tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
windows 7, я совсем забыл предупредить, не будет работать на этой ОС. Виста и ХП работают, а на 7-ке нет
-
Ничего делать не нужно, кнопки которые "не работаеют" это работа программы с принтером для распечатки развертки.
-
Вообще то эта программа для построения выкроек для вентиляции. Поэтому она и не широко распространенная, я на нее случайно наткнулся . Чесно говоря не зная вражеского инглиша я и сам ее толком не знаю, осваивал методом "научно тыка", так что особо не проконсультирую. Вернее смогу помочь только в том случае если уже знаю ответ полученный все тем же научным методом тыка. Счас сделаю несколько скринов и попробую расказать что знаю.
-
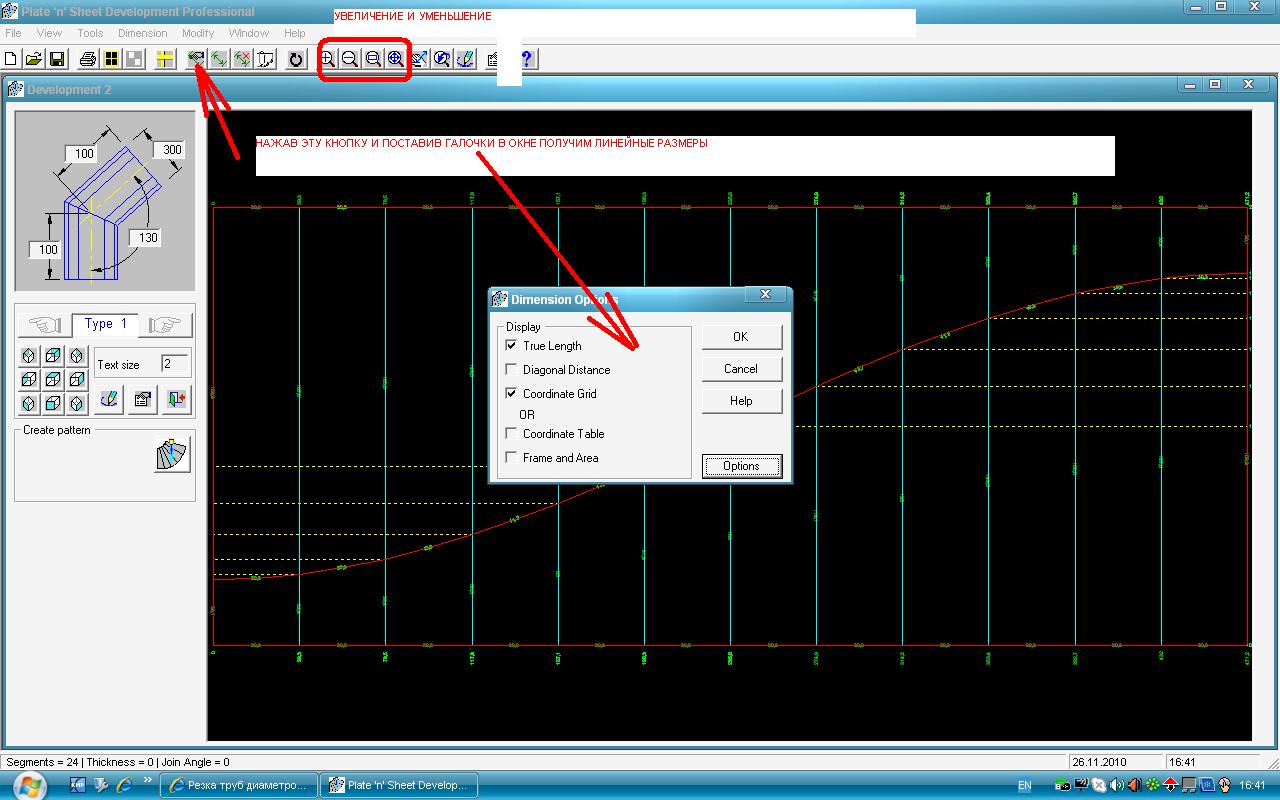
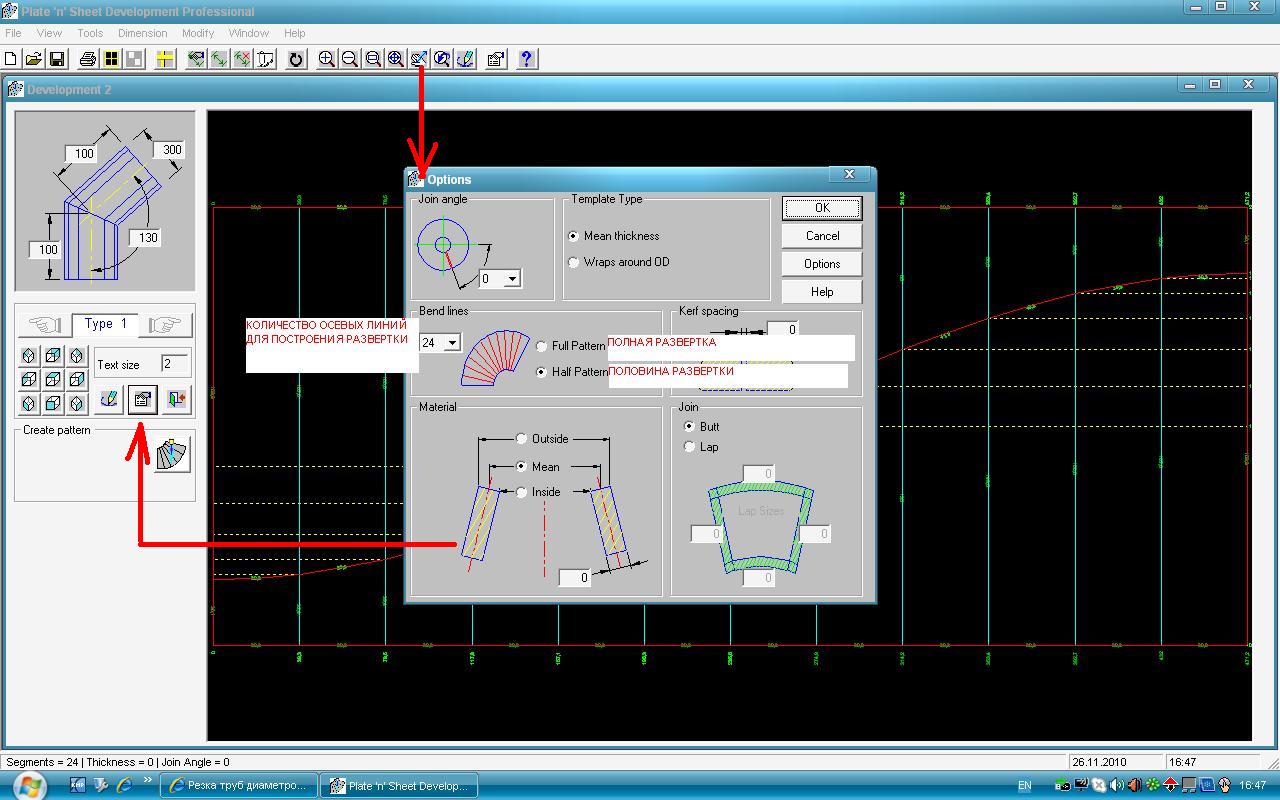
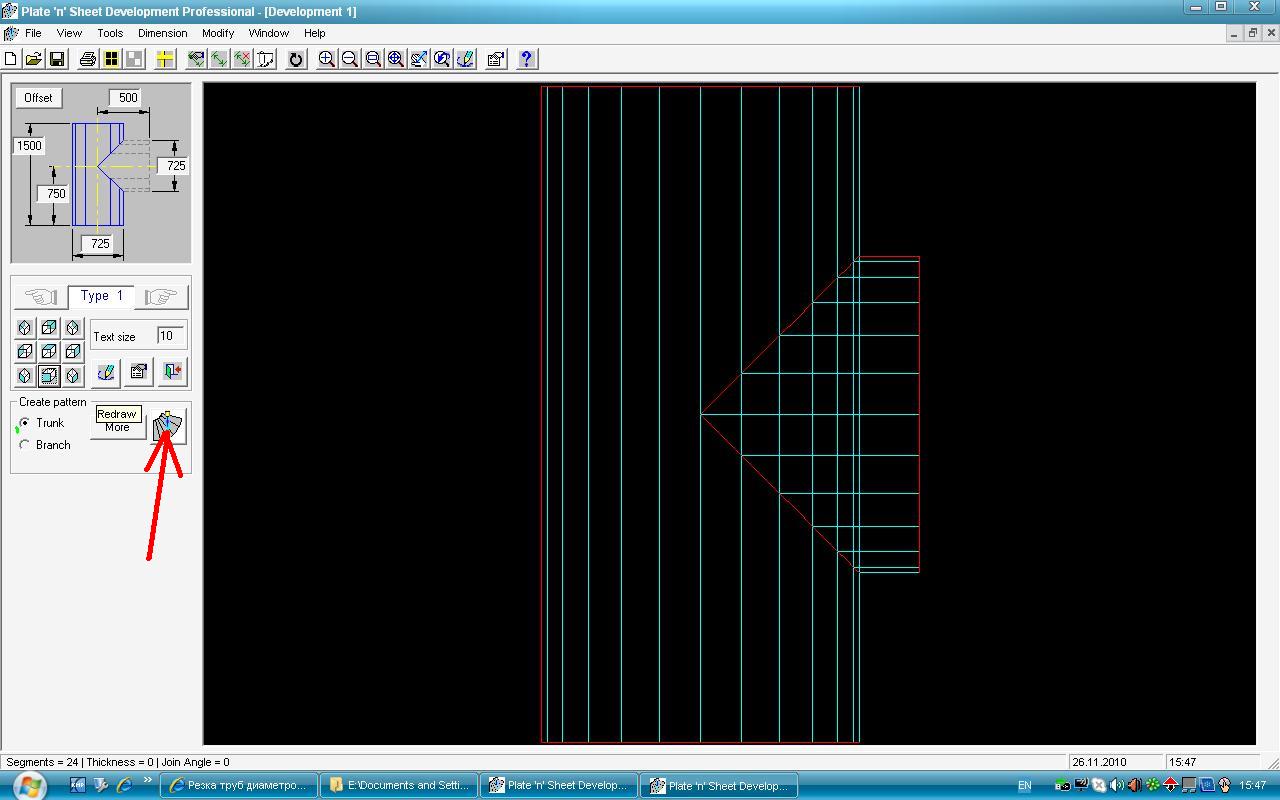
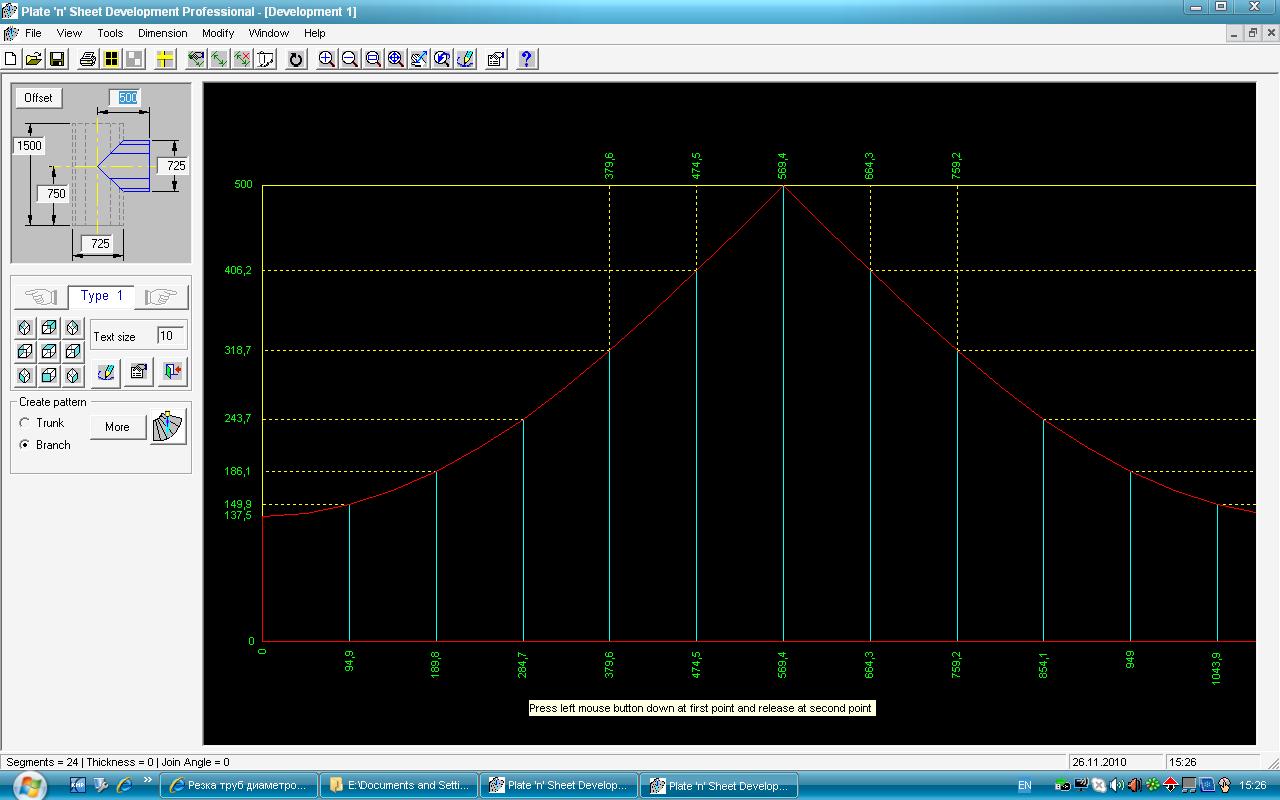
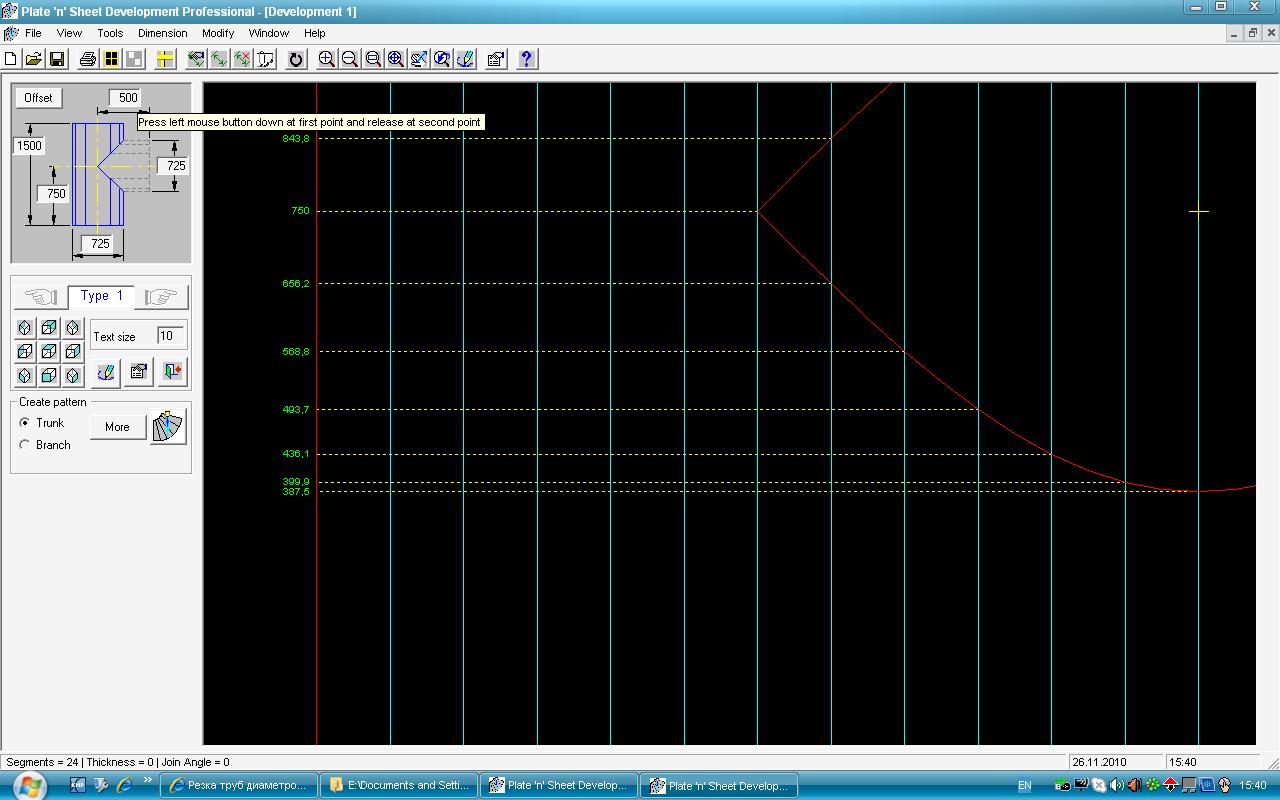
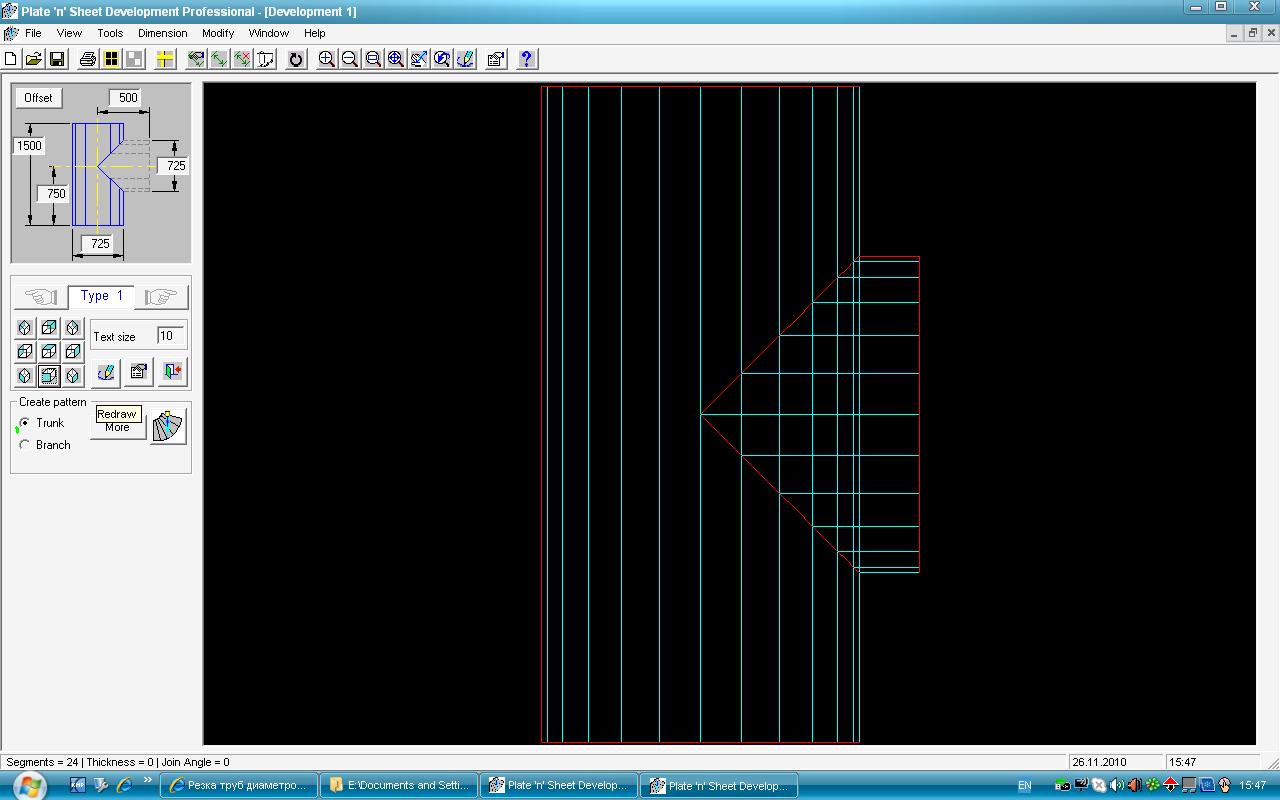
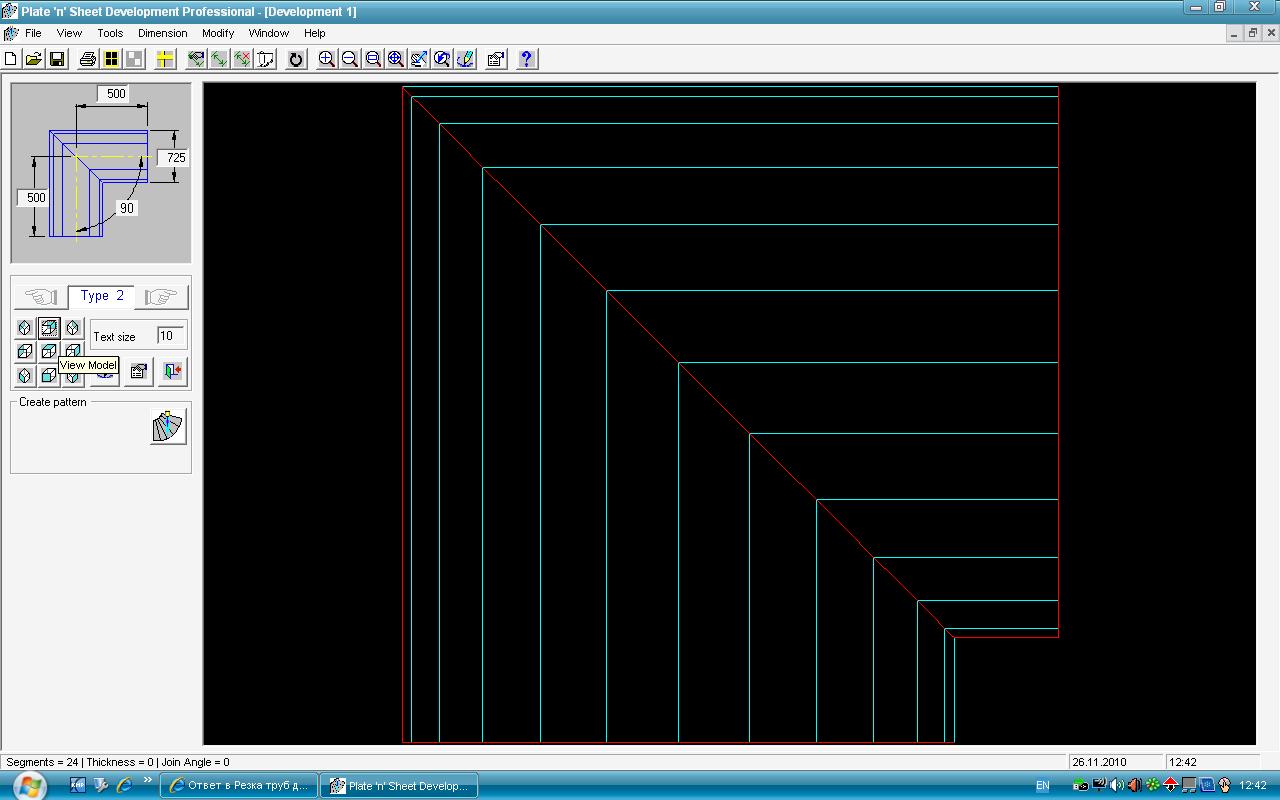
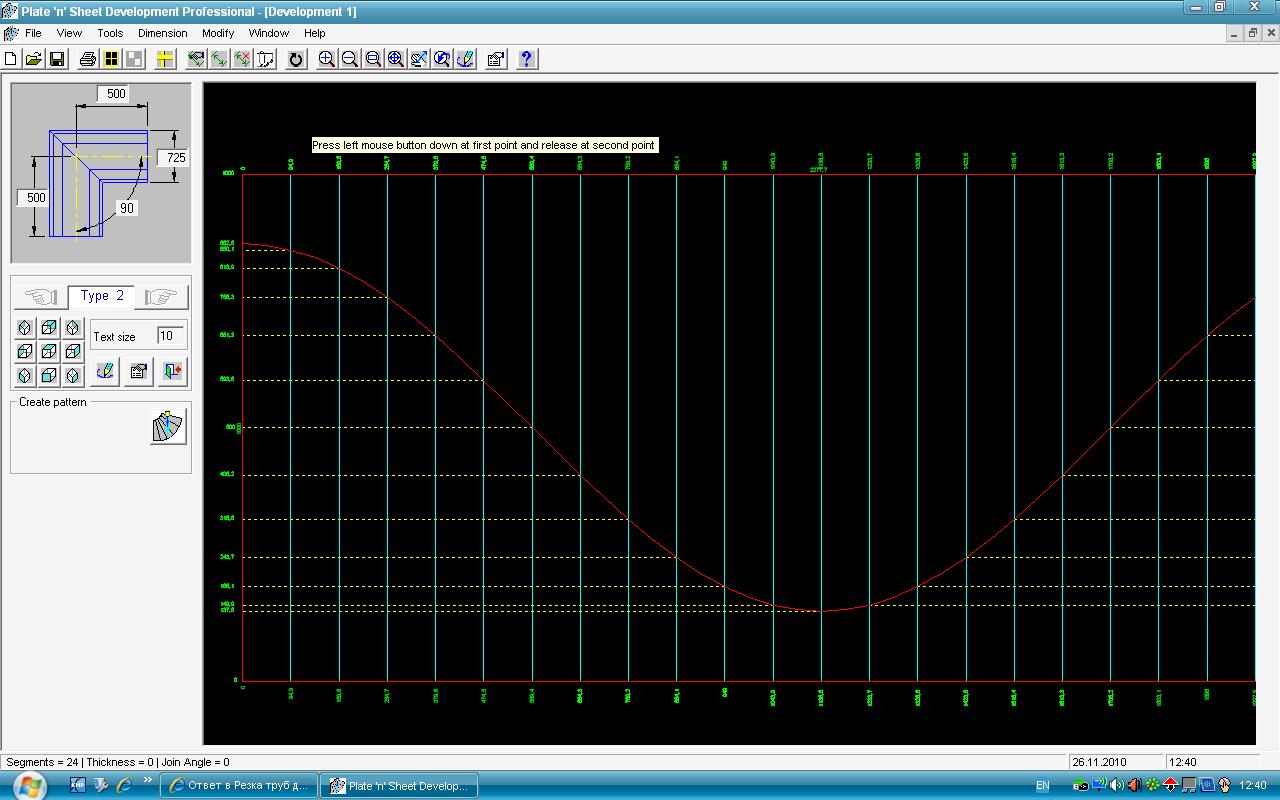
ilia432009, счас сделаю скриншоты с экрана и выложу сдесь, только подождать придется немного Это половина выкройки боковой трубы Это полная выкройка боковой трубы, но размеры (цифры)уже мелкие и плохо видно на рисунке, но предыдущего рисунка тебе хватит чтобы сделать выкройку в реальном масштабе Это развертка трубы в которую тебе нужно врезать боковую трубу, в следующем скриншоте сделаю увеличение, но будет видно только четверть окна. Это только четверть окна для врезки боковой трубы, где центр слева, видны все размеры. На всякий случай, левой клавишей по рисунку и он(рисунок) растянется на весь экран Ну и последний рисунок-труба в сборе

-
alek956. Да без проблем, я не жадный , уже отправил.
-
Тоесть нужно в трубу 725 мм сделать врезку тоже диаметром 725?
-
Отправил, удачи! Давай размеры отверстия, счас поиграюсь с прогой и дам развертку.
-
Брима стоит 56000 на ток 315А....
-
Если на будущее понадобится эта программа могу выслать на почту. Программа портативная, работает без установки на комп. Если есть принтер можно распечатать выкройку на бумаге и потом обвернув вокруг трубы мелом разметку сделать. Из недостатков только отсутствие русского языка
-
Что, не работает?
-
ilia432009, что ты умееш в виду когда пишеш "схема резки"? Если тебе нужно разметить трубу для резки тогда воспользуйся этими чертежами. Пришлось игратся с увеличением что бы видно было все размеры, но думаю разберешся.
-
Axis, сравнивать все многообразие сварочных аппаратов безсмысленное занятие, поэтому и не найдете ничего. Я бы Вам посоветовал пойти по другому пути. Ищите серьезного продавца. Серьезность я представляю в следующем: наличие реального магазина, возможность попробовать аппарат в действии перед покупкой, сроки гарантийного ремонта, "толковость"продавца-консультанта. Помнится Spec рекомендовал магазин "Мидасот" в Туле http://websvarka.ru/talk/index.php?showtopic=258&st=0&p=1299&hl=мидасот&fromsearch=1entry1299 (пост№6), я с ними по мылу связывался(самые приятные впечатления остались), жалко с покупкой не получилось-я с Украины(таможня..) Исходя из ваших потребностей могу посоветовать Бриму-китаец, под присмотром немцев (я хотел себе 315ac\dc) у Alex956 есть такой http://websvarka.ru/talk/index.php?showtopic=447 , можно купить Бриму и дешевле, но мощьность ниже будет-если планируете в будущем головки и блоки варить то только 315А.
-
"А че, в Европе например коровы под классическую музыку молока больше дают,"-экспериментальные бредни были, дальше дело не пошло. У меня здесь есть много знакомых которые на вакариях(коровниках) работают, расказывали, приезжали "специалисты" по музыке для коров... удои падали! Тишина и покой для коровы важнее. Так что чепуха это, и с Алексом согласен-в тишине дугу нужно слушать.
-
А я нет... Красиво, не спорю. Но эта красота пока все новое и цех не работает-трубы на фото это не продукция на потоке-экспонаты для фотосесии. Обратите внимание -людей на фото практически нет. Хотелось бы увидеть этот цех после года работы.
-
Как на мой взгляд, хозяин или грамотный, или кто то проконсультировал грамотно. Нержавейку на шиномонтаже не применяют-экономически не выгодно. То есть литейная черная деталь. АДС-быстрый нагрев + быстрое остывание = возможное охрупчивание и трещины. РД по нерже оптимальнее-зона прогрева больше, никель из электрода даст пластичность шва + меньшее выгорание лигатуры(при АДС локальный нагрев выше и выгорание никеля тоже выше). Может что из доводов и упустил, но примерно так думаю
-
skalik, Вы невнимательно читали первый пост. "Есть лист нержавейки толщиной 0.5 мм который свёрнут в цилиндр, необходимо сварить в стык." "Швы выполняются на спецмашине, в среде аргона" Так что в данном случае электроды здесь не помогут, к стати, при такой толщине отбортовка тоже не решит проблему.
-
Не назову. Просто не хочу "глазами завидющими, руками загребущими" считать чужую работу, здоровье и зарплату. Мало платят, не по работе. Во времена СССР фонд зарплаты составлял 11% от прибыли предприятия. Я считал что это мало и как и многие думал что после развала союза станет лучше...Не стало. Жаль.
-
АВН, сильнейшее предприятие. А фото свои сможете показать? Если можно конечно. Где работаеш я конечно догадывался(толщины и типы сталей), но конкретное предприятие вызывает уважение в первую очередь к тебе. Был бы плохим сварщиком -5 лет там бы не проработал.
-
Anton, учитывая место твоей работы, со снимками давай поакуратней. А вообще, такое место работы вызывает белую зависть. Будет расти мастерство вырастет и з/п. Удачи и в первом и втором!
-
..и имеет свою сервисную мастерскую где проводит гарантийный и послегарантийный ремонт
-
Шигаев Т.Г. Сварка модулированным током / Итоги науки и техники. Сварка. Т 17. - М.: ВИНИТИ, 1985. – С. 91-133. Процесс сварки модулированным током (СМТ) предполагает периодическое, заранее запрограммированное изменение энергетических параметров системы источник питания - сварочная дуга между высоким (импульс) и низким (пауза) уровнями, В течение импульса тока расплавляется основная часть электродного и свариваемого металла, в в последующий период паузы происходит кристаллизация большей части сварочной ванны. Впервые СМТ была предложена в Советском Союзе в 1953 г. М.П. Зайцевым, В данном обзоре систематизированы данные в основном за 1978 - 1984 гг., но поскольку он публикуется впервые, в нем будут освещены и более ранние, наиболее интересные работы, даны основные термины и определения процесса-СМТ. Взято здесь: http://www.svarka-lib.com/node/208/ Сварочные установки С модулированным сварочным током не только разработаны, они выпускались и применялись в СССР. И янки здесь ничего нового не придумали. Другое дело что с совершенствованием силовой электроники уменьшились массогабаритные размеры, облегчилась настройка и выполнение самой сварки. Но согласитесь, это не разработка принципов и практическое применение, это усовершенствование уже давно придуманного и приписывать себе авторство просто не порядочно. Впрочем что от них ожидать? Кроме воровства идей и мозгов.
-
Попробуй "на всякий пожарный" копию вердикта заиметь. Врядли потребуется, но...
-
В принципе можно(если нужно) сделать "ход конем" -смонтируй еще одно гнездо (как для "массы") и соедини его с разьемом шланга. Тогда для ТИГ- старое гнездо массы это для подключения горелки, а новое гнездо "масса". И нужно добавить тумблер(две группы контактов) паралельно контактам горелки внутри аппарата для включения трансформатора сварки(группа на замыкание) и другая группа контактов на размыкание в цепь питания двигателя подачи проволоки.