SergDemin
-
Постов
7 193 -
Зарегистрирован
-
Посещение
-
Победитель дней
66
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент SergDemin
-
 Для этого интернет есть и транспортные компании. У нас тоже не было, да и сейчас далеко не всё найти можно. Пару раз из Москвы через интернет покупал нашего производства Х19Н9Т. И импортная есть. И трубу из Москвы заказывал, и лист. А отсутствие необходимого материала под руками - это не повод варить абы чем. Иначе, абы что и получится. А инвертор надо было тщательнее выбирать, у народа спрашивать, кто что знает.Продавцам верить - себя не уважать. Они как правило и сами не знают, что продают.
Для этого интернет есть и транспортные компании. У нас тоже не было, да и сейчас далеко не всё найти можно. Пару раз из Москвы через интернет покупал нашего производства Х19Н9Т. И импортная есть. И трубу из Москвы заказывал, и лист. А отсутствие необходимого материала под руками - это не повод варить абы чем. Иначе, абы что и получится. А инвертор надо было тщательнее выбирать, у народа спрашивать, кто что знает.Продавцам верить - себя не уважать. Они как правило и сами не знают, что продают. -
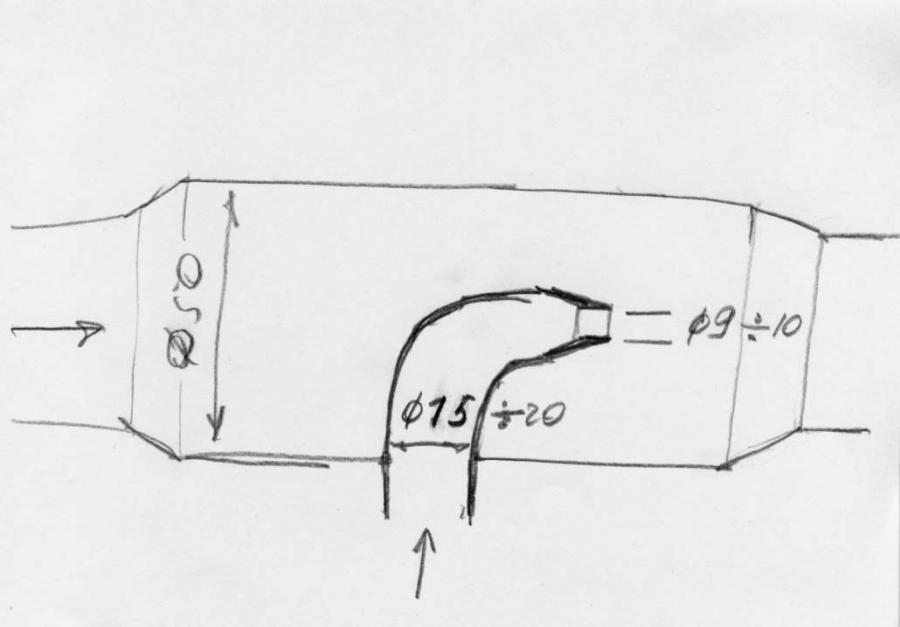
Насколько я понимаю, речь о такой конструкции идёт. Я обычно использую инжектор, чтобы " Вола и трепетную лань" в одну упряжку. Когда к самотёчной системе надо подключить участок с принудительной циркуляцией. Например. тёплый пол или подогрев бассейна. Можно использовать и просто для улучшения циркуляции, раза в 3 -5, может и чуть больше. При выключении насоса на работу системы никак не влияет. Кому надо, подробно опишите ситуацию, особенно обвязку котла. Нарисую, что делать и скину в личку. Я такую штуку за час- полтора делаю, по ходу работы.

-
Спасибо за информацию. Действительно,дело в присадке. Я фотки глянул и вспомнил. Когда новый полуавтомат пробовал, я газ поменял, в смысле на аргон. А проволоку забыл. Нормальный шов лёг. Потом уже смотрю без маски, цвет не тот. Ну я и проволоку поменял на нержу, дальше стал пробовать. А про этот факт забыл.
-
Фреон не активен, не он причина трещины. По поводу гальванической пары - миф. Много лет назад, на заре своей сантехнической карьеры я разбирался с этим вопросом. Мерил напряжение, возникающее в паре Х10Н10 - Ст 20, Ст 20- латунь, Ст 20 -чугун. Везде милливольты, меньше всего между нержой и Ст 20. Цифры не помню, давно это было. Проверить элементарно- тестер на милливольты, какой-нибудь электролит, например раствор поваренной соли или серной кислоты от АКБ. За 20 лет работы проблем с повышенной коррозией металла в зоне шва не возникал. Ситуация штатная - прошёл стояками из нержи перекрытие и у соседей к чёрным приварил. А Вы варите Ст 20 TIGом, в аргоне, присадкой 08Г2С? Я пробовал, плохо получалось, металл пенился. И друг пробовал, он конкретно аргонщик, то же самое. Если можно, поподробнее, очень полезная информация.
-
ФУМ - это полифторэтилен, тоже разновидность фторопластов. Твердый, в прутках и болванках - полифторметан. И тот и другой при нагреве более допустимой температуры выделяет фтор и гадит шов. Прецеденты были, имейте в виду. Долго разбирались, почему полуавтомат чуть поварит, потом гадить начинает. Это было время самодельщины. Там изолятор из фторопласта подгорал.
-
Посмотри в конце темы по Циклону ВУДИ 201, чтобы не повторяться.Я там человеку совет дал, он заинтересовался. Ссылки в личку кину
-
В скайп выходи, так проще и быстрее будет. Я тебе запрос отправил
-
Проблема переносок решается просто. один раз говоришь своей лени - Нет! Катушки турецкие, розетки китайские,провод КГ 5жил по2,5 кв.мм. По 2впаралель, одна оставшаяся под заземление. Маленький 20метров.Большой 40. В сумме 60. Падение напряжения на 60 метрах при 50 амперах -22 вольта. Можно вполне комфортно работать. Рекомендую.
-
Нельзя " сваривать нержавейкой" Надо конкретно знать химсостав присадочного материала и для чего он предназначен. Опять же, чёрная труба, это что? Она разная бывает. Если трещина по околошовной зоне пошла, значит материал трубы содержит много углерода, возможно еще и какие-то добавки. Тут надо вопрос со скоростью охлаждения решать, возможно, подогрев нужен. Если по шву, это гораздо проще, значит присадка не та. Либо поискать присадку, которая для сварки в аргоне подходит, (обычная ,черная, с кремнием и марганцем в аргоне пенится), либо варить нержавейкой, но не абы какой. (где то в интернете я такие прутки видел) У меня сварка Х18Н10 с чёрной трубой ВПГ - штатная ситуация. Для этого необходимо использовать присадку с ниобием - 08Х18Н10Г2Б, или что то близкое по составу. Это наши электроды ЦТ 15, ЦЛ 11, ОЗЛ 7. Или фирменные прутки с таким составом. Какого диаметра труба? Толщина стенки? Есть еще вариант, втулку одеть и серебросодержащим припоем запаять. Им кондиционерные трубки паяют, но не уверен, что он по стали без флюса ляжет, а попадание флюса в систему с фреоном, как я понимаю, нежелательно. Тут пробовать надо.
-
Если уж покупать Ресанту, то на 250 ампер. При сварочном токе 190 ампер он будет потреблять от сети ровно столько, сколько и САИ 190. Зато запас на пониженное напряжение сети больше будет. То есть, при 170 вольтах в сети САИ 190 свои 190 ампер никак не выдаст, а САИ 250 как раз и обеспечит ампер 180-190. Я им как то врезку в трубу с водой делал. Пригород, сеть плохая, там без нагрузки чуть ниже 190 было. Померил заранее, боялся, току не хватит. Нормально приварил. А для этого ампер 200 надо. Кусается, правда через сырые перчатки, снижения напряжения холостого хода нет. А по цене разница не велика, лучше не экономьте.
-
Спасибо за разъяснение. Я просто в разные модели заглядывал.
-
Да и как ремонт не годится. Ему до дома доехать надо было, километров 200. И деньги за такое никогда не беру. От греха подальше. Рано или поздно по околошовной треснет.
-
Я их живьём не видел, ничего конкретного сказать не могу. Но они оба с трансформаторами, а я про иверторные речь веду. Я теоретически знал, что инверторный аппарат лучше работает, сам процесс сварки по другому идёт. Но после того, как реально попробовал, к трансформаторному даже подходить не хочу. Теория настолько на практике подтвердилась, результат значительно превзошел ожидания. Если не вывозишь по деньгам Сварог, присмотрись к Циклону ВУДИ 201. .vudi_201.php Это сайт производителя. Если не торопишься, подожди немного. Возможно в ближайшее время друг купит такой, я хоть внутрь загляну. Его хороший знакомый из Ростова этот аппарат хвалил. Но я пока не знаю, что у него внутри. И надо брать аппарат со сменной горелкой, и сменными роликами. Завтра к тебе алюминиевую BMW пригонят, а чем варить будешь? Надо и на перспективу работать. Мой тебе совет, подумай хорошо. 10 тысяч разницы, это конечно деньги, но с хорошим инструментом ты их быстрее заработаешь. Я свой купил за 30 с прибамбасами, старый за 14 отдал. Он мне дня три сэкономил. Варить легче, брака меньше, время на устранение не уходит. А 16 тысяч, это примерно заработок за 3 рабочих дня, так, по среднему. На этой работе чуть больше вышло. По сути, он уже себя окупил, дальше чистая прибыль - работать легче и быстрее. Я это уже много раз проходил, когда хороший инструмент покупал. А ВУДИ у производителя около 15 стоит, вообще разницы нет. Хотя, еще горелка. 1063 еще пару тысяч. Можешь с него начать. Вот, фотку механизма подачи нашел. ЧМ . Плохо, что ролик именно его, другой не встанет. Есть очень ходовые ролики 22/30 мм, под любую проволоку есть. К Сарогу они походят, а к этому нет. А так, вполне прилично выглядит. Вот его параметры, очень неплохо. _vudi201 . Особенно за эти деньги. Вот, и цену нашёл ...vudi_201 , с доставкой 15 и выйдет.
-
Вообще то бензобаки луженные, и паяные они мягким припоем, ПОС 40. Если паять твердым припоем, олово выгорит и он рядом с пайкой быстро проржавеет И после сварки то же будет. Я лично свой пару раз латал, паяльник мощный, 100 ватт, старый. совдеповский. И припой мягкий. И углекислота вовнутрь, безопасность на первом месте. Горловина тоже мягким припоем впаяна. Последний раз даже не снимал с машины, дырочка снизу была.
-
Я бы не советовал приобретать технику из прошлого. Был у меня Питон ПДГ 250. Они с Циклонами близнецы. Его пришлось серьёзно дорабатывать, чтобы нормально работать. Сменил его на Сварог J46. Вроде те же 250 ампер. Но процесс сварки даже сравнивать сложно,настолько лучше, просто другой уровень. Я им варил и толстый металл, и нержавейку 0,5 мм в аргоне. Одинаково хорошо себя показал. Берите инверторный полуавтомат. Сварог и на 160 ампер есть МИГ=160, тот же Циклон ВУДИ 201, он подешевле. Но я с ним не знаком, на форуме о нём хорошо отзывались. Возможно, скоро познакомлюсь, друг собирается купить. Не берите Ресанту, там проблемы с логикой управления. Я им писал - даже не ответили.Если надо - подробно объясню. Сварог J46 и алюминий хорошо варит, полагаю, J35 тоже . Хотя производитель утверждает, что он для сварки алюминия не предназначен. ( я с ними общался по переписке) Естественно, ролик подающий под алюминий надо ставить, канал тефлоновый и наконечник под алюминий. Тормоз на катушке прослабить. Ну и в аргоне варить.Всё это в продаже есть. Если Вы авто жестянкой занимаетесь, так сейчас много кузовов из алюминия появилось. И платят за их ремонт больше. Лучше по деньгам напрячься и нормальный аппарат взять. Про деньги через месяц забудете, а аппарат надолго. Я бы Сварог рекомендовал, он внутри вполне прилично сделан. Из недорогих, естественно. Элементная база вроде не самая плохая и качество сборки хорошее. Бриму Марс можно, я его проверял ,нормальный аппарат. Но я Биму не стал брать, не понятно, что за фирма. Сварог- это правообладатель торговой марки, адрес, телефоны. На письма стабильно отвечают, с ремонтом вроде без проблем.В смысле люди обращались по гарантии, всё хорошо. Конкретно производитель указан,они не только для Сварога, и под своим брендом делают. Всё по честному. А с Бримой не понятно. И Ресанта - тот же китай, только похуже. Кстати, Сварог внутри , на мой взгляд, получше Бримы Марс сделан. Но Марс -это у них линейка инструмента попроще, хобби что ли.Удачи!
-
Да, Х18Н10Г2Б. Электроды ЦТ 15. Только ниобий не кислотостойкость повышает. Он углерод связывает, карбид ниобия не встраивается в кристаллическую решётку металла, он мелкодисперсно по шву распределяется, прочность практически не снижает. Зато при науглероживании не образуется крупнозернистая структура. Поэтому, для газосварки - только с ниобием. Он повышает стойкость швов к межкрсталлической коррозии. Спасибо, подтвердили моё предположение, сам я от авторемонта далёк.
-
Да, а там других вариантов нет, место такое. До этого, когда поры на средних трубках бывали, короб болгаркой вскрывал, шов счищал, и снова проваривал. А здесь внутренний угол, уже не подлезть. Зато снаружи без проблем. Я понимаю, что не по уму. Но по ситуации . Миллиметров за 15 до поры начал, и после неё столько же.
-
А с чего Вы взяли, что там жаропрочная сталь? Магнитом, хотя бы, пробовали. Знакомый один глушители и т.п. варит. А я в том же месте своими делами занимался. К нему родственник заехал, Toyota RAW4. На камень налетел, выхлопную, которая от коллектора до глушителя разбил, поддон помял.Там нержа, они ко мне. Попытался ровнять, она ломается. Очень похоже на 08Х13, и магнит цепляет, как чернягу. А жаропрчная, это даже не Х18Н10, это вроде Х22Н12, Х25Н15М6. В ней никеля много - аустенит, магнитом не притягивается. Я кусок вырезал, чёрную водопроводную туда газом вварил, чтоб он до дома доехал, он не из наших краёв. Хорошо, присадка нужная под руками была. А там в автосервис, и только менять. Я не знаю, чем эту гадость на заводе варят, швы узенькие, красивые. Но, после нагрева она как стекло, хрупкая. Да, собственно она и была хрупкая, ведь сломалась, а не помялась. Так, что, насчет жаропрочной - это Вы ошиблись, та не трескается.
-
Если нужны качественные герметичные швы, для таких толщин металла проволоку меньше 1,2 мм. использовать нецелесообразно, перегрев металла и много пор. И, естественно, с зазором. Прихватки через 10- 15 см, чтобы зазор не стягивало швом. На 8 мм пожалуй лучше взять проволоку 1,4 мм. Режимы могу сказать, только они под инверторный полуавтомат, а у вас классика с трансформатором, будет очень приблизительно. Я варил теплообменники для котлов, вместо родных чугунных. Лист 3 мм, труба со стенкой 3,5 Первые 3 варил Питоном, трансформаторный, 250 ампер. Первый варил проволокой 0.8, задолбался поры устранять. Второй уже 1,0 , и полуатомат доработал, добавил дожигание вылета и задержку выключения газа. Стало гораздо лучше, на третьем я немного попробовал варить проволокой 1,2. На этих участках пор практически не было. 2 последних варил проволокой 1,2 Kiswel (Корея). Пор было немного, и только в тех местах, где пришлось заплавлять большие зазоры ( ошибка при сверловке отверстий была кое-где), да и то, когда торопился. И в полуавтомате не было регулировки задержки выключения газа, и 1,5 -2 секунды вместо трёх заявленных, а эти участки приходилось проходить прерывисто. Газ выключался раньше, чем металл успевал застыть. На длинных швах пор не было вообще. Проверял по секциям, воздух 6 атмосфер и в воду. После сборки весь так же, только мылом. (весит килограмм 400). Напряжение по шкале полуавтомата 17 -18 вольт, подача 5,5 метра в минуту. Когда подваривал участки с порами, уже с обратной стороны шва, напряжение увеличивал до 20 вольт, чтобы провар глубже был. Удачи!
-
Люди! у кого Циклон ВУДИ 201 есть, выложите пожалуйста фотографию механизма подачи проволоки (крупно) и, если возможно, фотографии потрохов. Заранее благодарю!
-
SergDemin,за пост #20 (1 cтр. темы) первое предупреждение за флуд Прошу прощения, а флуд, это по русски что? Правда не знаю. не прикалываюсь.
-
Согласен с предыдущим оратором. Вы пока попробуйте, если это дело на поток пойдёт, тогда и про полуавтомат подумать можно. А пока, от 10 до 15 тысяч, 160- 200 ампер. Остальное вас не волнует. Как бы плотно не работали, максимум на 25% по времени вы его загрузите, а то и меньше. Маску нормальную возьмите, чтобы видеть хорошо, что делаете. Удачи Вам!
-
Это, кстати говоря, главный вопрос. С техническими характеристиками более или менее ясно.А по поводу полуавтомата- вопрос к Елизавете. Вы только в мастерской варить будете или потом куда-то ехать надо сделанное монтировать?
-
Вообще - то мы сильно от темы отклонились. Насколько я понимаю, женщина здесь не частый гость. Почитает Елизавета всю нашу грызню и подумает " Куда я попала?" Надо все таки дать ей более конкретную рекомендацию, несмотря на разногласия. Кто возьмется резюмировать всё сказанное?
-
Да я не горячусь. Просто "базар надо фильтровать", как сейчас молодёжь говорит. У Виктора Пелевина есть рассказ "Священная книга оборотня" Цитирую по памяти, может немного неточно. Но смысл соответствует: "Мы, оборотни, оказались в жопе из-за того, что люди неправильно пользуются словами. А мы тоже вынуждены пользоваться словами.." Слово "Реклама" дословно с французского - повторяющийся крик. И однозначно подразумевает материальную заинтересованность кричащего. Так же, как и основное значение слова "проституция" - оказание сексуальных услуг за деньги. Уберите из процесса деньги. Что получится? Максимум блуд. Предположение, что Asea Welding или интернет магазин платит мне процент с продаж, конечно забавное, но очень далеко от реальности. К сожалению. Может бы на Мерсе ездил, а не на санитарке, которой скоро 20 лет от роду. А чудоплазмосварку мне помучить довелось, когда этот Мультиплаз только появился. Главный гад для сварочного шва -водород. Тут электроды сушить надо, чтобы пор не было. А там вода в качестве плазмообразующего вещества. Уже подозрительно. День мы с ним знакомились, ни резать ни варить нормально не получается, что не удивительно. Зато даже по центральному телевидению рекламу гнали. Волшебная сила воды! Вот! Это настоящая реклама была, в отличии от самого аппарата. По поводу ПВ - вот ещё раз ссылка на инструкцию: http://korsell.ru/directions.pdf . Она почему-то не активна,скопируйте в адресную строку. На морде у него написано :D5 full duty cycle. Вот, нашёл http://www.aseaweldi...le=enp1&wr_id=2 Это их официальный сайт, там 60% указано, но не написано, при какой температуре воздуха. Если пи 40С, а скорее всего это так, то на то и выйдет, в инструкции 25 указано. Тут я и сам маху дал, некорректно говорить про ПВ не оговаривая температуру воздуха, при которой ПВ измеряется. На официальном сайте диапазон питающего напряжения почему-то не указан. Да бог с ним, с ПВ.Что вы к нему прицепились? Почему никто не обращает внимания на его главное достоинство - безопасность? Ограничение НХХ. Это его главное отличие от многих других инверторов. Когда я я себе инвертор выбирал, это основным условием было. Без ограничения НХХ не беру, какой бы хороший не был.