Helper
-
Постов
765 -
Зарегистрирован
-
Посещение
-
Победитель дней
19
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Helper
-
@Андрей1979, тоже присматриваюсь к Вашим костюмам, выглядят добротно! На работе выдают, сейчас, брезент плохого качества. Дома есть нормальная одежда, использую в подработках и дома. Но для работы все равно придется взять, т.к. получить нормальную робу не светит, уже делал заявку. Сейчас денег нет, а в конце месяца как раз нормально будет, напишу Вам.
-
 @AMBIVERT42, Поздравляю с Днем Рождения! Желаю крепкого здоровья, успехов в труде и благополучия в семье!
@AMBIVERT42, Поздравляю с Днем Рождения! Желаю крепкого здоровья, успехов в труде и благополучия в семье! -
@levdenisov1962, Лев Николаевич, искренне поздравляю Вас с Днем Рождения, желаю успехов в труде и в личной жизни!
-
@Sakhalin_Cat, Поздравляю с Днем Рождения!
-
Сам себя - сложно. Есть фото с сайта http://ru.aliexpress.com/item/Free-Shipping-Leather-Welding-Hood-Helmet/964324334.html?recommendVersion=1 А так выглядит маска Эсаб http://www.esab.com/ru/ru/products/Leather-lask.cfm
-
Заказывал на aliexpress маску для труднодоступных мест, сегодня забрал с почты. Конечно маска не очень, но купился на низкую цену (999 руб). У нас Эсабовская стоит 5000, в период, когда подскочил курс доллара за 6500 продавали. Примерил - на голове нормально сидит! По мне главное хорошая защита, а брэнд и материал изготовления не так важен.

-
@Андрей1979, Неплохо выглядит!
-
Да не, ни в коем случае! Если как ради дополнительного, ради шутки, а не часть обучения, то многое объясняет. Нормальные у Вас мастера! Дальше можно консервные банки заваривать, бутылки к швеллерам, нормальный такой факультатив!
-
Возможно и правильно, но по моему в начале нужно заложить базу: сварка в различных пространственных положениях, различными типами электродов, а остальное только как бонус в обучении. Возможно, что мастер хорошо умеет, то и предложил своим ученикам для развития. У меня в ПТУ были электроды 5мм, потом и на производстве. Троечка редко использовалась, только там где ответственное варилось. Где то к 2000 году в широком применении, а так помню к монтажникам (трубопроводов) приходил побираться за мелкими электродами. Сейчас в любом хоз магазине можно купить.
-
Во задуряются Мастера ПО, лучше бы делу учили! Прихватить огарок к пластине можно на любом токе, главное плотнее дугу прижимай подводя к огрызку электрода, чтобы не было сильного расплава. А каплю наварить на минимальном токе. Ничего сложного нет, только непонятно для чего такие тренировки, чтобы в будущем уметь гнилье в отрыв варить что ли?
-
Я не против обсуждать политику, но после баталий в теме о политике перестали появляться на форуме Дмитрий из Донецка и Игорь из Васильково. Еще был Евген, тоже с Украины, давно не появляется. И AkaShira так, что лучше воздержаться от споров которые приводят к разделению. Есть вопросы о сварке, а остальное можно и в личном общении обсудить.
-
Собственно я не утверждаю, что аппарат плохой! Может просто я сам не правильно варю. Для меня мастерство удерживать очень коротко дугу и на всем протяжении одну длину. Я не поспорю с Вами о ВАХ, но просто по личным ощущениям я плотно прижимаю электрод к металлу и могу удерживать сварочную ванну, собственно и Фубаком не проблема для меня вести вертикальный шов безотрывно рутиловым электродом (см фото) , а вот на ИНЭМЕ только на 70А получилось нормально положить шов, но разжечь и удержать дугу было очень сложно.
-
Не важно какой форсаж, главное принцип горения дуги у аппарата другой. То, что ток один, уже заметил плюс, когда кладешь шов на пластине то с обратной стороны равномено полоса нагрева идет, на других же аппаратах небольшое движение руки приводящее к изменению длины дуги влияет на равномерность прогрева. А вот толчкообразное горение дуги не есть полезно отсюда и разбрызгивание металла. @ems_mike, форсаж (наброс тока) у ИНЭМА зависит от отделения капли или же он просто идет с определенной частотой и амплитудой, и как быстро это происходит?
-
Сегодня то же самое, положение сварки полу вертикальное (наклонное), электроды ОК-46 3мм, только аппарат уже Форсаж 161 (для сравнения с ИНЭМ), ток 65А Чешуя получалась грубее, но сам процесс сварки легче. Но на ИНЭМ можно воспользоваться преимуществом увеличив время горячего старта, тогда току будет достаточно, чтобы начать сварку, а когда труба уже будет горячей ток опять минимальный, чтобы не было наплывов. Вообще, раньше с Форсажем-161 лучше получалось, или у меня маразм или после ремонта по другому стал варить аппарат - пока не понял этого.
-
@morgmail, поздравляю с Днем Рождения!
-
А я просто мышкой щелкнул и само определилось с точностью до дома. Сейчас поправил (прописав название своей деревни), такая точность мне не нужна.
-
Положительно не получилось. Ну как то так варит аппарат. Сварка регистров на склад. Электроды ОК-46, ток 75-80А. В оправдание аппарата могу сказать, что был с похмела, возможно повлияло.
-
Да как @marat, сказал точками в зазор. такую толщину 3мм можно и в один слой, а так надо по-правильному перекрывать еще.
-
Ну, да ладно в понедельник что-нибудь положительное наварю. На работе Форсаж 161 сломался, а с трансом не хочу возиться. Возьму свой аппарат и фотоаппарат для отчета захвачу.
-
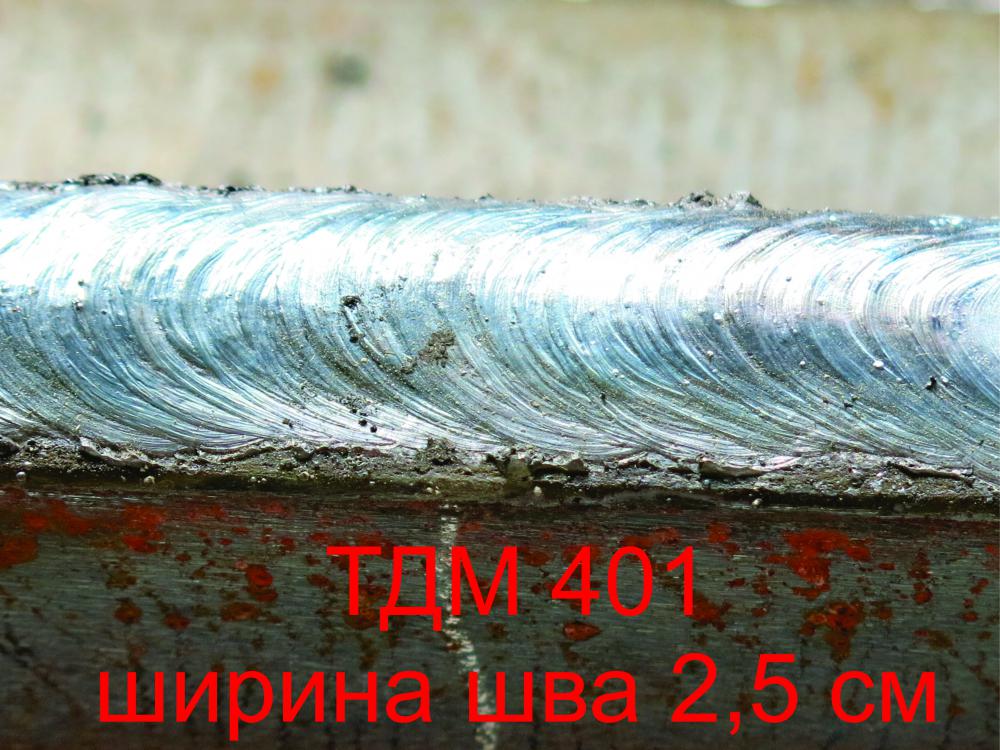
Вопрос, скорее, к аппарату. Но, конечно, возможно просто электроды сильно плохие. А на трансе, обычно швы гладкие, даже несмотря на то, что шов шириной в 2,5 см.
-
Я не мучаюсь, а делюсь отзывом в соответствующей теме. На форумах очень много положительного, на мой взгляд сильно преувеличенно, надо и про минусы написать. Когда только принес аппарат на работу, то рядом работали отделочники и увидев новый аппарат попросили посверкать, так тоже были очень восторженны аппаратом. Когда же я поварил трубы и сравнив швы ИНЭМА со швами, рядом сваренными, инвертором Форсаж видно, что швы выполненными аппаратом ИНЭУМ были хуже внешне. Нет я сразу заметил этот недостаток аппарата. К сожалению нет возможности сравнить с Selco Genesis 2000, с которого Вы скопировали настройки, но предполагаю, что форсаж у ИНЭМА не корректно работает. Все же время наброса тока и возвращения обратно должно быть незаметным, не должно быть прыжков. Если на простых электродах почти струйно металл переносится и наброс почти незаметен, хотя чешуйчатость на фото у кузнеца вызывает вопрос. То на электродах с основным покрытием хорошо заметно. Для опыта возьмите УОНИИ, я брал ЭА 395 и попробуйте положить шов на профильной трубе, не толстостенной. Металл набросами тока сильно разогревается, потом четко видно как дуга, буквально шлёпает по луже и пробивает дырку. Прожог даже на 20А, только на импульсном режиме получается без прожога, ну или ведя обратно-поступательно. А на Фубаке не проблема положить шов, 395 электродами, просто ведя, на 40-60А. Это то о чем я и раньше писал, про пластину где швы в порах Впрочем недавно опять варил чугун. На работе при ремонте снегоуборщика забили чугунный маховик на ось и раскололи маховик. Инвертором Форсаж прекрасно заварился. Вот летом еще отломили крепление чугунного корпуса тормоза на подъемнике. так тоже нормально сварил Форсажем. Я не готовился сегодня отвечать про ИНЭУМ, по идее нужно сделать фото швов выполненными различными аппаратами в одинаковых условиях и сравнить. Да некогда заниматься этим. Может потом займусь... Я понял, что Вы неприемлите критику, но из-за этого аппарат возвращать не буду так, что терпите и отрицательные отзывы, как и положительные.
-
@Леха Сварщик, Поздравляю с Днем Рождения!
-
@kuznezs, Трансом не хуже можно. Что-то я больше минусы вижу в аппарате. Дуга горит толчками, основной металл перегревается. Недавно варил чугун, железно-никелевыми электродами. Так мало того, что перегрев, еще и форсаж дуги увеличен (1,7) и результат - сразу напряжение в металле, появились трещины в других местах и шов в порах получился. Переключил в режим РУ (рутил) и более менее нормально пошло. Когда спецтехникой занимался, то часто варил чугун. Аппарат ВД-306 всегда нормальные швы получались. Может штыковая ВАХ не в тему, а может электроника плохая у аппарата, к сожалению я не варил брэндовыми аппаратами (у которых тоже штык) и не с чем сравнивать. Но как-то аппараты с крутопадающей ВАХ более комфортны в сварке и дают более красивый и качественный шов. Ну это мое мнение.
-
@dron, Поздравляю, здоровья и успехов во всем!
-
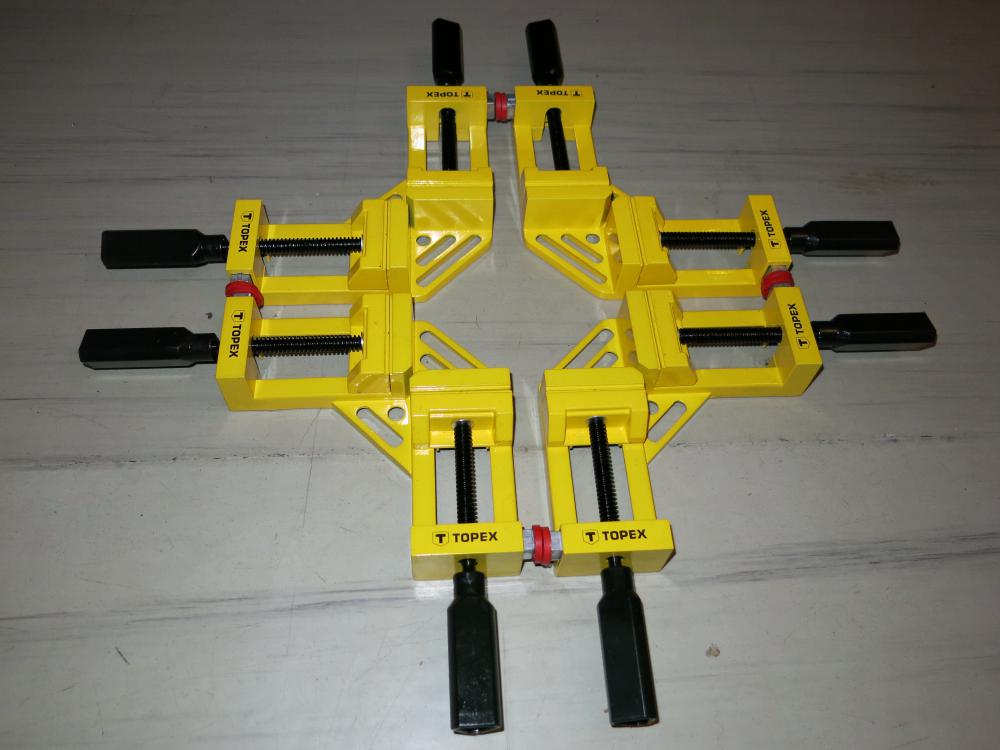
Кое-что из моего арсенала Ну и сварочники