускай варят как хотят.
-
 Всех благ!
Всех благ! -
@Anton VL,мелкий гроверс для выездных работ изначально предполагается,габариты и вес сравни.Мне в принципе без разницы чего у них и как,просто свое мнение высказал,сняли бы ролик сварку на максималке,на переменке хотя бы при +25,не через латр,а именно сварка,было бы нагляднее и понятней.А так в моем представлении пв очень низкое.
-
@Anton VL,хоть вживую,хоть вмертвую,гроверс пару раз в защиту загонял на максималке,не критично,теперь знаю его реальную возможность.Антон посмотри у них аппараты мма,у которых пв 40% и сравни их с более дорогими их же серии и скажи мне для чего они их «изобрели»?Там кроме пв и х.х.принципиальных отличий нет,просто снизили стоимость за счет этого.Кто то будет на пв внимание обращать при такой цене?А оно потом боком вылезет.Ты варил на мма нордиках?Тоже самое может быть.
-
@Anton VL,особенно пв 40% радует,при сварке алюминия очень полезная вещь.Я понимаю,что вес и все такое,но для чего так экономить не пойму,хотя бы 60% сделали как у большинства,но нет,аврора опять впереди планеты всей со своей непонятной экономией и политикой.
-
@Tigster,цифровыми настройками,этот намного комфортнее настраивать,чем сундук.
-
@Ferio,я не силен в литье,точно,матрицу заказывали,то что льется-это я так выразился,может и прессуется.Про заказ это мне руководство так объяснило,когда я начал узнавать по чем нынче опиум для народа.Если у вас есть другие выходы на такой профиль,то огласите где его можно приобрести и по чем,может меня в заблуждение ввели.
-
@Глобул,серьезная раскладушка.А вы для картофельных магнатов что то изготавливаете?Тесть фермер,картошкой занимается,я в этом деле мало что понимаю,просто ему бы наводку на вас дал.
-
@Anton VL,наверное аппараты делать не будут,будут просто модернизировать желающим,ну и ремонтить заодно,мне проще и лучше к ним отправить,даже за свои кровные,чем ждать когда на заводе сделают.Это как амг при мерседесе,я так думаю.
-
@Кустарь,дааа,предоплата душу греет),еще момент:значит работодатель в тебе уверен и доверяет,а если 100% предоплата,то потом как то и работать не хочется,деньги то на кармане))).