Шурпет
-
Постов
4 496 -
Зарегистрирован
-
Посещение
-
Победитель дней
38
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Шурпет
-
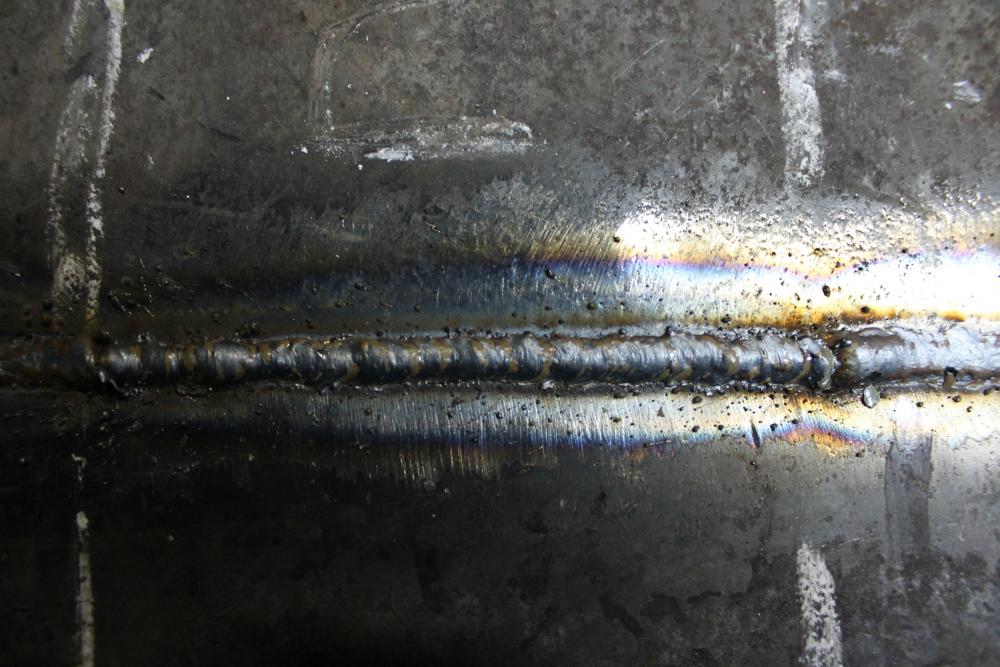
 @morgmail. Да, Геннадий. Это - само собой, в процессе "познания" :-) @Константин Краев, меняется, и очень значительно. Не могу сформулировать точный ответ, но вот описание функции регулировки индуктивности от разработчика - "жёсткость дуги" - как нельзя лучше подходит! Все - таки не хочу менять настройки непосредственно в процессе горения дуги. Не знаю, как начинка аппарата отнесётся к таким манипуляциям, а то попросил бы кого-нибудь менять значение какого-либо параметра, наблюдая непосредственно за изменениями. Но даже тактильно - очень хорошо чувствуется разница в поведении металла при изменении индуктивности.. Я бы даже предположил, что положение "максимум" можно оставлять по умолчанию, так больше нравится. Хотя - дальше видно будет. Ещё один "пробник". Тавровое соединение, вертикал. Мне, как РДС-нику было очень непривычно начинать сварку такого стыка методом "сверху вниз". Буквально в подкорке сидит установка : Вертикал? Только - снизу вверх!))) Поэтому, даже поднимал маску, с изумлением рассматривая получившееся соединение. Вертикал, "в угол". Настройки , фото 1 - "на подъём", фото 2 - "на спуск"...
@morgmail. Да, Геннадий. Это - само собой, в процессе "познания" :-) @Константин Краев, меняется, и очень значительно. Не могу сформулировать точный ответ, но вот описание функции регулировки индуктивности от разработчика - "жёсткость дуги" - как нельзя лучше подходит! Все - таки не хочу менять настройки непосредственно в процессе горения дуги. Не знаю, как начинка аппарата отнесётся к таким манипуляциям, а то попросил бы кого-нибудь менять значение какого-либо параметра, наблюдая непосредственно за изменениями. Но даже тактильно - очень хорошо чувствуется разница в поведении металла при изменении индуктивности.. Я бы даже предположил, что положение "максимум" можно оставлять по умолчанию, так больше нравится. Хотя - дальше видно будет. Ещё один "пробник". Тавровое соединение, вертикал. Мне, как РДС-нику было очень непривычно начинать сварку такого стыка методом "сверху вниз". Буквально в подкорке сидит установка : Вертикал? Только - снизу вверх!))) Поэтому, даже поднимал маску, с изумлением рассматривая получившееся соединение. Вертикал, "в угол". Настройки , фото 1 - "на подъём", фото 2 - "на спуск"...
- 214 ответа
-
- 9
-

-
- полуавтомат
- MAG
- (и ещё 1 )
-
Вот и наступили мои "15 минут славы позора"! Выпало "окно" в работе, начинаю постепенно. Для первых шагов - выбрал обычное листовое железо, s = 4 мм. Прошёлся лепестковым диском по краям заготовок. Первый вопрос. А с каких настроек, собственно, начинать?!? Да очень просто - поставь все три регулятора в среднее положение, и вперёд!) Нижнее положение, сварка "углом вперёд", справа налево. Проволока - СВ08Г2С, 0.8 мм. (далее - по умолчанию эта марка и диаметр, защитный газ - углекислота. Изменения настроек. Участок #1 - регулятор индуктивности в положении "12 часов", участок #2 - "минимум" , участок #3 - "максимум".
- 214 ответа
-
- 8
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
У меня - всё наоборот. ТК (не буду говорить название) порвала мой шаблон))) Хотя я сравнивал только с ПР. Чуть меньше 5-ти суток - на всё, про всё))) Да, знаю, что расстояния между нашими городами и Санкт - Петербургом - несколько разнятся...
-
@ANGELJT, нет, не сложно. Помучить? Это Вы ОЧЕНЬ по адресу обратились!) Сейчас пока вырабатываю просто базовые навыки, с нуля. То есть заранее приготовленные тест - пластины пока приберегаю. А желаемых деталей / узлов на сварку пока нет(. Но ничего, у нас рабочий процесс подчиняется правилу "то - пусто, то - густо", поэтому возможность для испытаний будет. А не будет - найду! При первых, пробных, прогонах вывел для себя некий усреднённый алгоритм : ловить настройки лучше либо : изменяя св. ток(подачу), либо играясь с напряжением+индуктивностью. Обязательно будут снимки к комментариями по настройкам - режимам, но - чуть позже. Основные задачи по рабочему процессу (ММА по смотровым ямам, РАДС и газопламенные работы - никто не отменял )
- 214 ответа
-
- 1
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
@Менгон, хорошо. Так и запишем : По возможности - доукомплектовать до 0,6-ой проволоки.
-
@Менгон, а подробнее? Ролик докупить - не проблема.(Или проблема?) Что изменит разница в диаметре сварочной проволоки, всего-то - 0,2 мм.?
-
@дмитров, выбросить - никогда не поздно. :-) Но за совет - спасибо, и Вы напомнили кое о чём. В стартовой теме, Миротворец предложил вариант интерактивного развития темы (тем), подкупающий своей простотой. Если у кого - либо из пользователей возникли / станут возникать вопросы, пожелания, конкретные задачи по тестированию - милости прошу, даже - настаиваю, озвучивать их либо в открытой теме, а если так будет удобнее - в л/с. По мере сил, возможностей и навыков (имеющихся и приобретаемых) постараюсь ответить / проиллюстрировать.
- 214 ответа
-
- 4
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
Само собой разумеется, пока было время, были приобретены все необходимые расходные материалы и прочее. А именно : сварочная проволока марки "Deka" - 08Г2С, 0,8 мм; углекислотный редуктор, подогреватель, антипригарный спрей, пара сопел, токосъёмные наконечники. Всё - под штатную 15-ю горелку. СО2, слава Богу на предприятии имеется. Но я уже предупредил отдел снабжения, чтобы теперь подкорректировали заявки на технические газы в бОльшую сторону) Напряжение сети? - 217 вольт! Защитный газ? - Подключен! Предварительные операции по подготовке п/а к работе? - Выполнены! 3., 2., 1... Поехали!!! Продолжение следует...
- 214 ответа
-
- 15
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
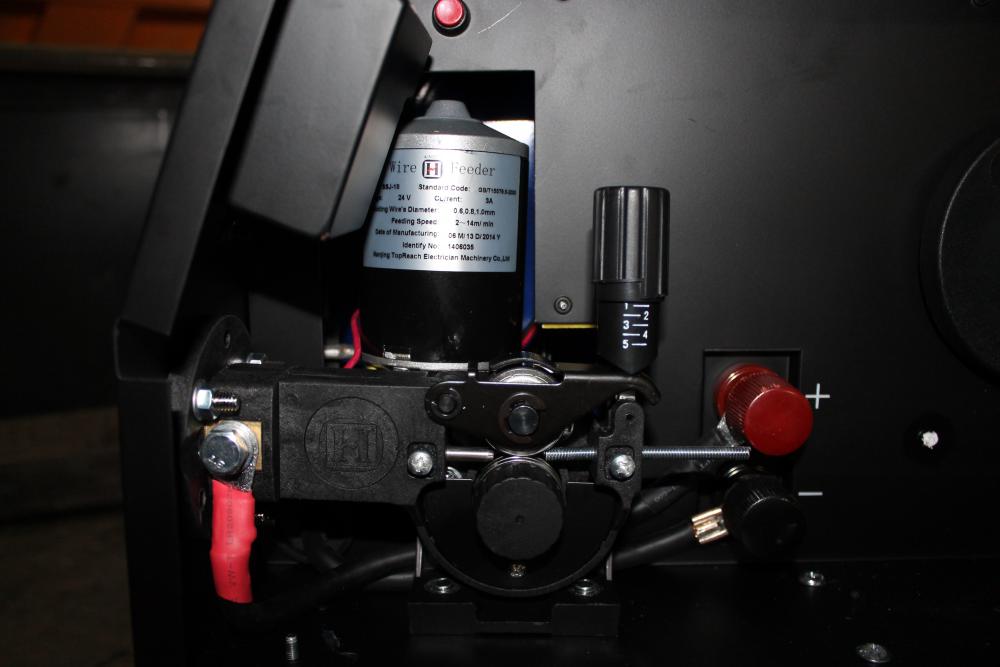
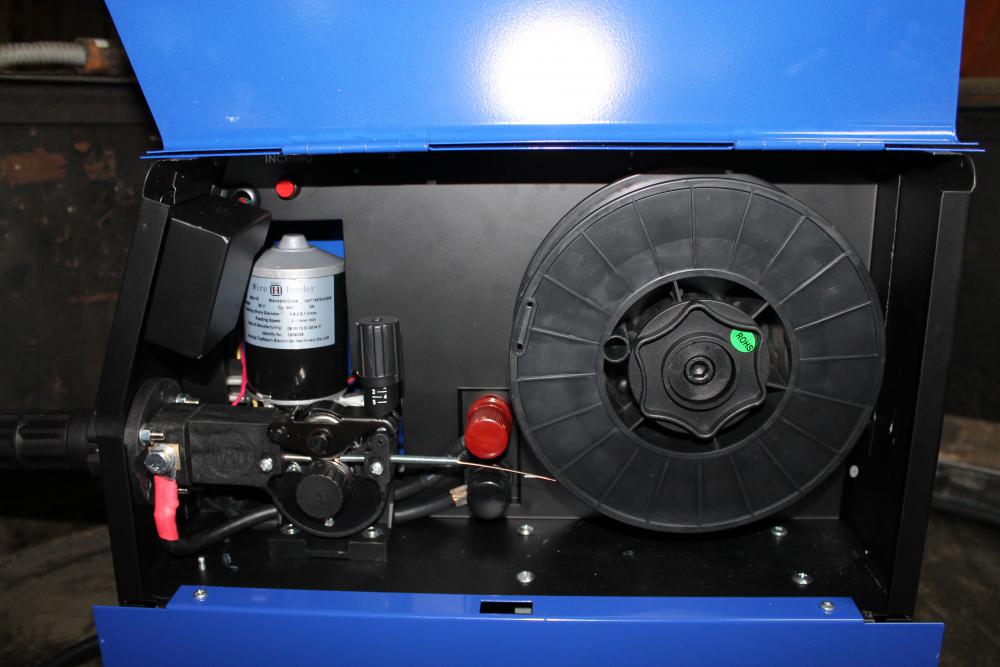
Продолжаем. Доставая аппарат из коробки, не ощутил, что таскать - перемещать его будет - прям-таки обременительно. Да, вес есть, но не сказать, что "неподъёмный". Хотя после установки бобины с проволокой - этот параметр я для себя немного подкорректировал. В процессе знакомства выяснил, что к гнезду подключения подогревателя газа вполне подходит самая обычная электроустановочная вилка. Не откладывая "на потом", подключил подогреватель. Открыв отсек для проволоки, нашёл в нём : руководство пользователя, два пакетика с силикагелем и какую - то карточку с надписью "PASS" и печатью, как понимаю - отметку ОТК производителя. Далее на снимках - механизм протяга проволоки, электродвигатель оного, прижимной ролик, поставляемый в комплекте, для проволоки 0,8 - 1 мм., и вид отсека с уже заряженной катушкой. Контакты для смены полярности затянуты туго, отвернуть пока не смог, но это - чуть позже, в процессе тестов работы с самозащитной проволокой.
- 214 ответа
-
- 15
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
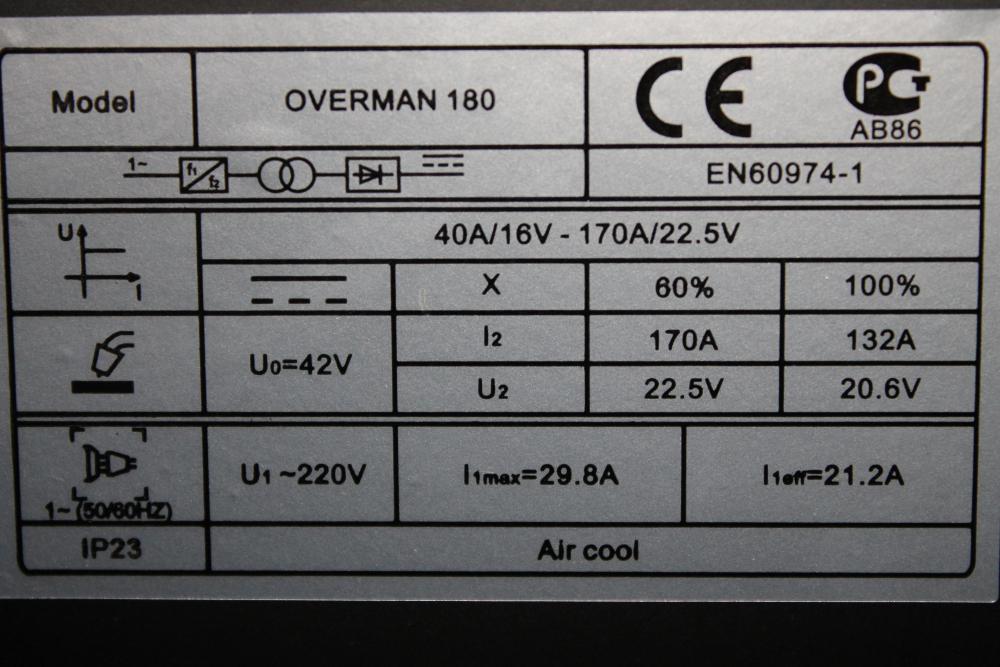
AuroraPRO OVERMAN 180: инверторный сварочный полуавтомат
Шурпет опубликовал тема в Aurora и AuroraPRO
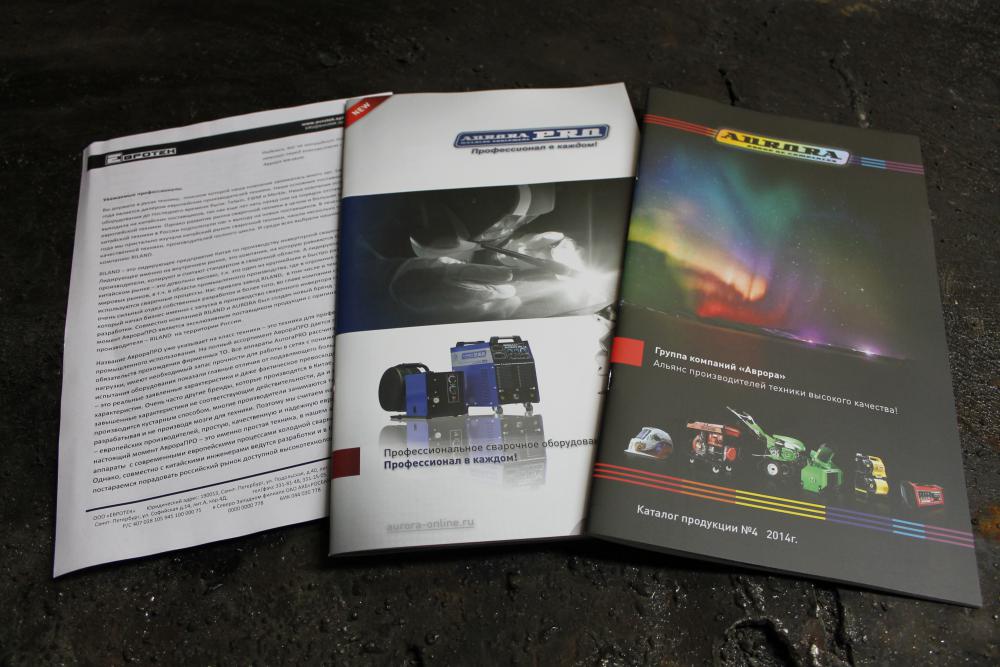
Инверторный сварочный полуавтомат AuroraPRO OVERMAN 180 Всем добра. Так, ну что? Приступим, пожалуй? Сначала будет - эпистолярный жанр, так сказать, далее - иллюстрации если никто не против, хорошо? Постараюсь соблюсти соотношение "фото -> комментарий к нему". Сразу оговорюсь, что раз выпала возможность, посылку из ТК я забрал сразу на рабочее место. Поэтому интерьер - не очень "выставочный", как говорится -"из огня - да в полымя".) Зато условия для испытаний - самые, что ни на есть - производственные! Упаковка - весьма добротная, со всех сторон - пенопластовые прокладки + коробка обтянута п/э плёнкой. Вскрываем. Сразу же находим рекламную продукцию и сопроводительное письмо, с пожеланиями от поставщика. Далее - "навесное" - горелка, кабель "массы" с зажимом на 300 А и 3-метровый газовый шланг. Кстати, про наличие шланга в описании комплекта поставки сказано не было - такой небольшой, но нужный бонус). Вместе с горелкой находим 3 запасных токосъёмных наконечника и универсальный ключ, в просторечии - "семейник". Ещё есть два обжимных хомута для крепления газового шланга на штуцерах аппарата и редуктора. (Забыл сказать. Теперь я понял, что имел в виду один из пользователей, когда спрашивал про "болтающееся сопло на пружине" . В данной горелке - все нормально, ничего не болтается, и уж тем более - не раздражает. Пока - не раздражает :P) Прищепка - вполне обычная, в меру тугая. Шунтирующая перемычка между щёчками - медная, а вот сами щёчки - железные с покрытием "под медь". Проверил - магнитятся, даже не поленился царапнуть одну из накладок отрезным диском - да, блестит белым :-) Помимо шунта, из цветного металла в зажиме, судя по всему - только шпилька, которая крепит наконечник кабеля. Сечение кабеля - 25 кв. мм., общая длина - 290 см. Байонет - тоже стандартный, СКР 35-50. В гнездо аппарата устанавливается туго, но без излишних усилий.
- 214 ответа
-
- 18
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
Снова "паззл"))) Крышка эл. двигателя от гидронасоса. И снова - кипение и матюги на самого себя, что никак не куплю присадку 4047, приходится 4043 изгаляться...
- 389 ответов
-
- 17
-
-
@Менгон, надо бы в название добавить "Ni" и "sebe")))
-
Опять эти часовые пояса))) Хорошо, осталось - 22 минуты))) А, забыл сказать. Мы ж смотрим на уведомления от форума!)
-
@selco. И, скорее всего, такая "СуперЗмея" "залочена" только под бренд "Кемппи"? http://www.tiberis.ru/products/kemppi-supersnake-gt02s-gt02sw Это много или нормально? Или - как посмотреть?
-
Алексей, с Днём рождения Вас!
-
@svarnoi69, да сам уже понял, что ересь спросил...
-
@bader, я понимаю, вопрос из серии - "туши свет", но все же. А не существует ли светофильтров для объективов (Кэнон, в частности) с затемнением, сопоставимым со сварочным светофильтром? Или просто вытащить фильтр из Спидгласа и не усложнять?
-
А ещё : начинайте каждое новое предложение с заглавной буквы, не забывайте про знаки препинания. И очень приветствуется обращение к собеседнику на "Вы", но это - личное дело каждого.
-
Нет, вы доиграетесь...
-
@Sector, в фотографиях с выставки сварочного оборудования в первую очередь ждешь снимков оборудования, сварных стыков, оснастки и всего сопутствующего. А снимки девиц немного(!) отвлекают от специфики. Кстати! Они даже не "топ лесс", а костюмах - "обманках"! И тут - эрзац выставили, вместо оригинала...
-
Между делом. Крышка коленвала ВАЗ.
-
МИХА75, с днём рождения Вас!!!
-
@ARGONIUS, во сколько проходов трубные стыки варите?