

hvr63
-
Постов
891 -
Зарегистрирован
-
Посещение
-
Победитель дней
51
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
-
3 часа назад, Nickolay Volevach сказал:
сварщик познакомил меня с функцией дежурной дуги
В данном случае скорее всего функция предназначена для разогрева электрода и как следствие улучшения его эмиссионных свойств. Все эти приблуды обычно предназначены для сварки тонких материалов, где всякая мелочь важна.
Вот, например, какая еще бывает функция.
-
 1
1
-
-
1 час назад, Nickolay Volevach сказал:
какую литературу мне следует изучить по своему вопросу (авторы, учебники)?
-
2 часа назад, Nickolay Volevach сказал:
Буду благодарен
https://meshok.net/item/143626562_Бобович_Б_Б_Бровак_Г_В_Бунаков_Б_М_Химики_автолюбителям
-
 1
1
-
-
Деталюшка от лобзика.



-
3
-
-
Не читал всю тему внимательно, так что может что-то продублирую. У меня совсем не производство, так иногда что-то, как-то делаю, в основном для себя, но даже при таком раскладе без ленточнопильного станка полная жопа. Режу абразивным кругом. Единственное преимущество - если нужно что-то быстро отчекрыжить. Летом режу исключительно на улице, так-как помещение небольшое и много оборудования несовместимого с токопроводящей пылью. Зимой тоже режу на улице, по той же причине. Раскрой твердосплавным диском - все те же проблемы, толь рез точней и опилок поменьше. Ленточной пилой ни разу не пользовался, но о таковой сильно мечтаю. Мое мнение: ленточная пила для производства, маятниковая для баловства на выезде.
ПС. Всю проектную документацию на изделия делаю под нормальную точность раскроя. Те, кто предъявляет завышенные требования к точности такого типа раскроя, создают себе, или другим, лишние проблемы и им прямая дорога на лазерный труборез.
-
1
-
-
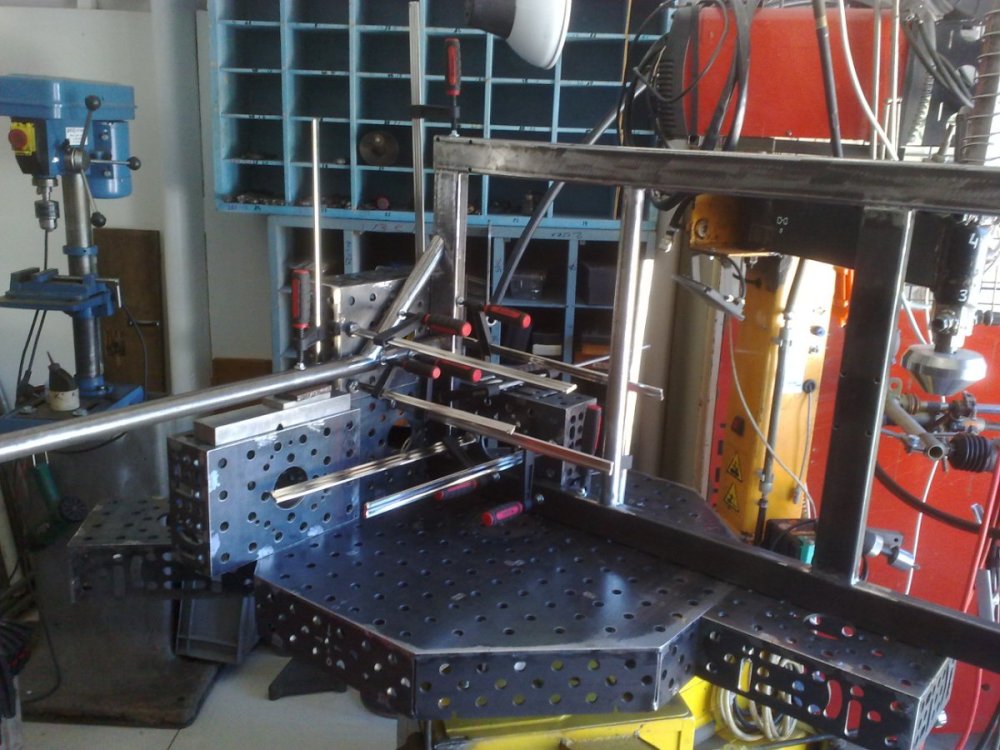
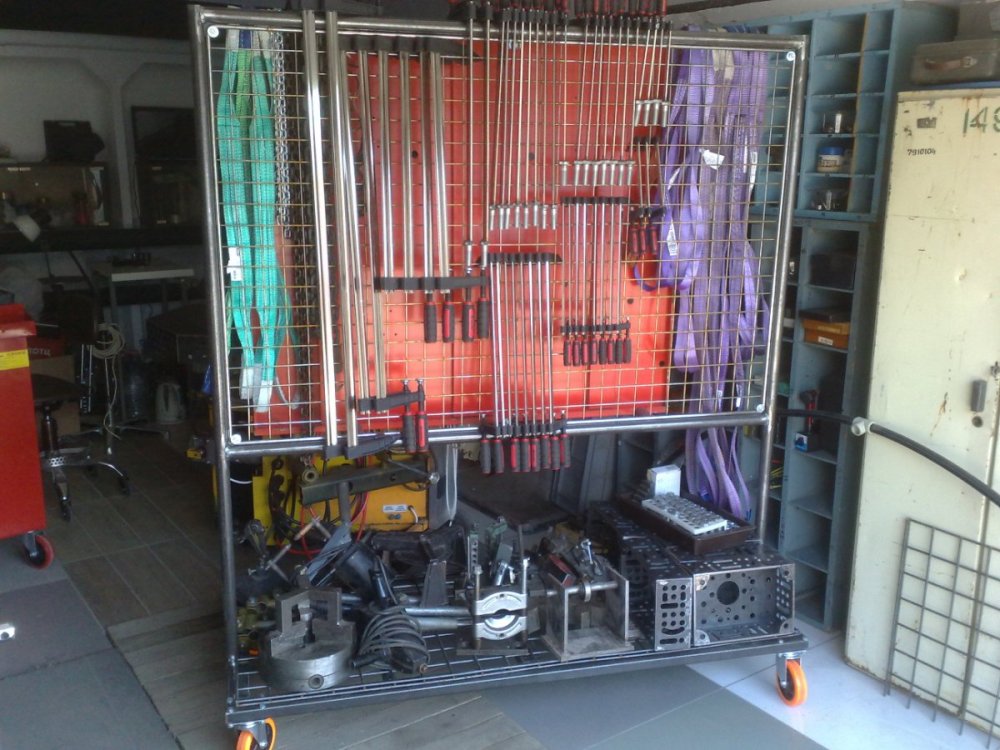
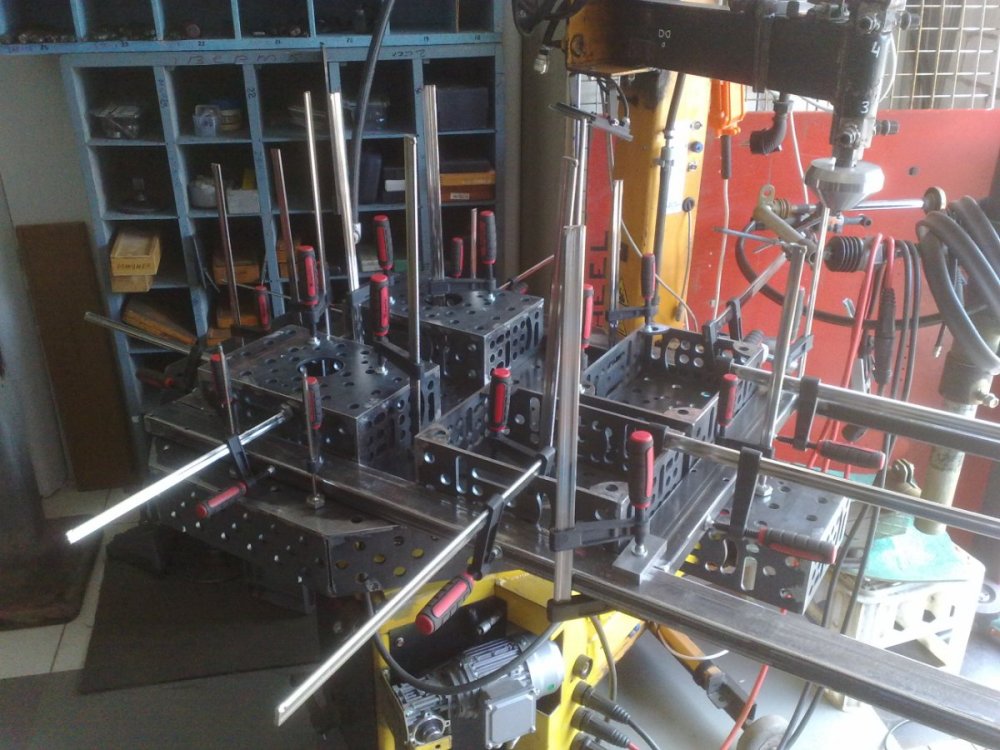
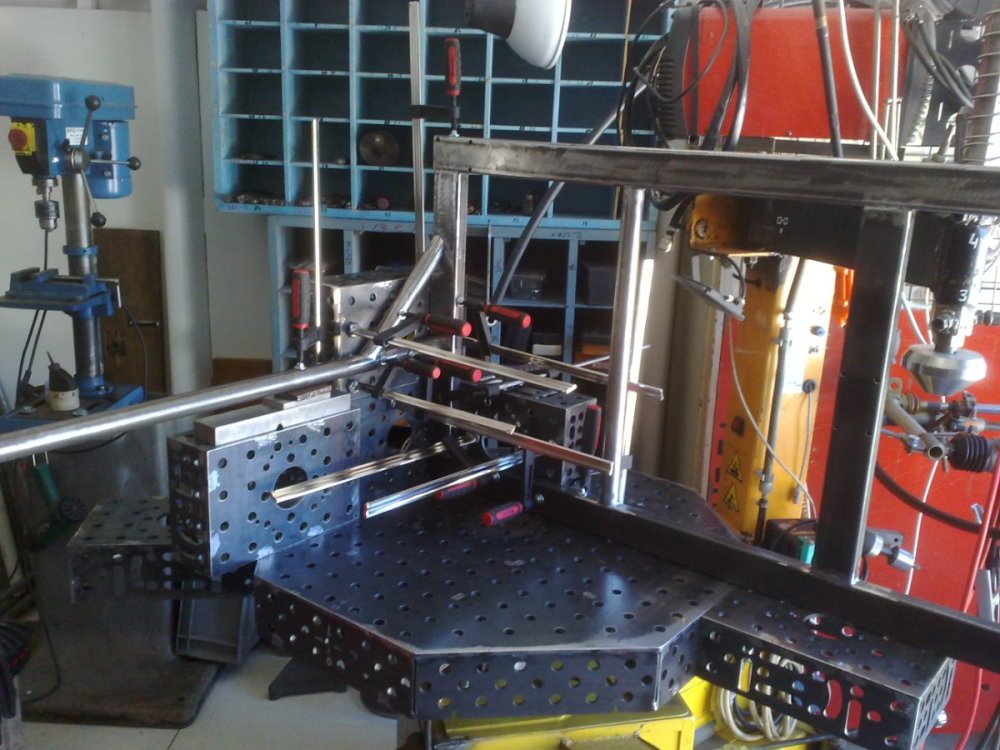
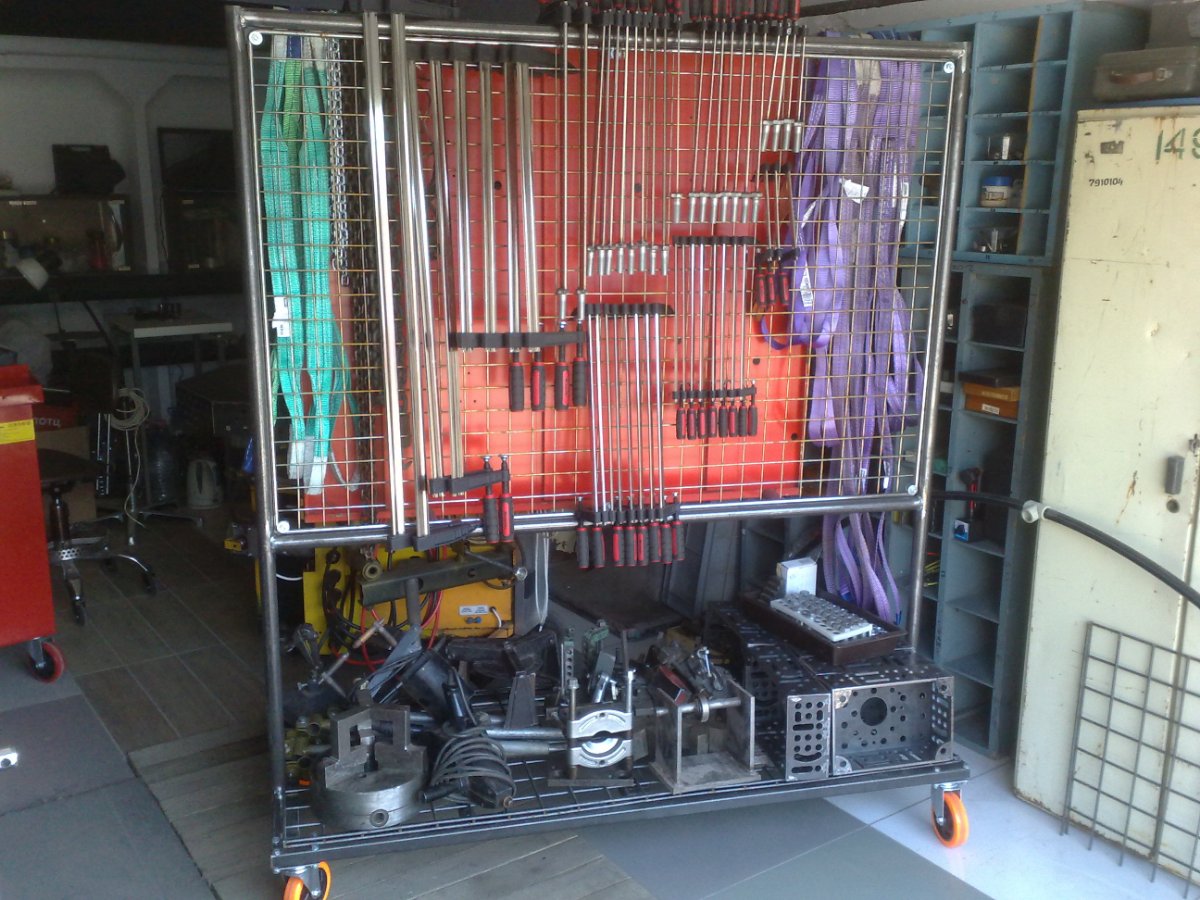
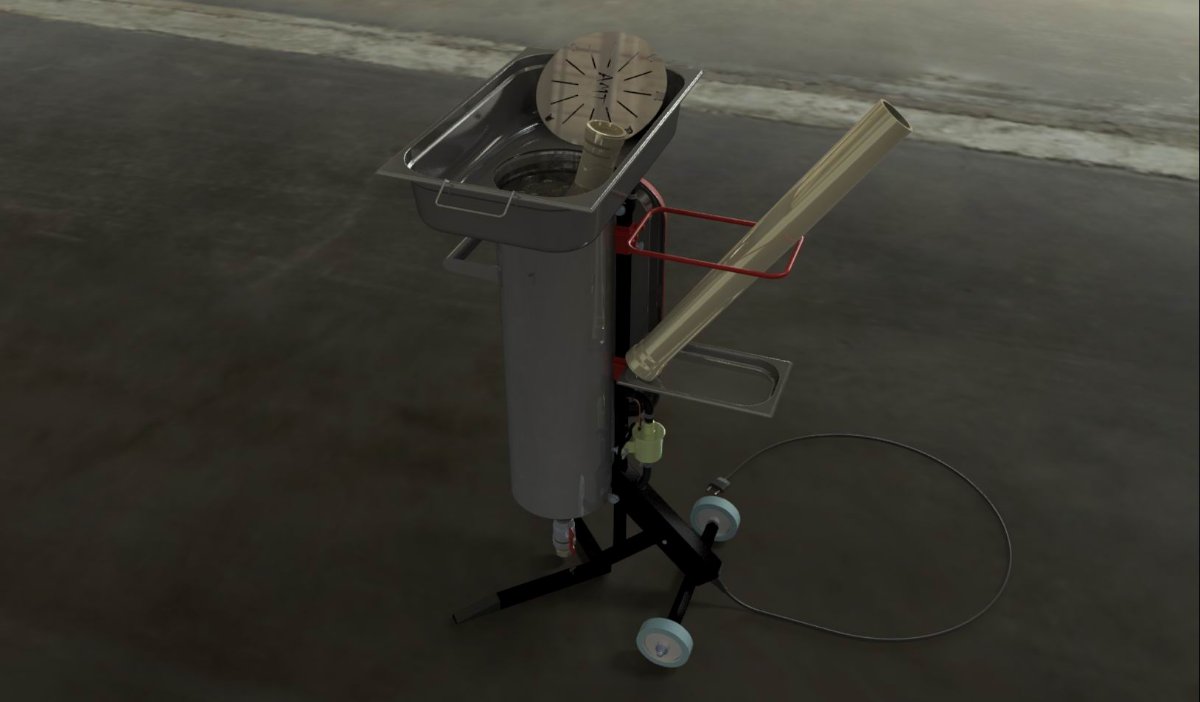
Надоело распихивать по углам и спотыкаться о разной полезности вещи. Решил красиво свалить все в кучу, причем относительно мобильную.
Сначала, как обычно, проект (все серьезно, не хухры-мухры).
Форм-фактор изделия обусловлен: имеющимися решетками (достались на халяву, нижнюю обрезал по длине); ограничением по высоте гаража (по верху ходит кран-балка); трубами, которые уже были в наличии; панелью от стенда "сход-развал" (компоненты стенда благополучно, уже двадцать лет, лежат в закромах, а сама панель просто сильно мешалась, как чемодан без ручки).



-
5
-
4
-
-
16 минут назад, Сан Толич сказал:
струбцины у вас - это просто F-образная с приваренным болтом М16?
Да.
-
Чтобы столовая тема не забывалась.
-
2
-
1
-
-
49 минут назад, Точмаш 23 сказал:
вопрос в том,как точно просверлить отверстие.
Сделать кондукторную втулку в свечной колодец.
Или, если есть сомнения в успехе в допуске перпендикулярности свечного отверстия и привалочной плоскости под свечу, то сделать циковку с направляющей по свечному отверстию и отторцевать посадочное место "как чисто".
-
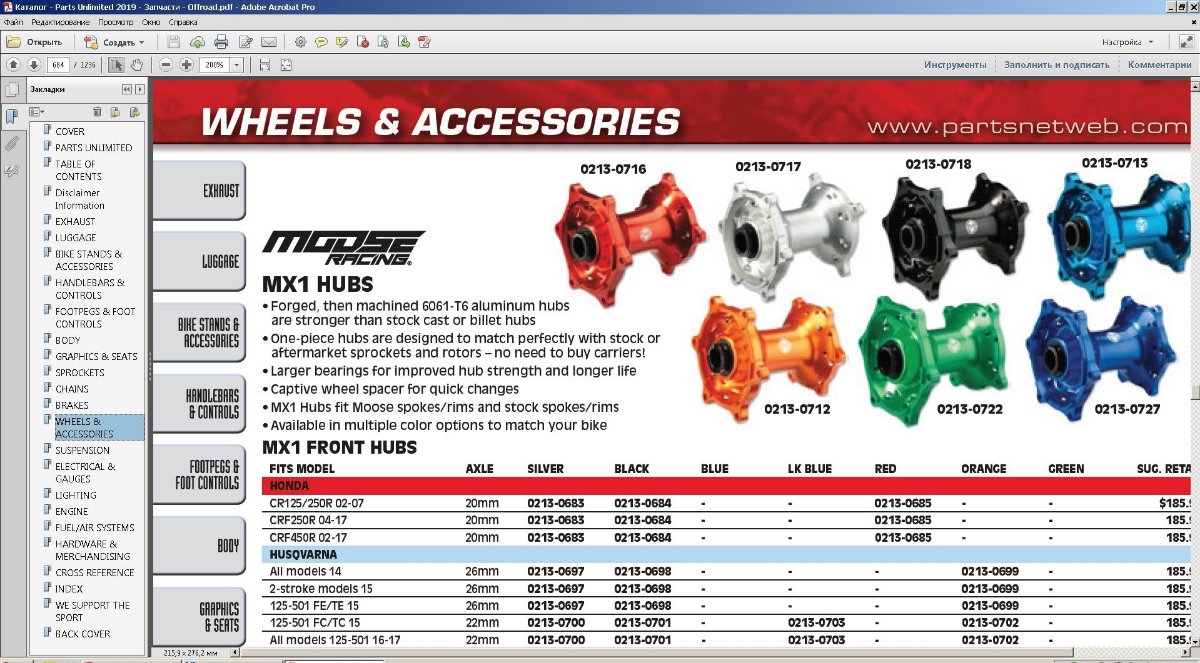
Вот, для примера, из чего делают ступицы.
Но для начала необходимо провести экспресс-тест - капнуть гидроксид натрия (средство для чистки канализационных труб подойдет, только не гель). Если побелело - почти наверняка заварите, если почернело - почти наверняка не заварите. Но попытаться можно в любом случае, все равно выбрасывать.
П. С. При таких ремонтах необходимо помнить "золотое правило механики": если штатная конструкция сломалась, то ремонтная тоже наверняка сломается.

-
1
-
1
-
-
1 час назад, Tetra сказал:
в смысле такие толщины при любом раскладе поддувать? А если это просто листы? варить на медных пластинах?
-
4 часа назад, Tetra сказал:
не поддувал
Это не сварка.
-
Как-то, 2007 году, директор нашего завода послал меня во главе делегации на станкостроительную "ярмарку" на Красной Пресне (Москва) поторговать кое-какой нашей продукцией: два калибра питающих вибробункера и ленточнопильный станок. Как обычно (не знаю как у вас, а у нас это обычно), с самого начала подготовки к выставке все шло через жопу: вибробункеры и ленточнопильный станок были покрашены в стиле "ранний Советский союз" какой-то синей ПФ (а может зеленой, не помню) чуть ли не кисточкой. Зам директора по развитию (в советское время он был директором нашего завода) для стендов под вибробункеры приволок какие-то прилавки из 50-го уголка с колхозного рынка и неструганные доски для столешницы, типа по месту соберете все это (мы потом с водителем, в какой-то подворотне возле Экспоцентра, тупым топором пытались эти доски подогнать к этим прилавкам). Предложенная мною футуристическая подставка для цветов из приемной директора была с позором отвергнута. Видя весь этот позорный позор, мне пришлось в спешном порядке разрабатывать торговую марку для продукции, заказывать наклейки с этим логотипом (на фото), разрабатывать цветовую гамму, заказывать краску в подборе автокраски и самому все это красить-клеить (а между прочим должность у меня была зам. главного инженера), так-как имеющиеся исполнители уже продемонстрировали свои возможности.
При обустройстве стенда на выставке я как мог пытался как-то сгладить весь этот колхоз, спер где-то ковролина, чтобы задрапировать эти колхозные прилавки под вибробункерами и паллет под ленточнопильным станком. Но все равно, мне было сильно стыдно и казалось что все, на фоне этих японо-пендосовских обрабатывающих центров с четырехкомнатную квартиру, смотрят только на нас с немым вопросом: "кто этих колхозников вообще сюда пустил?".
Вишенкой на всем этом прокисшем торте был разговор о ленточнопильном станке с одним торговым представителем, врезавшийся мне в мозг как заноза. Он сказал, что обошел всю выставку и технические характеристики нашего станка очень высокие по точности и скорости пила (мы для демонстрации пилили блины 3-4 мм от двухсотого круга) и он бы с удовольствием его попродавал, но... И начал меня тыкать по всему станку носом: тут трубопровод криво хомутиком прикручен, тут болт одного вида там другого, тут криво, там торчит. Как, спрашивает, мне этот станок преподносить покупателя, с его ослячим видом? Что я мог ответить? Только то, что этот станок родился еще более страшным, но я в силу своих возможностей хоть покрасил его красиво.
Я все это к чему? Нужно прежде всего научиться уважать свой труд. А то мы (в смысле россияне) восхищаемся китайцами (а не так давно японцами-пидсосами-немцами и прочими шведами), а приложить минимум усилий, чтобы выдающиеся технологические параметры красиво упаковать - на это у нас денег нет (желания нет и уважения к результату своего труда). И я считаю, что это еще и проявление неуважения к потребителю.
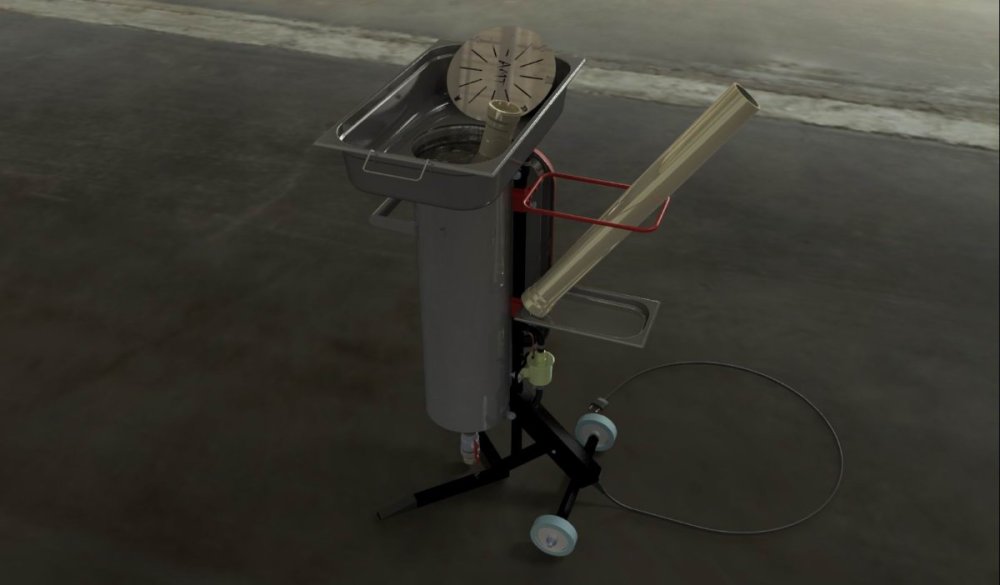
После этого случая на выставке я стараюсь все свои изделия вылизывать в конструктивном и экстерьерном плане, независимо - для себя, или на продажу.
Вот, для примера: для себя.





-
4
-
1
-
-
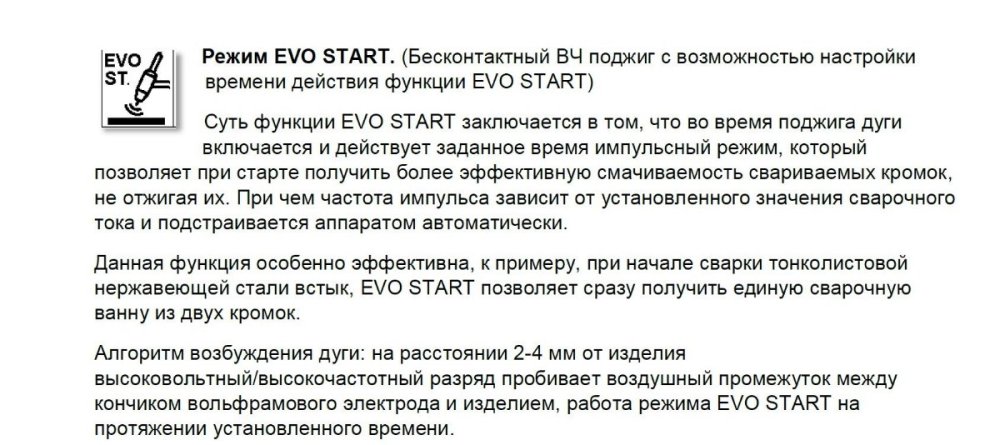
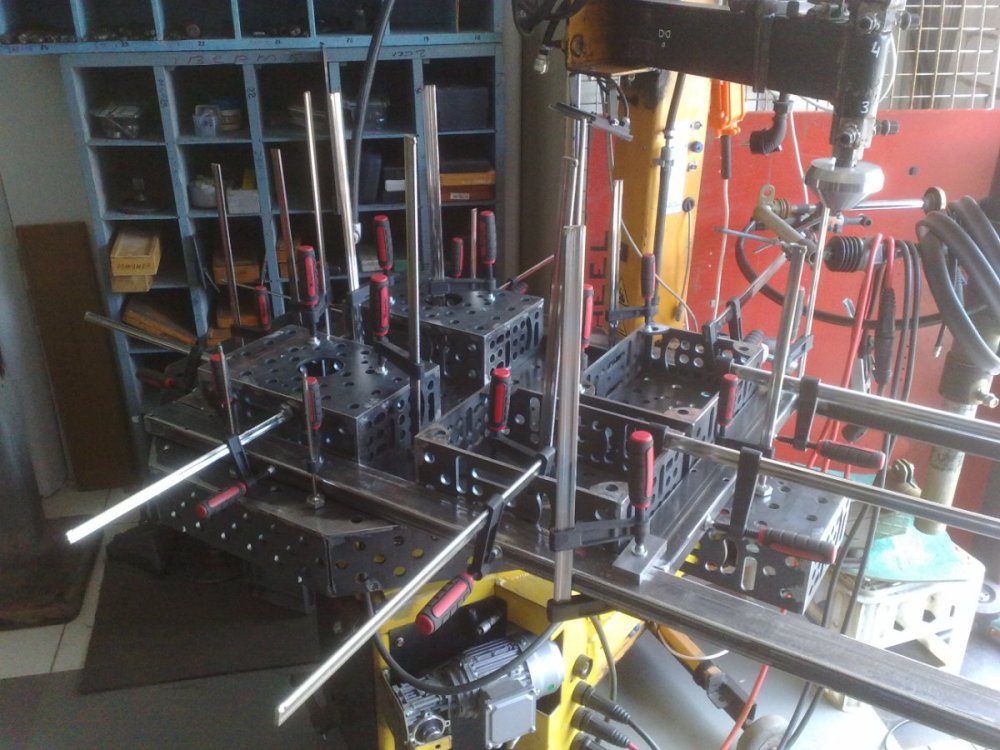
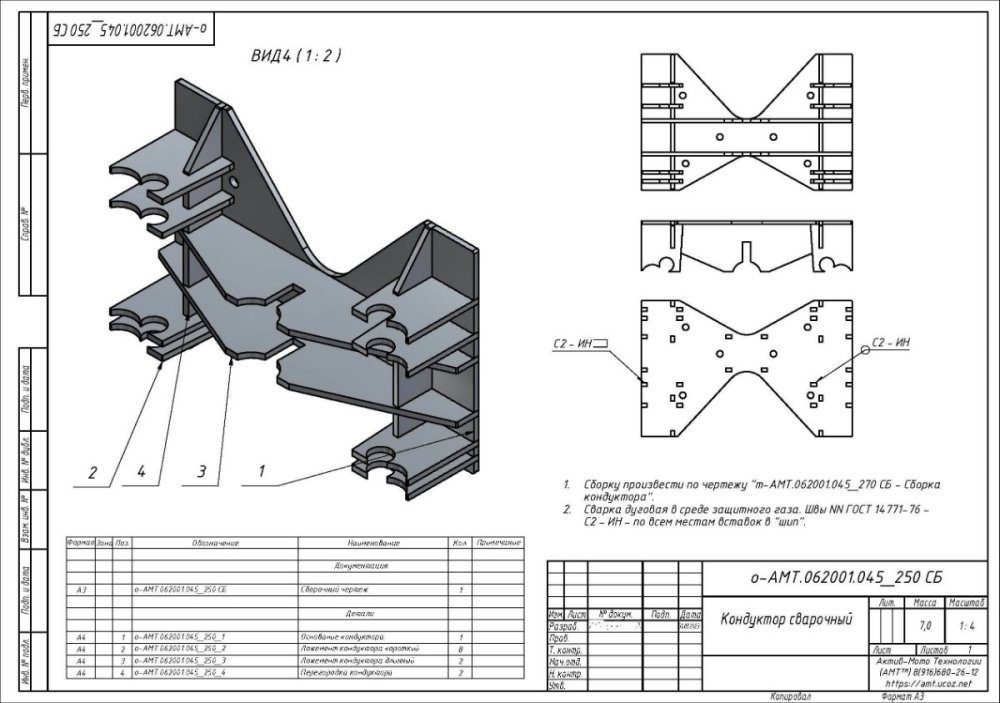
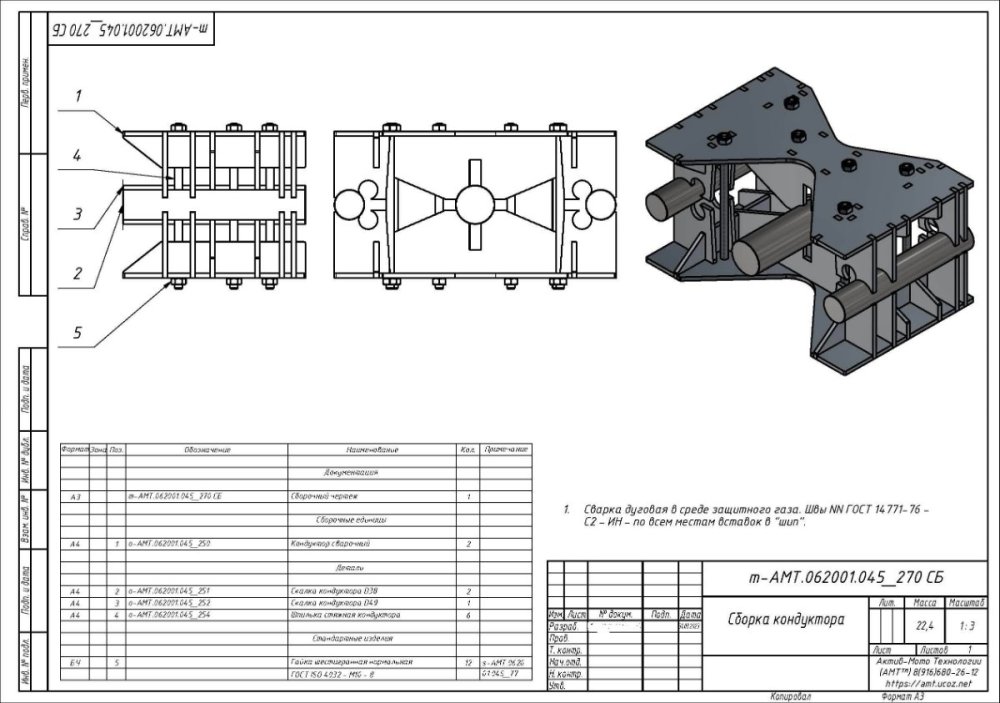
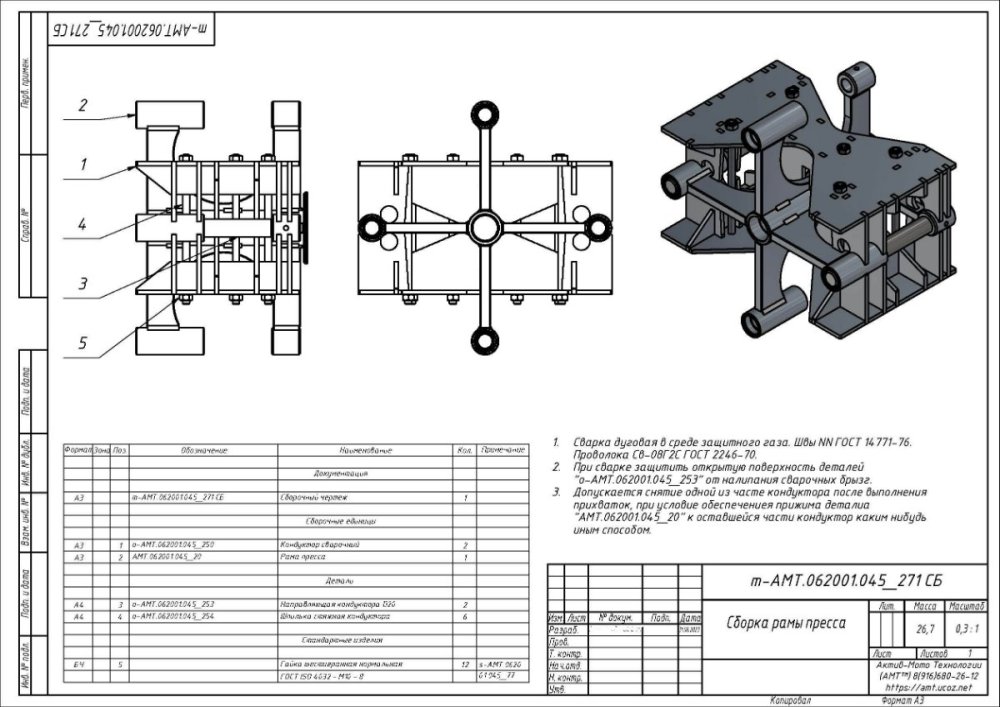
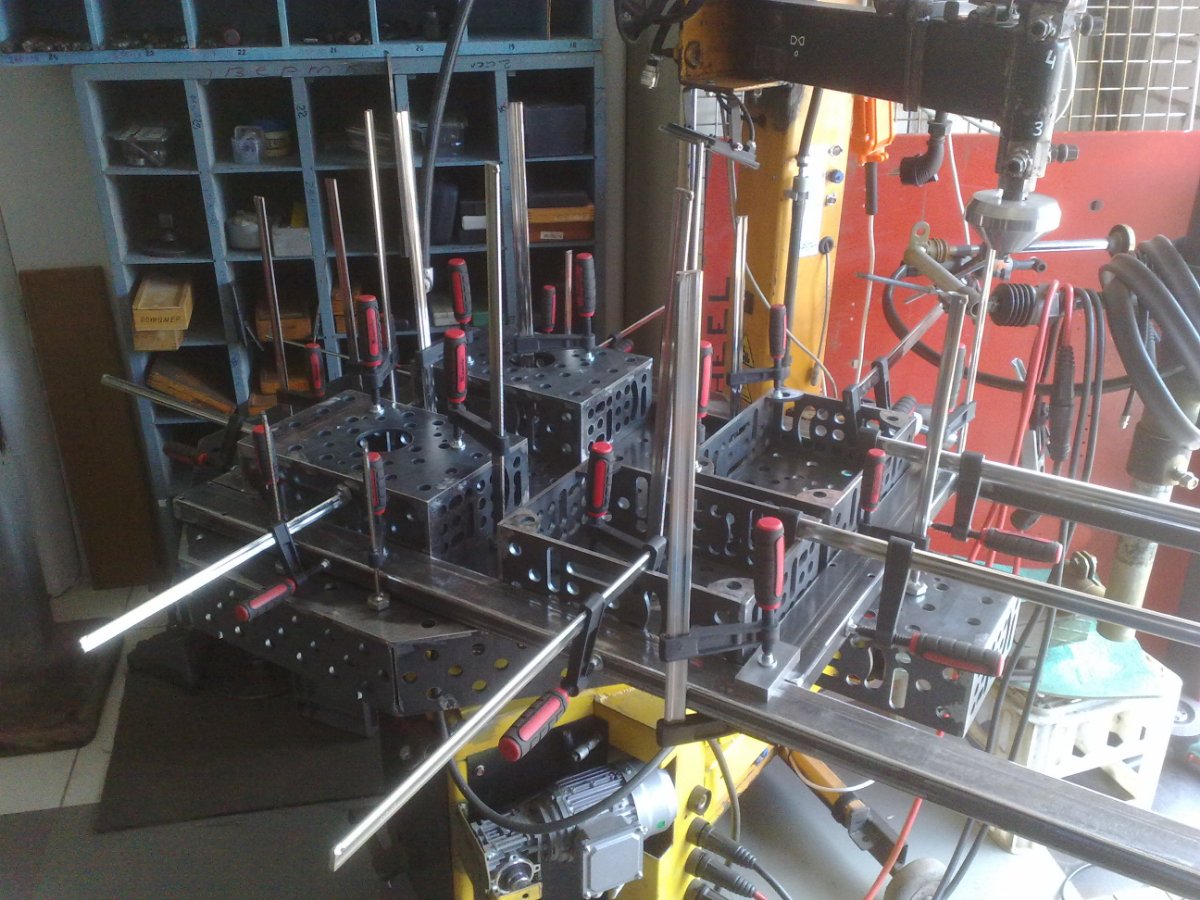
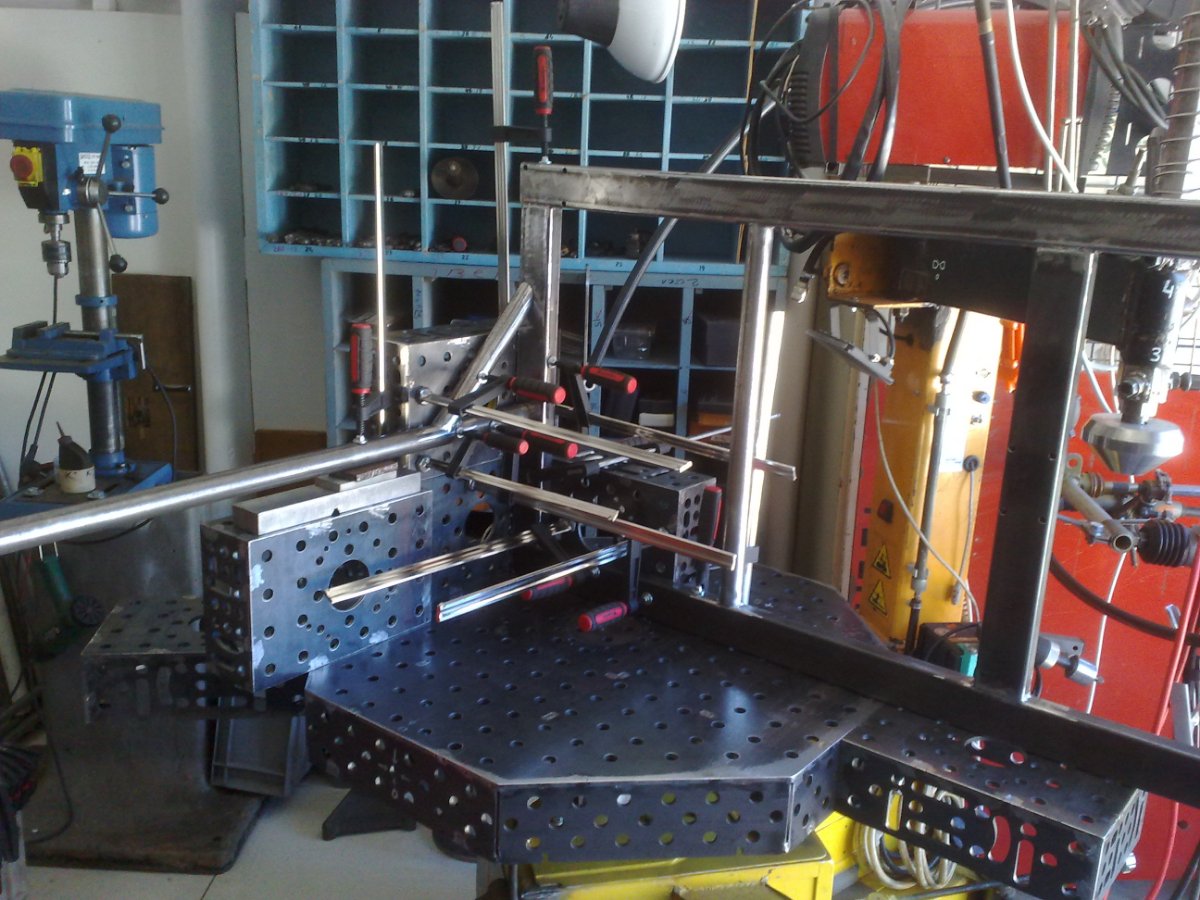
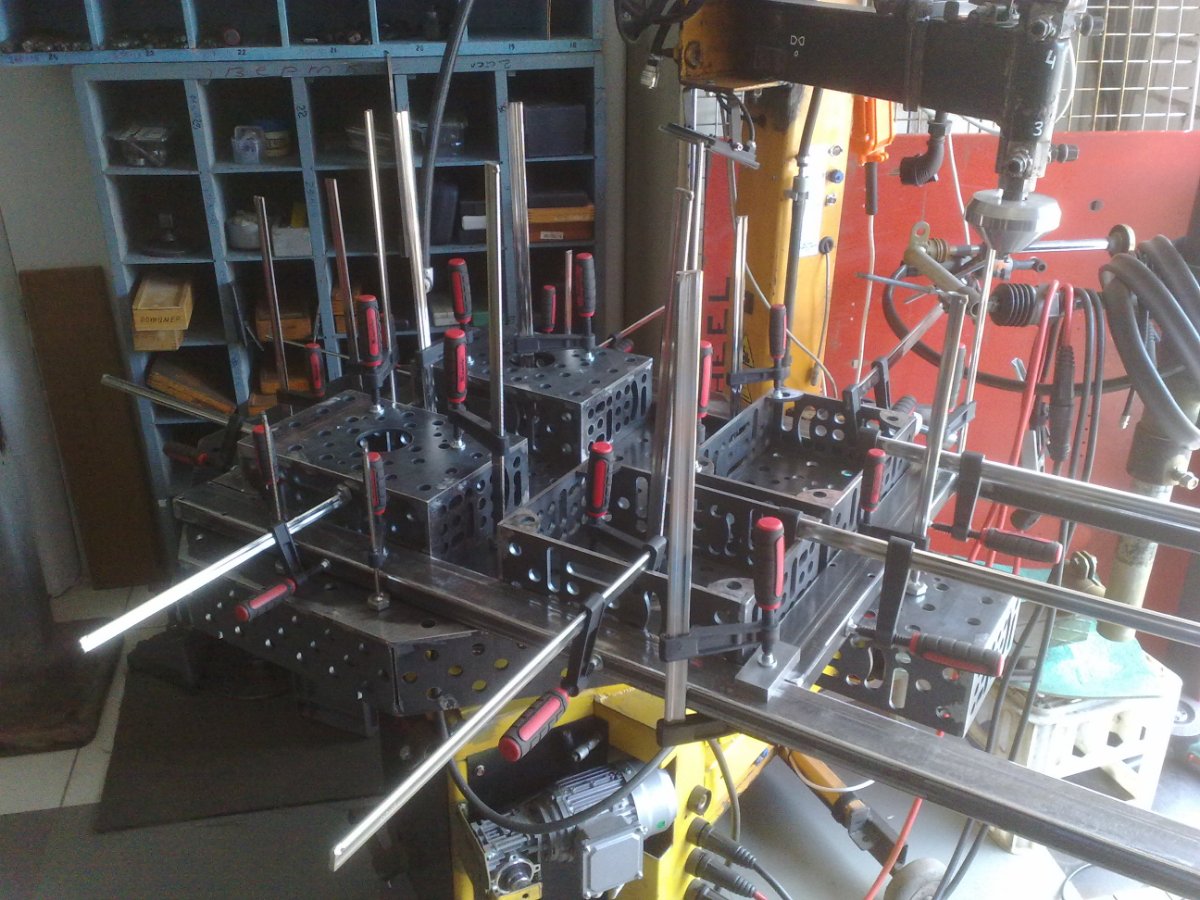
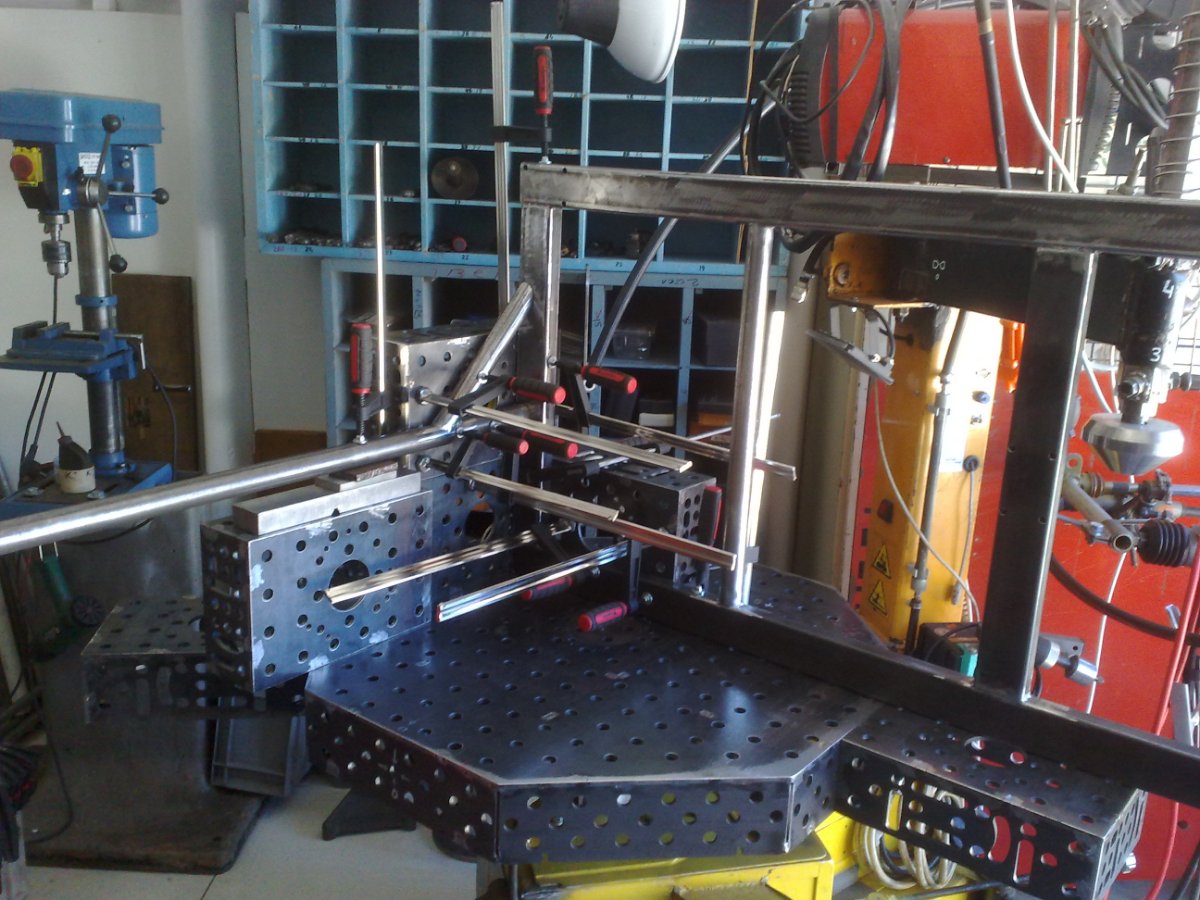
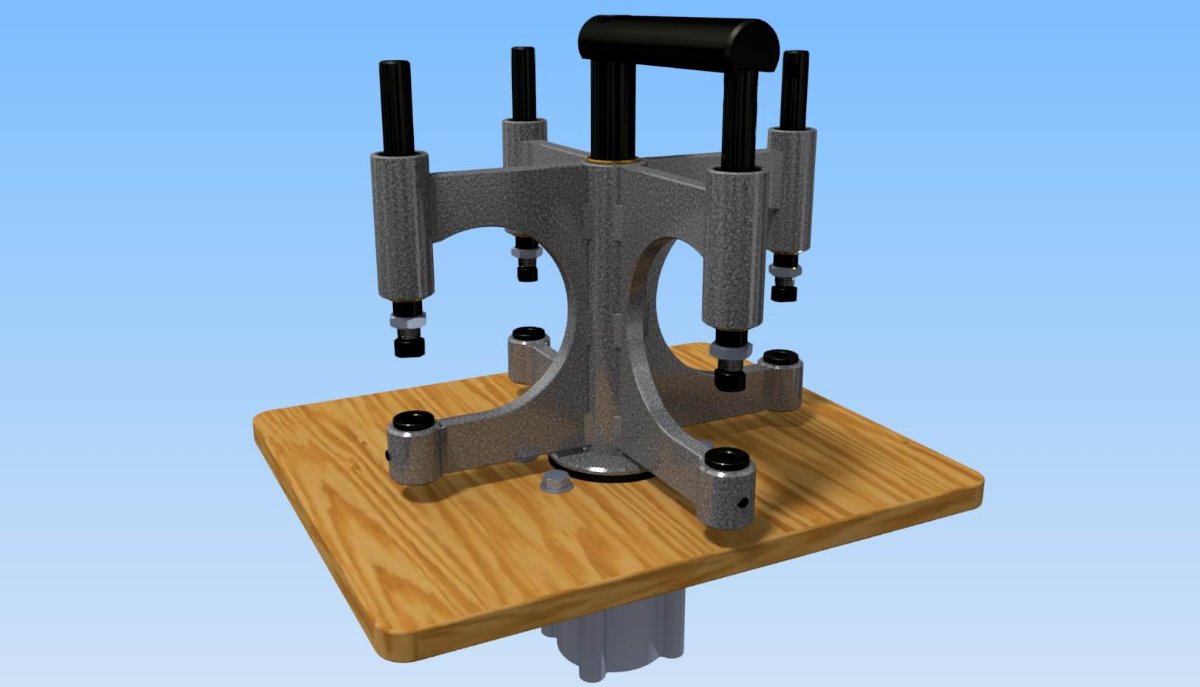
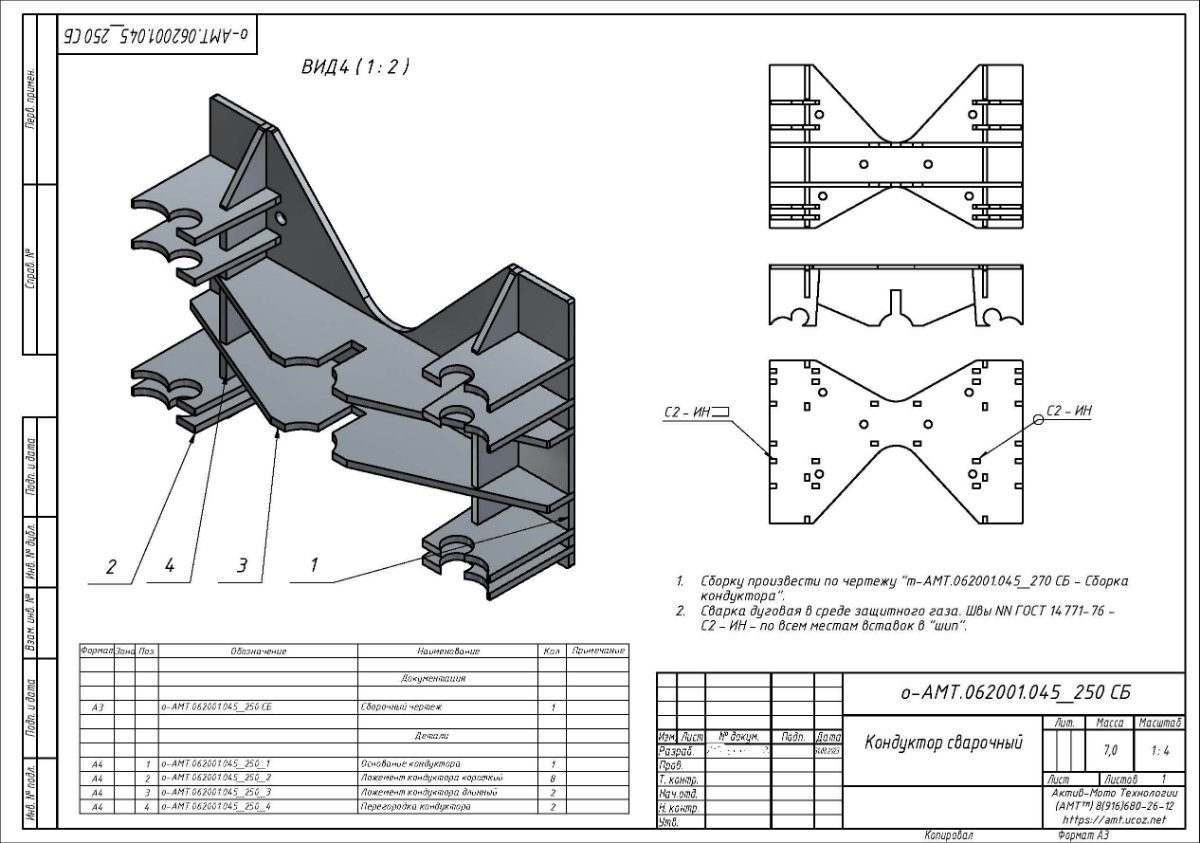
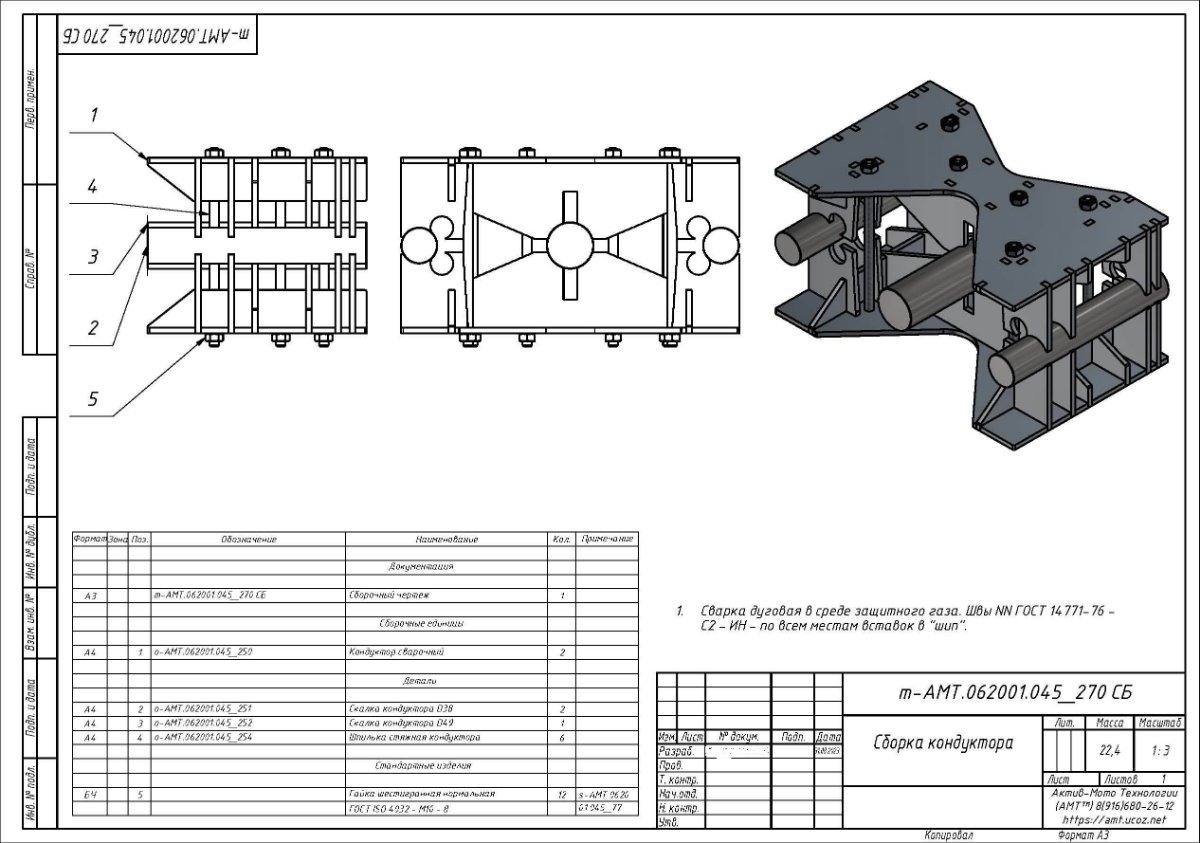
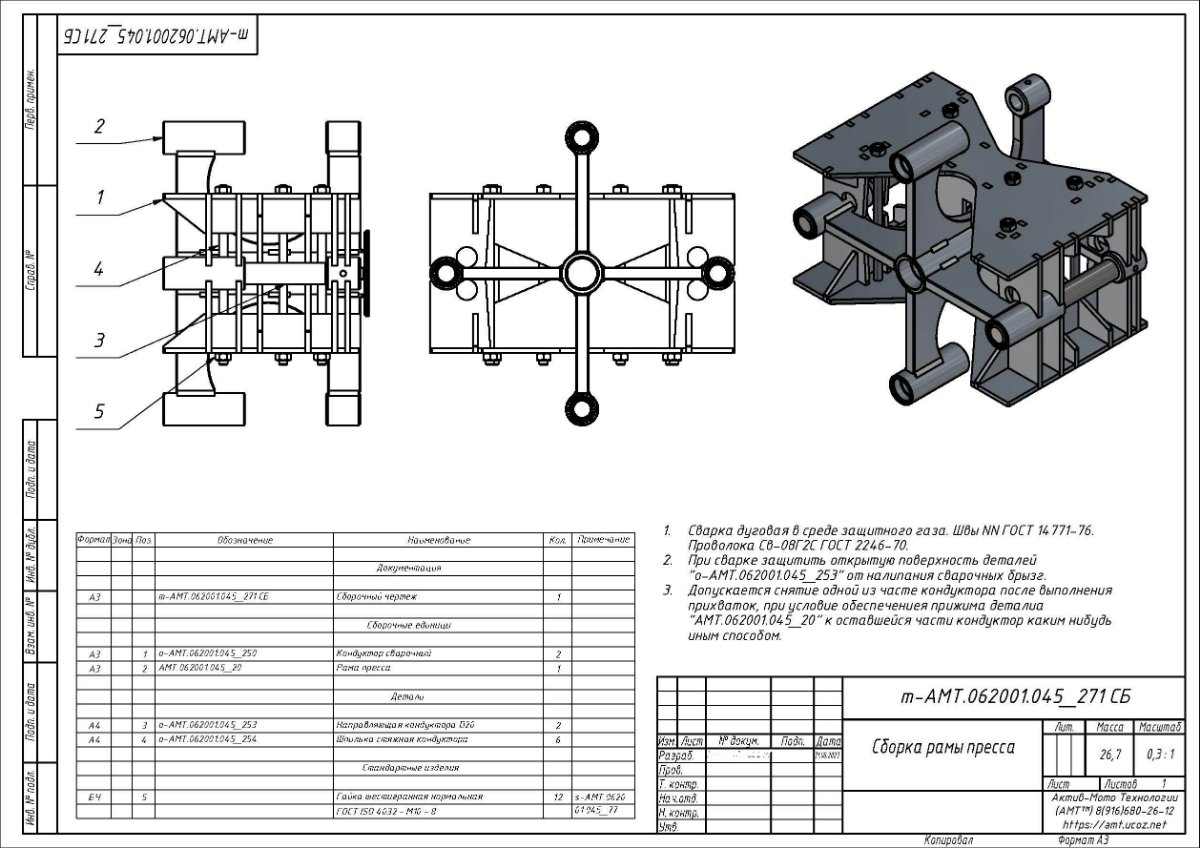
Просто так, для примера, как обстоят дела со сварочными напряжениями и деформациями и как с этим бороться на конструктивном уровне.
Пояснение. Пришлось принимать конструктивные меры не только для изготовления самого изделия, но и для изготовления кондуктора, поскольку я знал технологический уровень исполнителя и мне было очень стремно пускать это дело на самотек (на откуп исполнителя), так что пришлось взять на себя часть работы технолога.
На рисунка, в последовательности: пресс; кондуктор; изготовление кондуктора; изготовление рамы пресса. Но и тут, определение последовательности наложения сварных швов за исполнителем, так как уровень сварщика и применяемый метод сварки мне не известен.

-
2
-
1
-
-
Конструктор, при проектировании изделия, не должен, если это не является частью конструктива, указывать технологию его изготовления (но лично я стараюсь учитывать технологические возможности конкретного исполнителя).
При подряде на проектирование, если я не знаком с заказчиком, всегда спрашиваю кто у них технолог. И часто слышу в ответ, что у них нет технолога. Но такого быть не может. Если изделие исполняется, значит кто-то выполняет функции технолога (зачастую не осознавая этого, со всеми вытекающими).
Сварщик, берущийся составлять схему последовательности выполнения сварных швов - подрабатывает технологом, за зарплату сварщика.
-
1
-
1
-
-
Справочник конструктора машиностроителя т.3 - Анурьев В.И
-
1
-
-
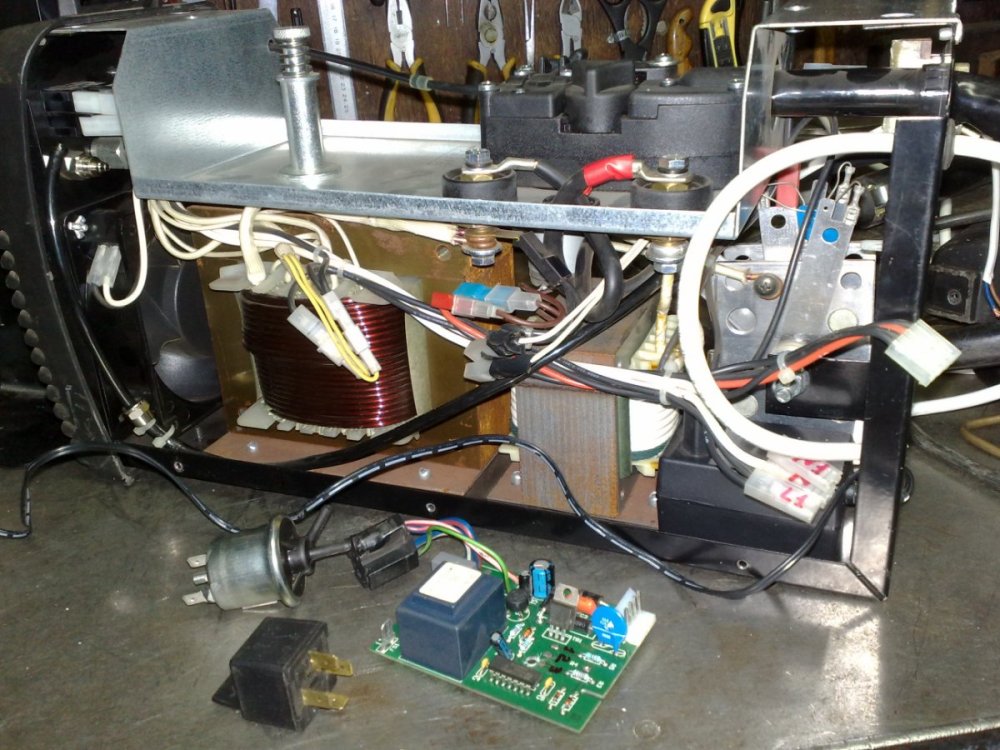
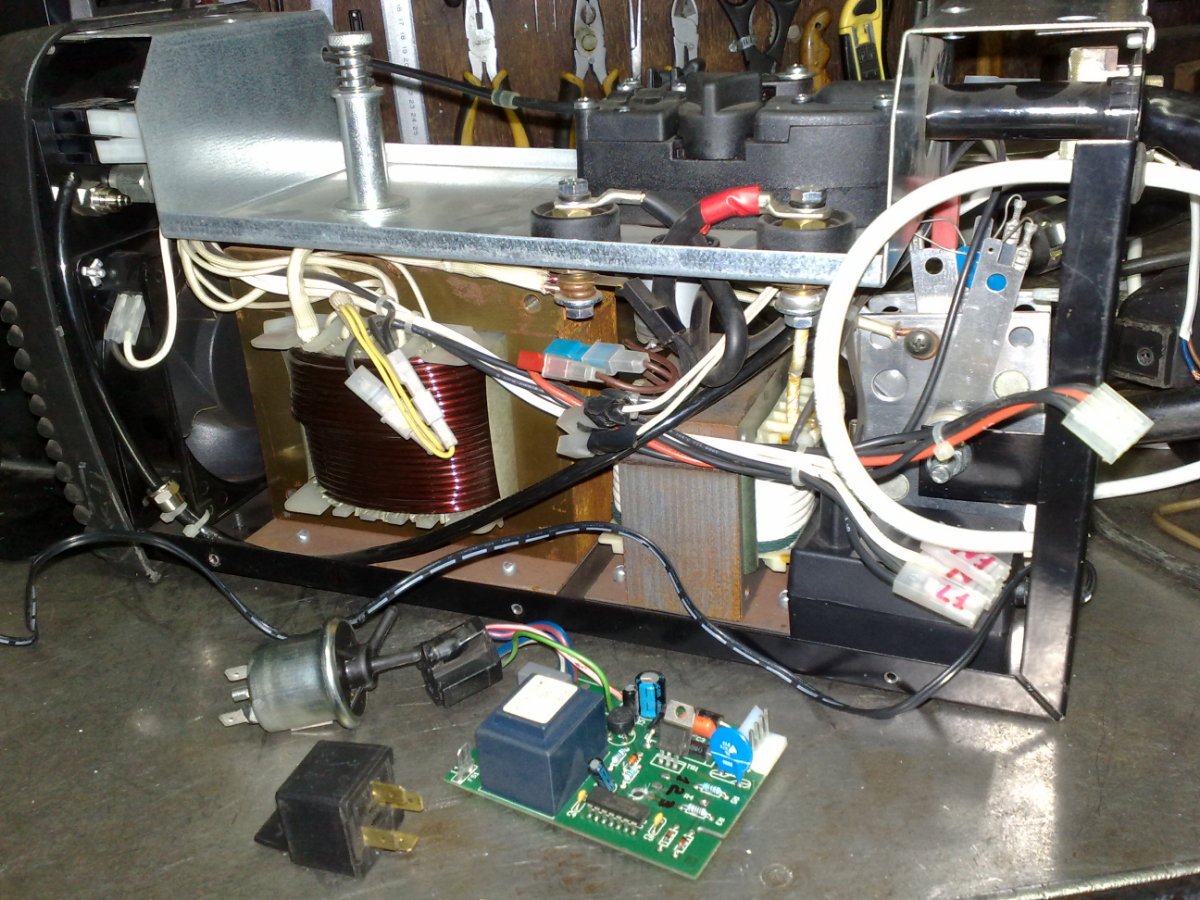
Поделюсь.
Понадобилось поставить газовый клапан на полуавтомат бытового уровня со встроенной горелкой и клапаном в кнопке горелки. Сей перфоманс понадобился для автоматизации сварки, но не суть.
Искать специальный клапан было сильно лень, да и мне нужен был двуходовой. Взял клапан ЭПХХ от карбюратора (ВАЗ 2105-1127010-02). На аппарате у меня два входных газовых разъема - для работы в штатном режиме (с клапаном на кнопке горелки) и когда клапан на горелки принудительно открыт и работает электрический клапан.
Это предыстория. А история такая: если работать на электрическом клапане (клапан на кнопке горелки принудительно открыт) - не хватает функции постгаза. Газ из шланга горелки успевает выйти раньше, чем сварочная ванна остывает. В результате - сварочная ванна закипает. Может конечно я что-то намудрил, но вот такое любопытное природное явление имеет место быть.

-
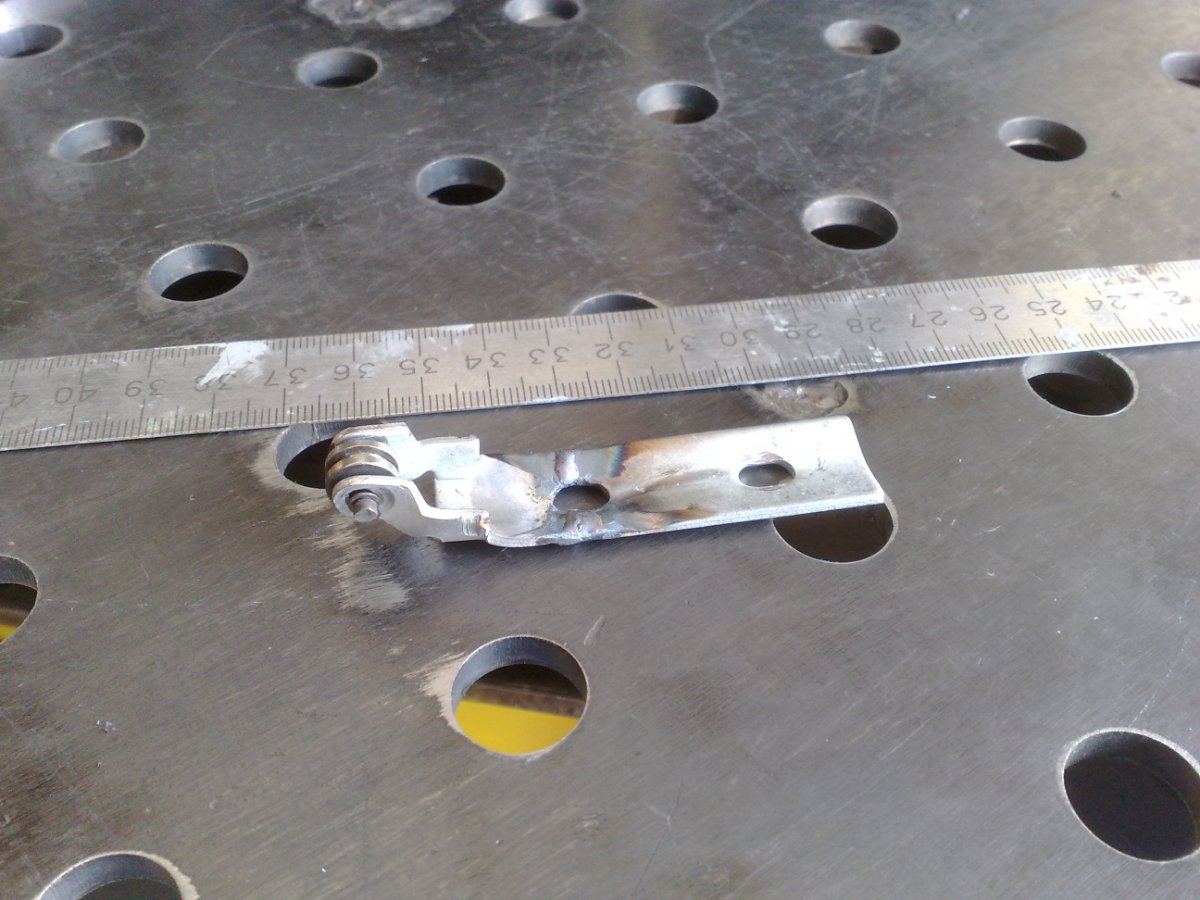
22 минуты назад, Андрей Гатин сказал:
Подскажите для чего эти крепления.
Под линзы для слобовидящих.
-
-
32 минуты назад, Сергей21 сказал:
Ага , шарик сильно прыгает в ротаметре .
Так пшик, или шарик беспокоит?
")
Я купил первый попавшийся редуктор - кокой-то SG. И основной критерий выбора была колба ротаметра с градуировкой от "1". А вот пшик и шарик совершенно не беспокоили. Пшик был в технологических рамках.
Нет вру - второй попавшийся. Первый был Сварог, который сильно занижал расход, а я не мог понять почему баллон так быстро заканчивается.
-
4 минуты назад, Сергей21 сказал:
Шланг ПВХ внутренний Ø 6мм , длина 70см .
И что, при таких параметрах беспокоит пшик?
-
Переставил ротаметры с редуктора на выход аппарата - пшик исчез совсем. Раньше был приятный пшик, позволяющий быстро продувать шланг горелки, а сейчас совсем не понятно, продут шланг, или нет (субъективно) и подмывает увеличить время продувки.
А по пшику, как вредному явлению (когда свариваемую деталь сдувает) - совет: применять шланг от редуктора до аппарата минимально-возможной длины и сечения (соизмеримый с объемом шланга горелки), чтобы он не выступал в роли большого ресивера. Тогда волна давления, идущая при открытии газа, будет быстро терять энергию в шланге горелки.


-
2
-
-
6 часов назад, zakovika сказал:
А вот такого автора у меня нет.
Пересказ Рыкалина, только попроще изложено.















Как красиво заварить обратную сторону стыка, если металл в этой зоне уже прогретый?
в Аргонодуговая сварка — TIG
Опубликовано
Мне кажется, что вопрос уже такой задавался и ответ на него уже отвечался.