tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
перевод с английского http://translate.google.com.ua/translate?hl=ru&langpair=en%7Cru&u=http://en.wikipedia.org/wiki/Aluminized_steel здесь хоть и мало инфы но конкретика-горячая чернуха покрытая алюминием, правда непонятно как это технологически сделано. http://ru.wikipedia.org/w/index.php?title=%D0%A1%D0%BB%D1%83%D0%B6%D0%B5%D0%B1%D0%BD%D0%B0%D1%8F%3ASearch&search=%D0%90%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D0%B7%D0%B8%D1%80%D0%BE%D0%B2%D0%B0%D0%BD%D0%BD%D1%8B%D1%85+%D1%81%D1%82%D0%B0%D0%BB%D1%8C&fulltext=%D0%9D%D0%B0%D0%B9%D1%82%D0%B8 Так что выход один-варить электродом прямо по алюминию(не счисчая. разумеется это мнение на скорую руку и может кто посоветует что то другое.
-
Чесно говоря никогда не сталкивался с "алюминизированной сталью", просто этот термин незнаком, хотя в нете о ней разговоры идут(только что в нете посмотрел). Если Вы пытаетесь варить глушитель на машине то не заморачивайтесь особо-обыкновенный ПА сварит без проблем, правда сам метал глушителя плеватся будет если покрытие не удалить. Глушители варю довольно часто, давно обратил внимание на цвет-думал что цинк, но характерного сизого дыма при сварке нет.
-
zet20, не обижайся, Spec правильно сказал: ".. мы думали что ты сварщик...". Если есть еще желание самому разбиратся, почитай здесь: http://www.google.com.ua/search?hl=ru&source=hp&q=%D0%BE%D0%B1%D0%BE%D1%80%D1%83%D0%B4%D0%BE%D0%B2%D0%B0%D0%BD%D0%B8%D0%B5+%D0%B4%D0%BB%D1%8F+%D0%BF%D0%BE%D0%B4%D0%B2%D0%BE%D0%B4%D0%BD%D0%BE%D0%B9+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B8&btnG=%D0%9F%D0%BE%D0%B8%D1%81%D0%BA+%D0%B2+Google&meta=lr%3D&aq=f&oq=
-
traktorist , вопрос- эту деталь варили не снимая с трактора? в положении как на фото?
-
Транс- это трансформатор Выпрямитель- это чаще всего четыре диода, которые ВЫПРЯМЛЯЮТ переменное напряжение(в трехфазных выпрямителях 6 диодов), соответственно на выходе выпрямителя есть ПОСТОЯННОЕ напряжение. То есть на трансформаторе(до выпрямителя) + и - с частотой 50 Гц меняются местами.После выпрямителя один провод будет иметь ПОСТОЯННО +, а другой провод будет иметь НЕ МЕНЕЕ ПОСТОЯННО -. Исходя из этого, при сварке на ПОСТОЯННОМ ТОКЕ, + можно подать на держатель(- на массу) и наоборот (- на держатель и + на массу). Поэтому для того что бы было легче понимать друг друга принято говорить прямая(- на держателе) и обратная(+ на держателе) полярность. Инвертер это от "вражеского" слова "инвертир"-преобразование. Но лучше я сам себе скажу:" молчи язык поганый..." и не буду углублятся, что б не плодить доп. вопросы... пс. Невзначай интересуюсь: Вы школу давно закончили? Какая оценка по физике у Вас? Вы ВСЕ буквы знаете? псс. НЕ издеваюсь и не ехидничаю. Просто задумайтесь- Вы пытаетесь "лихой кавалерийской атакой" взять "нахрапом" то чего люди добиваются годами, не возможно стать знатоком сварки посвятив интернету 2-3 недели. И судя по всему, за все ВАМ придется нести ответственность. По крайней мере когда "теоретики" пытаются (раставив "пальцы веером, ноги клевером") доказать мне (... да ты ниче не пАнимаеш, МНЕ сказали, ...) я всегда говорю: ПОКАЖИ... Боюсь Вам тоже такое могут сказать.
-
В понедельник уточню про марку электродов может и напутал (сам уже сонный был), но электроды выбираются в соответствии с рекомендациями в описании стали.
-
Тоже верно, хотя я не только его имел в виду.Недавно тут один дипломник Speka тероризировал по поводу наплавки шнеков, диплом писал... Интересно-что он делал 5 лет пока учился? У меня счас 00.13 на часах-живу по по Гринвичу
-
http://interchim-btw.com.ua/produkcija_dlja_svarki_hladostojkoj_stali_fox_2.5_ni.html получается что для строительства корпусов кораблей применяется какая то разновидность нержавейки. По крайней мере никеля там не мало. На фабрике(где я работаю)для изготовления узлов которые подвергаются сильному абразивному износу применяют сталь HARDOX 400, варим электродами 309lsi, а в документах она называется "морская сталь"....
-
А топикстартер как партизан я смотрю действует-высунулся, стрельнул и в кусты , хотя, так многие поступают-инфу самим лень искать, спросили, узнали и "до свидания" не сказали.
-
Черт, заинтересовался всем этим(заболел наверное ) Оказывается для Д 3 мм 130-180 ампер нужно при сварке, я что то думал что больше надо.. http://www.elz.spb.ru/index.php?Content=61&Data=001005002 Можно много чего почитать здесь: http://www.google.com.ua/search?hl=ru&source=hp&q=%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D1%8B+%D0%B4%D0%BB%D1%8F+%D0%BF%D0%BE%D0%B4%D0%B2%D0%BE%D0%B4%D0%BD%D0%BE%D0%B9+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B8&meta=lr%3D&aq=0&oq=%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D1%8B+%D0%B4%D0%BB%D1%8F+%D0%BF%D0%BE%D0%B4%D0%B2%D0%BE%D0%B4
-
Заинтересовался, поискал. Точно есть и у этого Stela и в нете нашел, к стати отечественный. Правда ток мах 200А. http://www.slm-emu.ru/si.htm Не знаю, хватит ли мощьности..
-
Согласен с pro100chaynick , правда сваврочников с IP выше чем 23 не встречал(просто необходимости такой не было) По токам и мощьности св. аппаратов для подводной сварки ничего не подскажу, нет такого опыта. Но электроды видел-толстые, примерно 12 мм в диаметре, говорят дыма от них очень много.
-
Вам нужен аппарат класса защиты IP 23. Как пример и не реклама: http://www.sovplym.ru/welding/catalogue/tig_welding/discoveryt_weco.htm Подобных аппаратов много, просто в тех. характеристиках обращайте внимание на "клас защиты". К примеру IP 21-это для работы в помещении
-
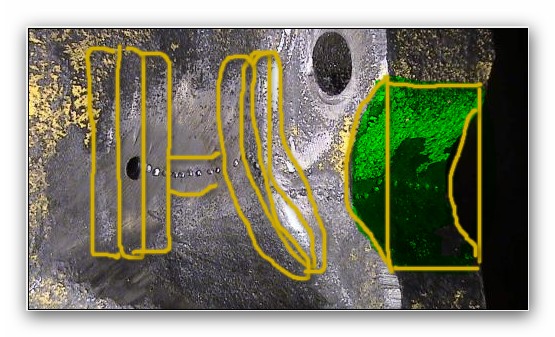
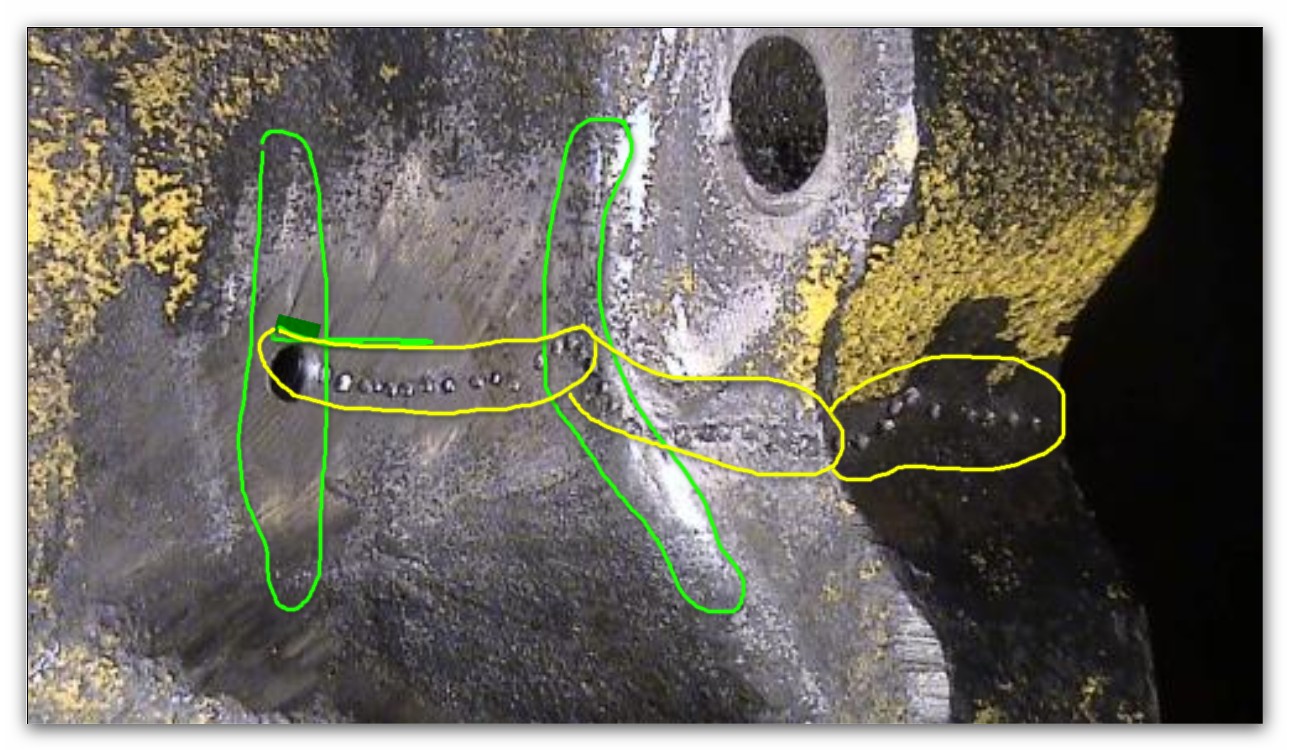
http://www.google.com.ua/search?hl=ru&source=hp&q=%D1%85%D0%BE%D0%BB%D0%BE%D0%B4%D0%BD%D0%B0%D1%8F+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0+%D1%87%D1%83%D0%B3%D1%83%D0%BD%D0%B0&btnG=%D0%9F%D0%BE%D0%B8%D1%81%D0%BA+%D0%B2+Google&meta=lr%3Dlang_ru&aq=null&oq= советую обратить внимание на третью ссылку(сверху). А вообще то я бы варил такую деталь так как показал на твоей фотографии. Только замковые швы положил бы в 2-3 прохода(после каждого прохода полное остывание металла). И усилил бы фланец крепления картера(рядом с отверстием под крепежный болт), там я смотрю есть углубление-вот его бы и заполнил бы присадочным материалом электрода.Естественно варить в несколько проходов. Но советовать л егко... так что решать и варить только тебе.Удачи !

-
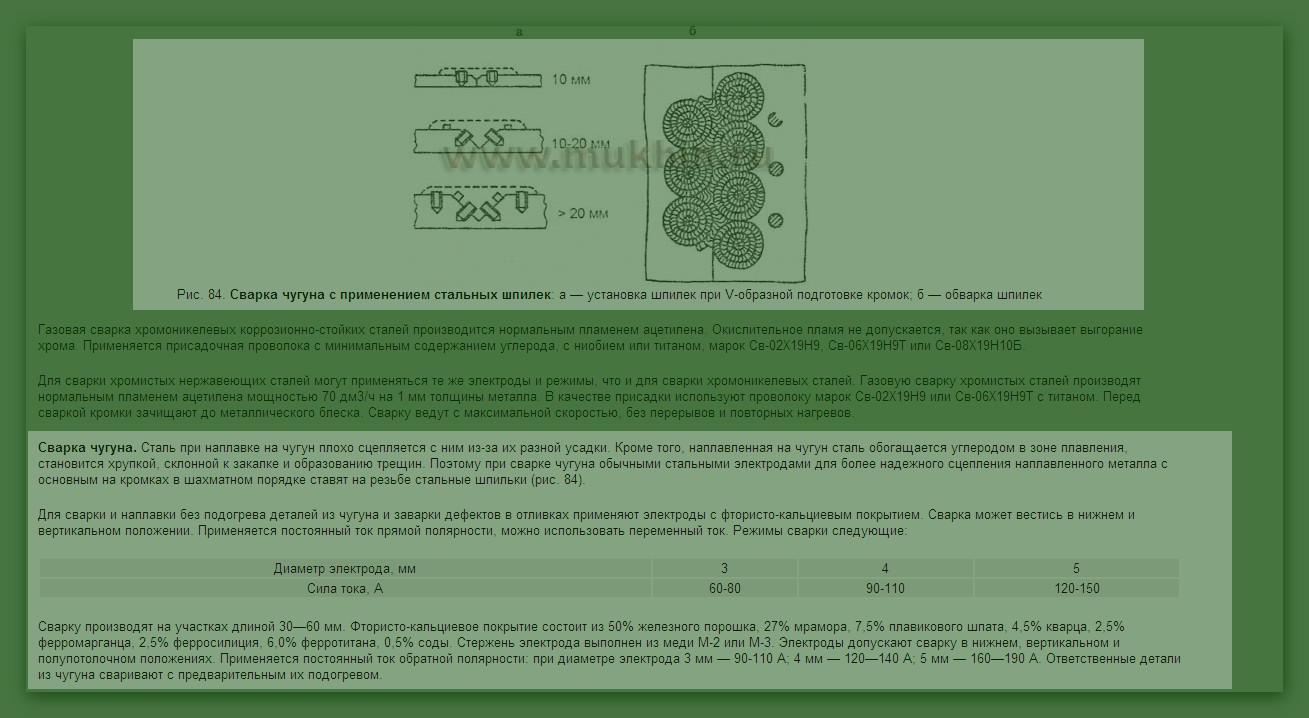
Чесно говоря, я бы не заморачивался с подогревом. Швы короткие, особо металл картера не нагреется. Такая сварка называется "холодная сварка чугуна". Счас в нет залезу, дам ссылки почитать для расширения кругозора.
-
Черт, что не получается изображение прикрепить для увеличения картинки щелкните на ней левой кнопкой мышки
-
traktorist, это если нужно только герметизировать трещину, механическая прочность весьма слабая. Зеленым показаны замковые швы, их нужно положить в первую очередь, желтым швы для герметизации и какой то мех прочности. здесь более сложный ремонт, но и мех. прочность заметно выше. А вообще то в в старых совецких книгах по сварке читал что при самом высоком качестве сварных швов прочность их не превышает 40% основного металла(касается чугуна)
-
traktorist, давайте немного уточним "что Вам ребуется?" Востановить герметичность или получить герметичность с механической прочностью новой детали? Если первое то в принципе ничего сложного не вижу-глубокой разделки не нужно, шлифмашинкой срезаете верхний слой чугуна (примерно 0.5 мм) этот слой- загазованный чугун при отливке и именно он не дает нормальному сплавлению присадки с основным металлом, потом подогрев,варите вдоль трещины, накладываете "замковые" швы. Все пожалуй. Швы короткие, укутывать азбестом для медленного остывания не нужно. Если хотите мех прочность то ремонт намного сложнее, вернее сама сварка не сложная. Просто подготовка более трудоемкая
-
uzbek1984- ты где, что молчиш как партизан? или все проблемы решены?
-
Как то приходилось варить ТИГсваркой с газовой смесью "АТАЛ 5"(португальская маркировка, 95%Аргон+5% со2) (просто в этот момент чистого аргона не было-поставщик подвел), варил нержавейку, качество шва приемлимое(визуально). Характерный признак-после сварки кончик электрода имел желтый налет-вытирался пальцем. Но сомневаюсь что подобная смесь будет дешевле чистого аргона. В старых(времен СССР) "букварях" по сварке СО2 характеризовался как "... защитный, активный газ"-то есть принимал активное участие в сварочном процессе, аргон"...защитный, инертный газ"-защищает сварочную ванну, но в силу своей инертности не принимал участие в сварочном процессе. К сожалению последнее время на различных интернет ресурсах можно встретить такой "бред сивой кобылы" что страшно иной раз давать ссылки (имел печальный опыт)
-
Возвращаясь к одной теме которая промелькнула на форуме. А именно Техника Безопасности при ремонте ТОПЛИВНЫХ БАКОВ. Не помню уже кто и как и в отношении чего поднял этот вопрос, но для меня, не смотря на весь мой опыт, этот вопрос не имеет ответа со 100% гарантией "не полетать"... Собственно для того что бы не получить большой и эфективный "БА-БАХ" его нужно предотвратить: 1-высушить и провентилировать бак перед сваркой(долго, гиморойно и нет 100% гарантии избежать этого самого "БА-БАХ") 2-заполнить бак водой и в таком состоянии его варить(за остатки воды и попадании ее в топливную систему клиет"спасибо" не скажет(особо касается дизельных двигателей-практически 100% гарантия что топливный насос"прикажет долго жить"), нет гарантии качественной сварки-непровары, поры и трещины 3-"выпаривание"-примерно в течении часа продувка паром -не всегда есть такая возможность, неизбежный конденсат воды(см пункт №2) ЧТО ОСТАЕТСЯ? 1- заполнить бак углекислым газом-относительно дешево и безопасность приближается к 100% 2-заполнить бак аргоном-гарантированная 100% безопасность, но дорого... Для баков из "черного" металла вывод очевиден-СО2(углекислый газ), вот при сварке алюминия не уверен. В старых, времен СССР, книгах СО2 охарактеризован так "... защитный, АКТИВНЫЙ газ"-то есть принимает активное участие в сварке. (Его активное участие при сварке черного металла и взаимодействие со сварочной проволокой в процессе сварке мне расказывать мне не нужно-сам могу лекции читать). Поэтому вопрос ставлю следующий- "КАК УГЛЕКИСЛЫЙ ГАЗ ВЛИЯЕТ НА КАЧЕСТВО СВАРОЧНОГО ШВА ПРИ СВАРКЕ АЛЮМИНИЯ" Сам ничего не нашел, расчитываю на помощь коллег. Приветствую только адекватные коструктивные мысли и ответы. На "флуд" и "ламерство" буду ставить минусы в профиле, не поможет-попрошу статус модера и буду "банить" беспощадно.
-
ВОТ ЭТО ПОПАЛ... Это ж надо... Сам же и ссылку дал на этот бред. Спасибо, теперь придется сначала все читать, а потом уже ссылки давать.
-
Видео это с мотрел с месяц назад по твоей ссылке. Мнение уже высказал-смотри выше(пост №4). Но могу и повторить. Для тех то более-менее серьезно изучают сварку и читают "буквари" по сварке в этом видео могут увидеть подтверждение своих знаний. Но не более того. Изучать сварку с помощью такой халтуры не стоит. Хотелось бы мне посмотреть как этот "чародей, маг и кудесник" варит медь после травления кислотой... На видео он варит НЕ травленную. Обрати внимание на цвет меди. После кислоты она очень светлая, а варит он заметно более темную. Приемы сварки которые он показывает описаны практически во всех "букварях" для начинающих. Сварку алюминиевой фольги показал? Ну и что? Эффектно, красиво но где практически этот прием можно применить? Я когда еще учился освоил это, пару раз на спор варил(пиво выиграл). А в жизни ни разу не пригодилось.. Добрых 5 минут расказывал какая у него класная приспособа для фиксации голелки(с зажимом) и как она ему помогает, а сам постоянно рукой ее задевает и мешает она ему нещадно... Вот сварка у него очень хорошая, но дорогая , мне не по карману... Конечно, если бы я знал достаточно хорошо инглиш, может что то полезное для себя и почерпнул. А так... зря время только потерял. Мог бы еще много чего покритиковать, но не могу. Для этого видео снять надо, что бы не болтовня была, а конкретика и примеры. Но возможности у меня такой нет
-
"Слышали" Вы правильно, только прежде чем начинать варить книжки почитать не мешает и вводных побольше. Фото давайте, полярность подключения горелки, фото горелки и самое главное фото кончика электрода(это важно).