Васо_29
-
Постов
581 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Васо_29
-
@Сусанин,если желание есть, то всё получится! А вот без желания и любви к этой профессии ничего не выйдет!
-
@Isperyanc, Helper думаю у меня это (сверху вниз) получится Я-то про другое же! З.Ы. Никогда не критикую швы и их хозяев тем более, за одним исключением: когда просят оценить шов, выполненный одним проходом...наверное мне это просто не понять...прошу извинить...
-
@Лепило,габарит (ширину) шва "отбил" , а т.к. это ферритом варилось, то верхний тоже отбил электродом, чтоб последний проход ложился на него, а не на основной металл (на аустените обычно верхнюю границу шва не прохожу электродом, а всего-лишь керню). Сначала мелом, потом электродом потом варим...варим...варим...


-
Вопрос у меня возник следующий: если у вас брак находят, то вы его потом исправляете? Об этом ни слова не было сказано! Если есть брак, то при ВДС его будет отлично видно! И не будет никаких вопросов! Просто взять кого-то ответственного из НИТИЦ и при нём строгать, что бы тоже смотрел, ещё и технолога прихватить...мы такое проходили, когда трубу толщиной 40мм на подкладной планке варили (все были довольны, кроме меня - дефекта ведь не было! А это всё потом опять заваривать...))) А судя по Вашим рассказам, то ничего не исправлялось... Да и, кстати, корень вываривать надо на повышенных режимах!
-
@железный дровосек, какой-то не полный набор! А где маленькая???
-
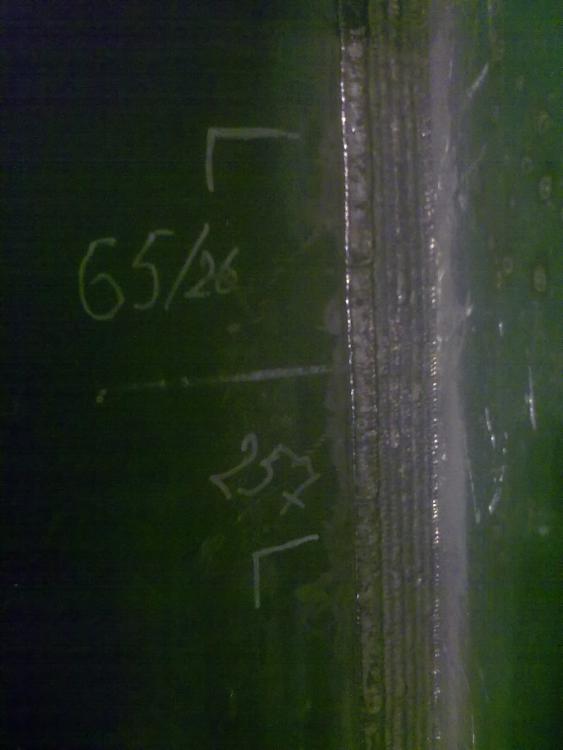
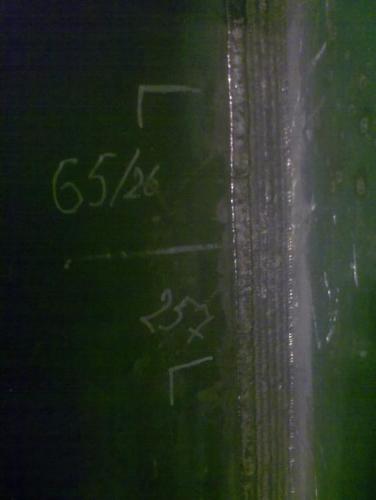
Давненько к вам не заходил Проволока порошковая ПП-А22/9, смесь 50/50, толщина 60мм. Вертикально, габарит шва 65/26 (острый угол 83град). Заподлицо+3 слоя Потолок, габарит 68/22 (90град). Ну и классика жанра: нижнее, габариты те же...4 слоя А этим варим: Подающее И горелка с кнопкой



















-
@АВН,да ну, бросьте! Эта раскладка для "трубников", они же асы и элита! И варят кверху ногами вниз головой)))
-
Шов, покладенный в один проход -это не шов, а фигня какая-то! Это совершенно не показатель крутизны и навороченности сварщика! Дугу зажечь и провести электрод пол дела! Надо как-то стремиться пробовать в несколько слоёв варить...Чтоб красиво и удовлетворяло ГОСТу...





- 288 ответов
-
- 10
-

-
Эх, почему-то у меня ума хватает сфоткать готовые швы с заполненной разделкой, а вот саму разделку что-то как-то не додумался запечатлеть....А у нас тётя Таня, пенсионерка, режет так, как-будто у неё не резак в руках, ****** Отредактировано по шрифту и ненормативной лексике. Второе предупреждение с занесением. А.В.
-
@Урий,он вроде такой и должен быть. Это же на АДС Кстати, по цвету шов похож на св. пр. ЭП-647 (тоже аустенитная, только не для нержавейки)
-
От себя ещё добавлю: была у нас 11-12 лет назад "золотая" секция приразломной. Только-только осваивали порошок (марку не помню) и новое оборудование. Ну и варить стали этой проволокой в смеси (смесь у нас 80/20), никто ничего нам не разъяснял, что там да как, не проводилось обучение и аттестация. Так вот наварили с аргоном, а оно возьми всё потрещало да полопалось ...Оказалось, что этой проволокой нужно варить в чистой кислоте. Переваривали всё ручной...

-
@Dmitry N,видимо что-то не так поняли, либо там про конкретный какой-то заморский порошок говорилось! @Корабел,Варилось без отрыва, конечно. "Доверили" ответственную сварку "ответственных" конструкций!

-
@Корабел, citoflux p00c; 1,2 ; вроде кислота чистая (по крайней мере должна быть). Доверили наконец-то что-то подобное варить Не работа, а отдых

-
@Корабел, порошочек? Что за проволока? Кислота? Смесь? С газом? Без газа? Без порошка? Без проволоки? Без смысла.... Что-то вот на подобии...


-
Мои поздравления! Заслуженная победа! Золотые руки!
-
@Корабел,толщину 25 варил (в основном у нас такая), а меньше...хотя вот не так давно S 21мм и 16 мм варил, но в нижнем (если потолком, то, думаю, потечёт всё )
-
@saimonvik, но вопрос же задан технологу, правильно? Он и должен мне ответ дать, а не отправлять к конструктору! Каким образом он эту задачу выполнит меня не волнует, пусть хоть президенту звонит! А после разрешения вопроса даётся указание конструктору на изменение (литеру или редактирование) чертежа.
-
 @Helper,с Днём Рождения! Успехов во всём!
@Helper,с Днём Рождения! Успехов во всём!
-
@saimonvik,а если у сварщика есть вопрос по чертежу? Ну, к примеру, на данный момент чертежи стали не адекватными, т.е. составлены дилетантами, честно говоря, совершенно зелёными, не обстрелянными конструкторами! Что если в чертеже указаны не те сварочные материалы или узлы сварки? Что если в ведомости контроля, указанного в чертеже, контроль необходимо сделать в местах без гарантированного провара? Что если в чертеже указан аустенитный шов в месте реза? Или порядок сварки мест пересечения аустенитных швов с ферритными противоречит ОСТу? Все эти вопросы (и многие др.) могут возникнуть при выполнении работ...И как неграмотный специалист, которому заданы эти вопросы, на это должен реагировать? С выпученными глазами?
-
Главное не знать как, а если знаешь, но понятия не имеешь на какой документ сослаться,то это не есть гуд...Главное уметь найти в документации как это делается правильно ! У нас девочки 5 лет веником помахают пока учатся, потом БАЦ- и технолог по сварке! И ничего, работают как-то...правда коряво
-
@serg1974,есть такая функция в новых аппаратах, в инверторах, как горячий старт. Во время замыкания электрода ток на доли секунды увеличивается на 30%, что позволяет легко и непринуждённо зажигать дугу.
-
@АВН,хмм.... У вас как и у нас, 6-го не светит? Кстати, про скачивания фото: на всем известном ресурсе ВК как-то раз я лицезрел СВОЙ шов, выложенный на (не помню каком) форуме неизвестным мне пользователем! Был сначала в шоке, потом в негодовании, мол как так-то, зачем и почему? Я , может быть, и подписывал своё, но это уже точно уголовная ответственность а так, в случае чего, можно попробовать отнекаться от данного деяния ...и свалить всё на этого "сварщика"
-
@saimonvik Т1-15Z45! Факториал??? Я же посчитал! Подумайте чуть-чуть. Ладно, продифференцирую эшо раз Ваш факториал... 333,33 х 42 х 2=27999,72 мм. Если округлить чуть-чуть, то получается на 42 метра изделия 28 метров сварки. Кстати, затраты св. мат-ов будет зависить и от величины катета!
-
Пятёрой люблю варить! Вот пример почему: Толщина "тела" обуха 30мм, двусторонняя разделка (это которое на фото вертикально прилеплено). 1-ым проходом - корень 2-ым заливаешь разделку И в 3 прохода всё это дело перекрываешь на чистовую (при желании это получается аккуратненько). ИТОГО: 5 проходов! Посмотрим сколько проходов делать электродом 4мм: 1-ый проход - корень Разделку получается заполивать в 3 прохода (если не мазать,т.е. как надо) Затем 2 прохода предварительно набрать И только потом перекрыть в 3 прохода красивенько. ИТОГО: 9 проходов. Разница ощутима! Но не каждый может варить пятёрой, всё зависит от квалификации сварщика. Кстати, техпроцесс не заприщают сварку большими диаметрами электродов (кроме насыщения)
-
@saimonvik, --------------- --------------- --------------- Примерно так, т.е. 15 мм шва затем 45 мм от начала 1-го шва до начала второго шва, потом с обратной стороны привариваемой детали, далее опять с другой стороны и т.д. (обычно так обозначают сварку тавровых соединений). В шахматном порядке. Путём интегрального исчисления и дифференцирования получаем на 1000 мм конструкции 333,33 мм шва с одной стороны и столько же с другой