Helper
-
Постов
765 -
Зарегистрирован
-
Посещение
-
Победитель дней
19
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Helper
-
 Эти машинки, в работе, можно посмотреть на youtube. Ссылки на ролики вставлять не буду - итак увел тему в другое русло!
Эти машинки, в работе, можно посмотреть на youtube. Ссылки на ролики вставлять не буду - итак увел тему в другое русло! -
Если честно, то еще ни разу не пробовал УОНИями варить "на спуск", ввиду того, что они для этого не предназначены. Надо-бы попробывать...
-
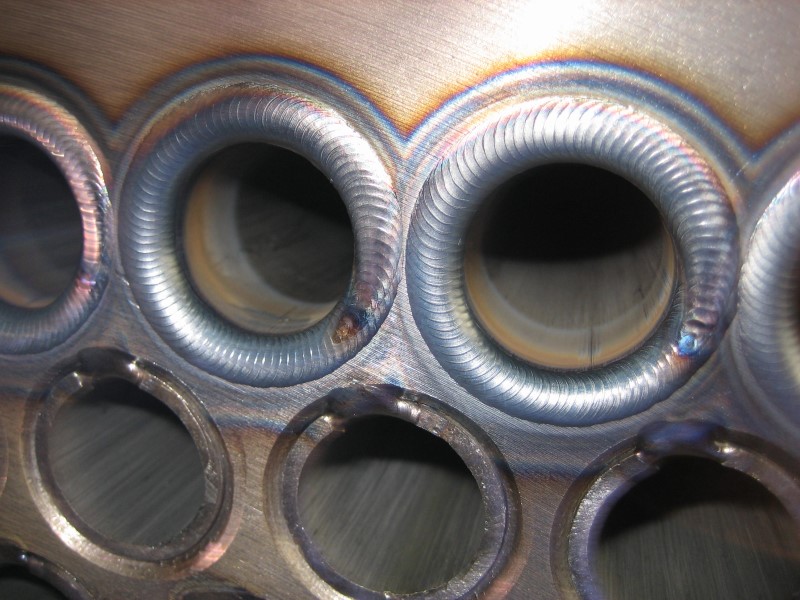
Я в иностранных языках не силен, к сожалению! Почитай сам http://www.bihl.de/english/produktbeispiele.html Tube ?25x2 mm, 2-layer weld with WIG machine Труба ?25x2 мм, 2-х слойной сварки WIG с машиной
-
примерно такое с другого сайта фото сдернул

-
Вот, работенка, 840 трубок обварить...
-
Хоть со сваркой не связано, но зато очень смешно! Ролик по технике безопасности. http://www.youtube.com/watch?v=hYuBhSmLC9Y
-
Да, посмотрел, сейчас, по-прайсу 550р пачка ОК-46, 3мм. пр-ва Болгария и такая же цена на ОК-46 Эсаб-Свэл. Хотя может наш снабженец, по оптовой цене закупался или скидка, для него, какая-то, в магазине есть... А 2мм. электрод ОК-46, стоит 741р. за пачку
-
ОК-46, 3мм снабженец закупает за 450р., а МР-3 стоит 290р. за пачку. Мне, лично, не жалко доплатить 160р. за качество. А двойка для профильной трубы не обязательна, и тройкой прекрасно все получается...
-
Это я в оправдание электродов ОК-46, что ими только от 3мм можно варить. На мой взгляд МР-3 куда хуже для тонкого металла, из-за большого обилия шлака.
-
Нигде не написано, что это для непрофи! А варил естественно по чуть-чуть и что-бы не повело еще. Для верности правда еще на слой перекрывал безотрывно уже, солярка не текла. Фоток жаль нет, 5 лет назад было, тогда занимался спецтехникой (в основном трелевщики и экскаваторы).
-
Ну, это ты зря! Я ОК-46, 3мм. сваривал смятые топливные баки на тракторах. Сначала разрезал на 2 части, выправлял изнутри, а потом снова сваривал (соединение встык).
-
"Универсальные сварочные электроды OK 46.00 с рутиловым покрытием, для ручной дуговой сварки MMA способны обеспечивать высококачественные свойства шва. Электроды OK 46.00 не имеют проблем с поджигом как первичной так и вторичной сварочной дуги. Отличительным признаком OK 46.00 является низкое тепловложение, благодаря этому электроды являются востребованными при заварке широких зазоров, главным образом во время проведения монтажных работ, также OK 46.00 эффективен для коротких и корневых сварочных швов, а также для прихваток. Электроды позволяют делать качественную сварку, даже если свариваемые детали имеют поверхностные загрязнения или ржавчину, т.к. OK 46.00 к ним не чувствительны. Электроды позволяют вести сварку в любом пространственном положении, в том числе и сверху вниз. Шлак легко удаляем со сварного шва. Электроды OK 46.00 относятся к типу Э-46 / ГОСТ 9467-75. Пачка сварочных электродов герметично упакована в целлофановую плёнку, что позволяет электродам меньше зависеть от погодных условий. Электроды OK 46.00 достаточно широко применяются для сварки углеродистых конструкционных и судовых сталей, а также для сварки листов металла имеющих гальваническое покрытие. Электроды удобны и неприхотливы при ручной дуговой сварке и могут быть рекомендованы как начинающим так и имеющим малый практический опыт сварщикам т.к. не требовательны к профессиональным навыкам сварщика." Цитата с http://арсил.рф/
-
Maler не суди, да судим не будешь! Все мы сварщики, а кто лучше или хуже сидя за компом не оценишь.
-
Электрод ОК-46, 3мм ток не более 70А На втором снимке полность безотрывно электрод вел А здесь Lb-52. Электрод супер для труб
-
Мелочь, в основном, в отрыв варю ток 70А. Моих фоток, с мелочевкой, много на форуме.
-
Вообще ОК-46 прекрасно горят на малых тока (в отличии от АНО и МР), тем более при сварке инвертором. 100А, на ОК-46 3мм, ставлю при сварке сверху вниз
-
Зазор действительно малый. Просто варил УОНИями 13/55 (ЛЭЗ лосиноостровскими), и мне сложно ими контролируемый провар делать, в основном на облицовку испульзую их.
-
Вот сральня 60А. Правда шов поворотный.
-
Полностью поддерживаю Евгена. Я на фубаке, на работе более 70А не выставляю. А был транс на работе (сперли) выставлял 105А.
-
Соль - это не наш метод! Но когда выхода нет, то можешь попробовать, хотя не уверен, что поможет. Вот если бы изнутри бойлера, тогда затянет, а так просто, с солью, ржавчиной быстрей покрывается.
-
Привет! У меня на работе, тоже водонагреватель потек. Сначала пробовал подваривать, но хватает ненадолго, сгнивает в другом месте. Если эмаль внутри отошла, то можно выкидывать. В итоге вырезал тэн и сделал на его основе новый из пропановского баллона.
-
Страшностроительные были теперь страшно и очень страшно сантехнические швы.
-
Чтобы швы не мокли нужно нормально проплавить стенку трубы (в глубину). Выставь необходимый зазор, можно и фаску снять, по желанию (а если толстостенная, то обязательно). Затем перекрой на второй слой и все будет в норме. Остальное придет с практикой. А техники сварки под давлением не существует! Но как кто-то уже писал на форуме (сейчас не вспомню в какой теме, наверное в советах по сварке труб), что если рогом упереться, то можно заварить... А лучше учиться сразу качественно варить, если не получилось, сливать воду и переваривать.
-
Это очень хорошо, что так с практикой повезло! В наше время сложно нормальную практику найти. Это в советское время было много строек и брали учеников, а сейчас с учениками не хотят возиться. Я на практике в основном на побегушках бегал. То на склад сбегай, то дадут топор и пошлют клены вырубать, ну и иногда посверкать давали. На 2 курсе практику проходил в местном АТП, смазывал грузовики (на ТО), а в дневнике написали, что сварщиком работал (просто требовали практику в ПТУ, а найти место должен был сам, ПТУ не заботилось об устройстве на практику). Так что на производство пришел с минимальными навыками.
-
Да, это просто болтун-хвастун! Я знаю сварщиков, которые, намного лучше меня варят, но довольно скромно отзываются о своих способностях. А экзамены сдавал когда работал в Сибакадемстрое. Самый высокий был 5р., на шестой можно сдать только в Гостехнадзоре, это уже сварщик-универсал, варит несколькими видами сварки на отлично.