Шурпет
-
Постов
4 496 -
Зарегистрирован
-
Посещение
-
Победитель дней
38
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Шурпет
-
http://www.youtube.com/watch?v=zkfqhd-D7Lc
-
@Симфер, как зовут сей девайс? Симпатичная штучка...
-
 Коллеги, спасибо ВСЕМ!!!
Коллеги, спасибо ВСЕМ!!! -
@ugaida, оба варианта имеют право на существование))) Готовую смесь купить - просто быстрее будет.
-
@ugaida, я уже обзваниваю фирмы - поставщики тех. газов)))
-
@ANGELJT, так, что минимизировать разбрызгивание можно правильно подобранными настройками, а не только заменой СО2 на газовую смесь.
- 214 ответа
-
- 1
-

-
- полуавтомат
- MAG
- (и ещё 1 )
-
@Piratwar,

-
... И опыт, сын ошибок трудных... (С) Нда... А ведь соотношение "подача - напряжение" - тоже отстраивать надо. Оказывается...
- 214 ответа
-
- 6
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
@Георгий 11, поздно, батенька! Вас упомянули - "до кучи" пойдёте!
-
@ugaida,@Георгий 11. К медику - оба!!!
-
@svarnoi69, жаль, "спасибку" можно только одну поставить))))
-
@ANGELJT, разве это критика? Так, вежливая беседа. А вот по расходу газа - пытаюсь найти оптимальное значение, выставляя расход по стрелочному манометру. "Тухлый довод", но на мониторе и в реальности швы почему-то выглядят совсем иначе))) Вроде смотришь - что-то похожее, на компьютере развернул - тихий ужас! Может, резкость сбивать намеренно?!?
- 214 ответа
-
- 3
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
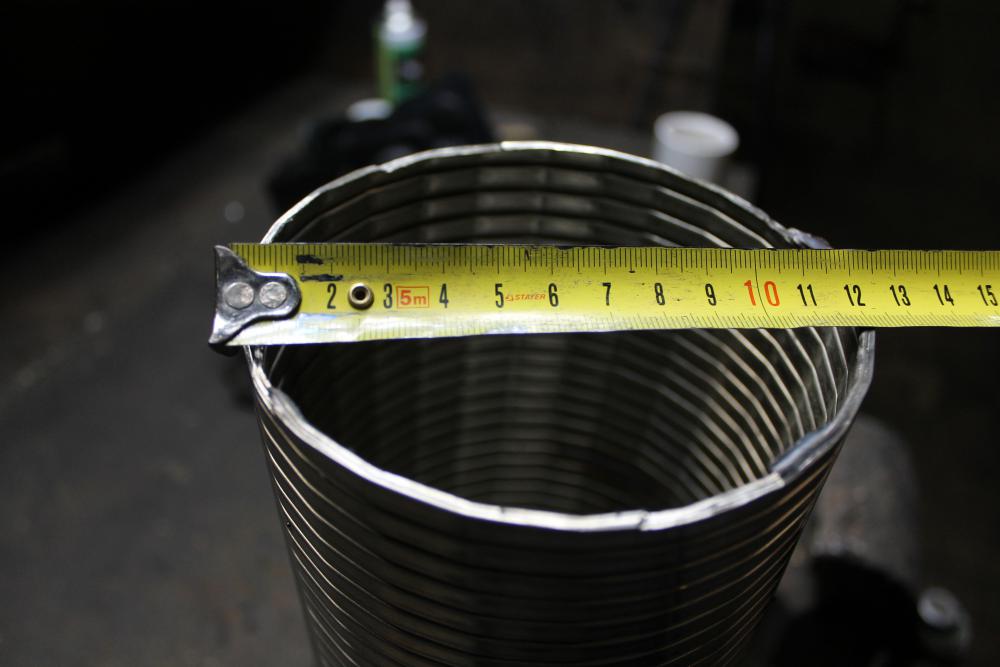
А вот подоспел очередной "подопытный", витой металлорукав - гофра из нержавеющей стали. На нём остановлюсь чуть подробнее. Сколько было споров, криков, скандалов, чуть не переходящих в банальный мордобой на предмет "а я такое варю газом / электродом, и ничё, держится ведь!!!"))) Как правило препираюсь я на эту тему либо с руководством, либо с коллегами - сварными из нашего предприятия и из соседних АТП. Очень тонкие стенки рукава, вдобавок ещё он трехслойный, общая толщина стенки - 1,5 мм., может, чуть больше. Если есть время, само собой - не спеша подготовить, а главное - зачистить, и - TIG DC на мин. токах - нам в помощь. Но. Везде эти "но", будь они неладны! Если единица подвижного состава буквально влетает с линии, и временное "окно" для ремонта данного узла крайне ограниченно - тут уж приходится наступать на горло своей песне, как говорится. Да, нержавейку "ржавейкой" варить - это не есть правильно, однако я не мог не попробовать. Чуть меньше значения св. тока, сварка "в отрыв" ( как не старался - "напроход" пока не получилось) - и проварить вкруговую смог. Промежуточный итог : в данном контексте п/а сварка - вообще, и Оверман-180 - в частности, явно опережает ММА и ТИГ. По времени - уж точно. Увлёкшись "шаманским танцами" возле сварочного стола, не сразу и заметил, что ТО-шники оставили на нём реактивную штангу от VDL-а, на которой они перепрессовали сайлентблок. Новые стопорные кольца - это из области мечтаний, да посадочные пазы для них - бугога :-) И опять же, не понадобилось лезть за ММА, настройки - на "12 часов", прихватки, и через несколько минут я уже услышал грохот пневмогайковёрта - о, ставят штангу уже!!! Зер гут!)))
- 214 ответа
-
- 9
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
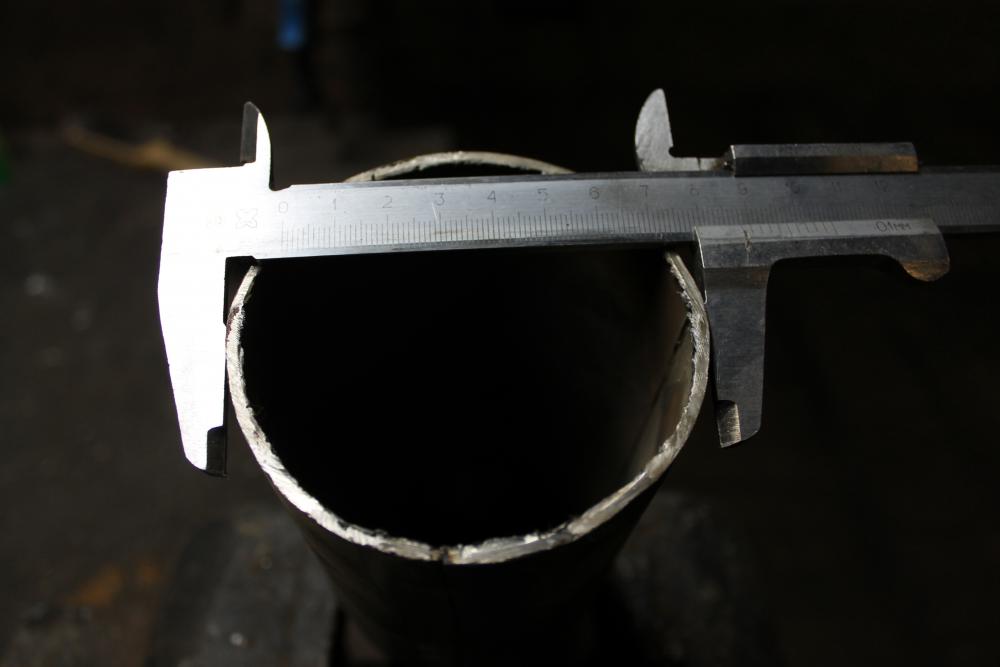
Продолжаем поиски истины, которая, как известно "где - то там" :-) Пришло время для притчи во языцех для сварщика в любом АТП - элементов выхлопных систем. А уж такому как мне, который с газосваркой - на "Вы" ( именно - сваркой, режу и паяю с превеликим удовольствием) - так и подавно. Сразу оговорюсь, что оба образца - новые. То есть те же элементы, но уже побывавшие в эксплуатации - сами знаете, в каком состоянии - закопчённые, прогоревшие и практически разваливающиеся в руках. Такие вообще-то менять рекомендуется, но это уже вопрос из другой области. Давно в заначке был обрезок выхлопного колена от ДВС КамАЗ. Что-то мы реконструировали, пожертвовали одним новым узлом (отпилили оба фланцевых окончания), а вот середина - осталась. Ну, не вечно же ей валяться без дела? Вот я и распустил её вдоль, немного "придал блеск" на разрезе, поигрался - таки с настройками - результат на снимке.
- 214 ответа
-
- 4
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
Шоб я так жил... Смотрите здесь http://websvarka.ru/talk/index.php?showtopic=4192&hl=%2Bимпульсный+%2Bрежим#entry92802. И по импульсному режиму сказано немало. Читайте внимательно раздел "Аргонодуговая сварка".
-
@круазик теперь будем надеяться, что @Sergey8025 прочтет эту ветку)))
-
URUZ, мои поздравления!
-
@Sergey8025, если Вы покупали сварочник непосредственно под определенную работу, то АС/DC - сундук - не совсем то, что нужно для сварки м/к из нерж. стали. Я говорю о том, что тяжеловато будет его таскать туда-сюда, а уж это делать придется :-) TIG DC - аппарат с пульсом / без пульса и HF/Lift - поджигом дуги - для таких задач подходит лучше.
-
@ANGELJT, это - не образцы, а так, первые шаги на ниве п/а - метода:-) В дальнейшем - количество материала в теме будет только увеличиваться. Само собой, будут и новые тесты, на предмет обратного формирования, проплавления и так далее.
- 214 ответа
-
- 5
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
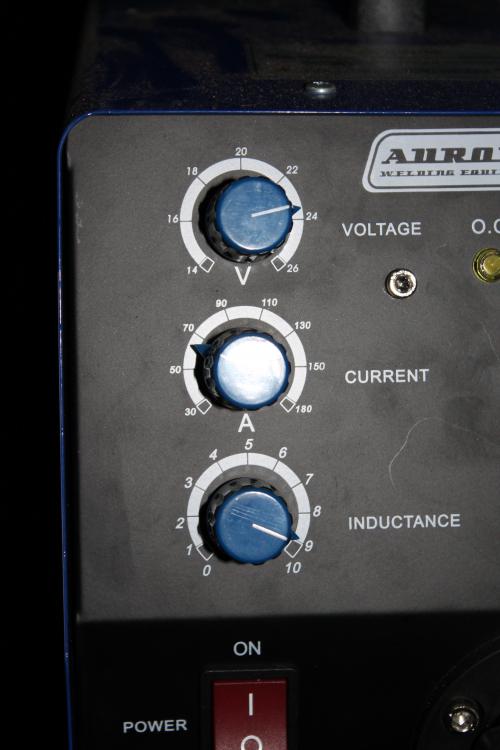
@ANGELJT,если Вас интересуют "потроха" именно 180-го Овермана - со временем я обязательно аккуратно вскрою кожух предоставленного аппарата для фото (видео) съёмки начинки девайса.
-
@ilyaognev, просто не надо создавать дубли тем. По расценкам, например, на форуме их - минимум 3.
-
@Константин Краев, ок! Тогда это лучше фиксировать на видео, нагляднее будет. Чуть - чуть попозже.
- 214 ответа
-
- 1
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
@Константин Краев, хорошо. Я Вас понял. Только я всё же уточню ещё у " технарей ", с Вашего позволения? :-)
-
Что?????