laguna
-
Постов
450 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент laguna
-
Начать левой - согласен, реально. А вот закончить: у меня по объектам аппарат "Selco", на нём реально так сделать - нажал, чуть подержал и пошло затухание сварочной дуги. А вот в мастерской, старенький "ESAB". Так вот на нём, для затухания дуги, приходится кнопку держать до самого конца, а в основном, выставляю максимум 10 сек, так что приходится и проволочки добавлять. Третью руку надо бы А желание освоить эту технику есть: видел не раз подобные сварочные швы - красота Найду фотографии - выложу. А вместе с ними будет пара-тройка вопросов, но об этом позже...
-
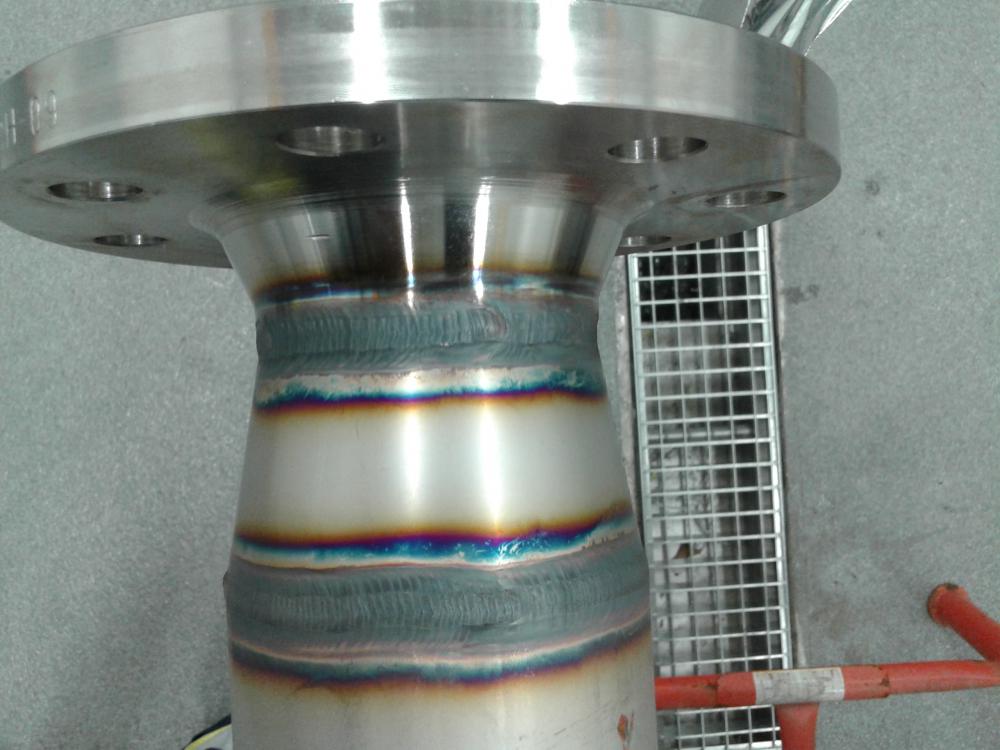
Дополню немного: та же труба, но с другого "конца"


-
"Гляжусь в тебя, как в зеркало..." и зеркала не было нормального, да и давно не занимался сваркой через зеркало. Вроде, получилось Кто так варил, тот понимает про что речь...



-
И так затачиваю, без проблем. Не удобно когда короткий электрод: быстро нагревается и обжигает пальцы. А в патроне ак.дрели - легко и пальцы не обжигаются. Привык...
-
Хотел выложить фото аппарата для заточки вольфрамов, но по-моему, удалил фотографии с компа... Где то на форуме есть точно, удобная штучка, правда всего 4 заданных угла заточки, но на несколько диаметров электрода. Сейчас пользую вариант гораздо проще: ленточный наждак и акумуляторная дрель. В патроне дрели зажимаете вольфрам и на быстрой скорости затачиваете на работающем наждаке любой задуманный угол. Только сноровка нужна поначалу, а потом будет легко и просто!
-
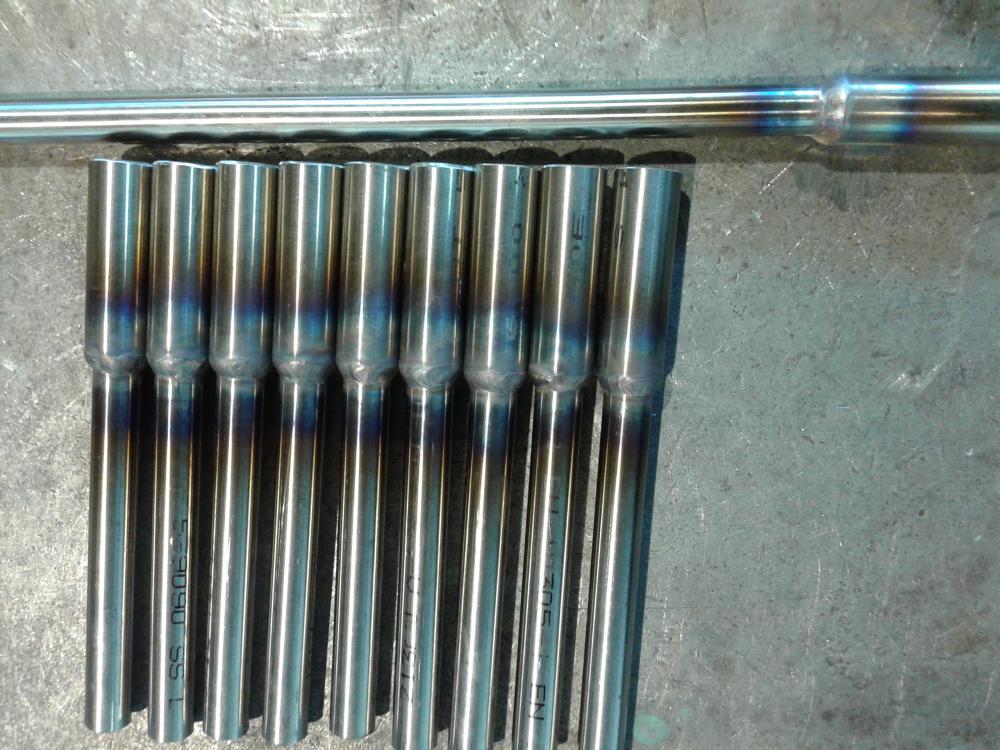
Сила сварочного шва: и давление держит, и металл гнёт. Трубки 12мм и 16мм. Одна в одной 15мм и обварена. Испытана в 450 bar, рабочее давление 300 bar. Пластина толщиной 5мм и к ней приварена квадратная труба 40х40х3. Сила!






-
Хотел посоветовать то же самое. Хотя нет какого то 100% варианта, как правильно. Всё зависит от положения детали, изделия, материала. Тогда уже и "хват" меняется, и рука. Пробуйте токи, запоминайте когда было лучше. Не бойтесь ошибаться, ведь на ошибках учатся. Не торопите время и всё получится. (Сам написал)
-
Судя по фото, труба у Вас не тонкостенная, что бы опасаться сжигания стенки трубы до того как она приварится к фланцу. Зазор от поверхности фланца до кромки трубы 3-4 мм очень приличный, что бы спокойно варить, с присадкой, что обеспечит плавность и надёжность шва. Подобных изделий варил достаточное количество именно так , как и описал. На различные заглушки в трубу "от сквозняка" заморачиваться не стал бы, на мой взгляд - лишнее. Удачи!
-
 Нормальная аппаратура, на прошлом производстве у нас была подобная, но другой производитель. Одно условие: шов должен быть правильно сварен, без перегрева. Любителям "быстрой сварки" с максимальными токами он не помогал. Очень хорошо использование паст для снятия цветов побежалости. Производителей то же множество.
Нормальная аппаратура, на прошлом производстве у нас была подобная, но другой производитель. Одно условие: шов должен быть правильно сварен, без перегрева. Любителям "быстрой сварки" с максимальными токами он не помогал. Очень хорошо использование паст для снятия цветов побежалости. Производителей то же множество. -
Так поделились бы опытом избежания брака.
-
Немного экспериментировал. Повод: хотим частично отказаться от соединений Hy-lok для трубопроводов в компрессорных модулях для сжатого природного газа (СНГ) Оговорюсь сразу - по бумагам (сварочные сертификаты) сам могу варить трубы от 16 мм, фирма от 10 мм ( мною же исполнено). Работодатель в этом деле оочень щепетилен, халява у шведов не проходит... Картина такова: коллектор нерж. 316, внутри полый. Диаметр отверстий под 1/4 дюйма. Почему то забраковали толщину стенки коллектора, но это уже не ко мне. Трубка 8 мм, стенка 1 мм, тянутая, 316. Рабочее давление в системах доходит до 320 bar. Трубка и отверстия не совпадали по размерам, но это не большая проблема, присадка в помощь. Заварил в 2 прохода. В трубки пускал газ, что бы внутри было всё ОК. После того, как остыло, сделали опрессовку. По времени и давлению - прошло: 450 bar на 30мин.


- 1 794 ответа
-
- 12
-

-
Для начала - неплохо! Красота сварочного шва придёт с приобретением опыта. На мой взгляд чуть меньше добавляйте присадку в сварочную ванну, шов будет чуть "ниже ростом" и чешуйки лягут плотнее.( Чешуйчатость шва важна при сварке изделий из алюминия. Маленькое отступление ) Вот уже и красота появится
-
Молодцы! Хорошо бы посмотреть фотографии после всех обработок. В таком виде ведь не оставите .
-
Вряд ли это вообще относится к ТИГ сварке...
-
Поделись, как делали . Любой опыт - он полезен.
- 20 ответов
-
- 2
-
-
- технологии
- рекомендации и советы
- (и ещё 1 )
-
У нас изъяты из продажи. Со слов продавцов - сняты с производства. Хотя торий в электроде ( где то была подобная информация) начинает "фонить" только при нагреве, от 600 градусов.
-
Видел в деле подобный аппарат. Если у вас производство от различных ёмкостей вплоть до овальных урн или мусорных ящиков, то очень классная техника! Много вариантов сварки, настроек, поддув, охлаждение околошовной зоны и т.д. Только по чему это плазменная сварка? По-моему, ТИГ, как правильно назвать: роликовая, "тракторная" или ещё какая. Вся оснастка горелки - от ТИГ сварки. Или здесь что то новое? Действительно, адресок сайта, что бы точно глянуть. На Ю-тубе есть аналоги, можно посмотреть в деле.
-
Буквально пару месяцев назад сдавал на сертификаты сварщика ( 2 штуки: зависит от диаметра трубы) и сертификаты на технологию сварочного процесса (WPQR). Прозондировали не мало различных организаций и учреждений.Посредниками, в основном, являются учебные заведения: сами сертифицировать не могут, но имеют базу для обучения и сдачи работ. Их услуга стоит столько же, как и у инспекции, то есть вы переплачиваете в 2 раза. Стоит ли? Если только действительно нужна дополнительная подготовка. К нам инспектор приезжал на место: смотрел, замерял сварочные токи, засекал время сварки шва, все сертификаты на газы, проволоки и т.д. После забрал все образцы для дальнейшего контроля. Я уже в каком то посте описывал более подробно. Приятно, когда на сертификате стоит подпись TÜV NORD
-
Посмотрел данную горелку в интернете - жесть... Подобранная Вами 24-ая это подобие вышеупомянутой и варить ими какие-либо изделия, требующие филигранности исполнения - реально неудобно. Из Вашей ссылки более универсальная будет 9-ая горелка, пусть она и больше по размеру, чем 24W. В таких труднодоступных местах для сварки "выкручивался" так: "длинный" вольфрам из сопла, увеличиваете расход аргона и вперёд! Перед сваркой пусть сварщик потренирует движение горелкой, если придётся варить швы друг другу навстречу, что бы обеспечилось перекрытие швов 15-20 мм. Вот Вам гарантированный провар. Удачи!
-
Опрессовка.

-
В кратце, с телефона не удобно: присадка 1.6 - много, 1.0 в самый раз. Ток около 20 Ампер и терпения, так как процесс требует времени. Тогда и качество будет!
-
А какая разница в аттестации или сертификации? Обычное дело, что многие нововведения воспринимаются в штыки, а со временем - успокаиваются, привыкают к новому и приходят к выводу, что определённое новшество лучше предыдущего постулата. У нас есть только сертификация, все с этим согласны. Монополии нет, есть выбор: где, кому и на какой сертификат или процедуру делать тесты. Сертификаты имеют международный статус. Недавно перешёл на новое место работы, связанно с природным газом, высоким давлением ( до 300 атм.), компрессорные установки для заправок, трубопроводы под соединение фитингов и сварку. Шведская фирма, открывает своё производство,требования оч.серьёзные. Вот и пришлось мне одному сдавать на сертификаты сварщика (2 штуки, от размерности труб) и технологию сварки WPQR ( 3 теста, от размерности труб). В общей сложности 10 стыков на 4 вида труб. Нержавейка. Скажу так, то пришлось попотеть конкретно: начал варить - инспектор включил секундомер, закончил - выключил, всё под запись, на все сварочные газы, присадки - сертификат, фиксируются сварочные токи, толщина электрода (вольфрам), высчитывается скорость сварки... Про стоимость всего этого - точную цифру не озвучу, но далеко за 1000 евро... Выписка, что такое WPQR, можете сравнить с гостами, к чему ближе (или что есть аналог). Вчера пришёл ответ, что все тесты имеют положительный результат! Сдал на все сертификаты!
-
А сколько стоит купить новый? У нас новый редуктор с манометром и расходомером стоит порядка 50 евро. С манометром и ротометром около 80-ти. Есть, где просят дороже, видел несколько вариантов выше 100 евро. В одной конторе был на заказ, польский, 25 евро...
-
Думаю, что она сама должна понять, как правильно строить постановку вопроса. Писать с заглавной буквы, учитывать знаки препинания и т.д. На мой взгляд пост, созданный ею, это перепечатка (либо цитата) из учебного материала, где сама постановка вопроса не правильна. Вот был первый правильный ответ на эти вопросы. Либо же Sveta поленилась ввести нас в курс темы, которую они проходили. Вот и возникли "непонятки"
-
Да ладно, наехали на ребёнка: у меня младший сын ей ровесник и я прекрасно знаю, как их учат специальности. Да и не только от него наслышан про преподавание в проф.техах, как по теории, так и по практике. Отсюда и постановка вопроса. Согласен, что не правильная! У меня бывали ученики с училища, приходили на практику. Слушали, открыв рот. При чём, обучать их приходилось на не моём родном языке. И приятно было видеть, как мой труд и знания не проходили даром! Кстати: правильное правописание: до приведения ЕЮ. Это я так, к слову, по умничал маленько. Только не обижайтесь