

welderman
-
Постов
3 665 -
Зарегистрирован
-
Посещение
-
Победитель дней
93
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные welderman
-
-
1 час назад, Сан Толич сказал:
для сложных задач разового характера есть профессиональные сварные,
Это если Вам повезёт их найти. Мне вот по роду службы приходится регулярно с подобным контингентом общаться-грамотных спецов среди профессиональных сварных-очень мало... крайне мало.( нужное подчеркнуть).. почти не встречаются, особенно в МИГ/МАГ
-
1 час назад, Сан Толич сказал:
совершенно рутинный для них элемент.
Элемент рутинный-но весьма важный, так как уход вылета/выпуска с оптимальных значений будет приводить к негативным явлениям, например , повышенному разбрызгиванию ...и еще ряду вещей-
И если разговор идёт за автоматизированную сварку, курить умные книжки придётся однозначно.
-
34 минуты назад, Струня сказал:
на тренировки по мат. части и изучение теории. Ибо без общей теории будет натыкаться на частности то здесь, то там. Только тренировки тела и разума дадут результат. А вопросы задавать по каждому случаю- так и устать можно...
Золотые слова+100500 в карму...

-
7 минут назад, Струня сказал:
Наконечники также могут различаться по материалу.
Так и проволока тоже, где-то и на увеличенном/уменьшенном вылете/выпуске надо работать. А товарищ хочет ПРАВИЛЬНЫЙ ОТВЕТ!,здесь и сейчас, верный во всех случаях и навсегда.
По крайней мере. я так это понял.
-
2 часа назад, Сан Толич сказал:
Есть ли смысл крутить туда-сюда наконечники "длинный" и "короткий", или просто сидеть на "коротком" и не морочить себе голову?
Это Вам решать. Вам дали исчерпывающую техническую информацию, а как её интерпретировать- верить ли ей вообще-тут только от Вас зависит.
Есть огромное количество начинающих сварщиков, которые предпочитают всё проверить путём набивания личных шишек на лбу персональными граблями.Это один путь. Второй-воспользоваться опытом уже квалифицированных специалистов.
В тех картинках"выпуск/вылет" уже разжёвано всё до конца. И плюсы/минусы тоже. Что Вы хотите услышать?
-
10 часов назад, Luza сказал:
Аппарат вышел из строя
Присылай к нам в сервис ТопВелд-разберёмся
, с документами всё будет нормально, и оплата по безналу...
-
 1
1
-
-
-
Ну и для гурманов-работы Потапьевского А.Г.
Сварка в защитных газах плавящимся электродом Ч1- Сварка в активных газах. Потапьевский А.Г..pdf
-
 1
1
-
-
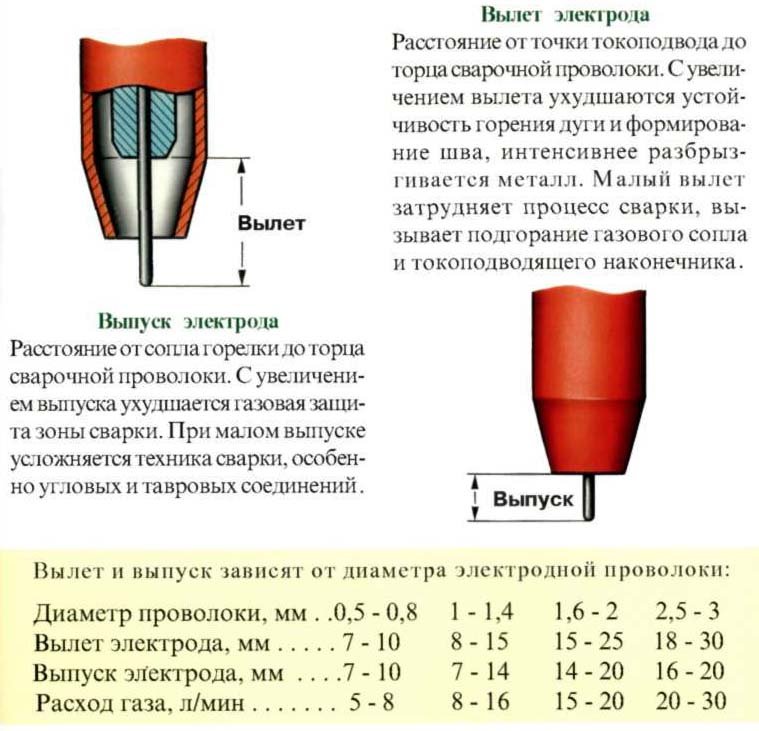
Внесу некоторые пояснения и поправлюсь в терминах-как видно из картинки-выпуск-это часть вылета, поэтому правильно будет говорить о заглублении ТПН относительно среза сопла-то есть для проволоки 0,8мм заглубление будет 0 мм, то есть вровень с соплом. А у товарища было 5мм, что негативно сказывалось на стабильности процесса.
Понятно, что это не аксиома, но работает в подавляющем количестве случаев. Верно для сплошной проволоки.
На само-и газозащитной проволоке параметры будут другие в некоторых случаях.
-
2
-
1
-
-
1 минуту назад, Dmitry1962 сказал:
Ну, это ж...


Это реальность.И не мигранты там у них работают, хотя этих тоже хватает. Особенно меня умилил один пассаж одного сварчега в Уфе-Ваша проволока плохо варит горизонтальные швы. Покажи, говорю.И он на токе ампер под 270 , с хорошей амплитудой поперёк оси шва ведёт-потом глаголет-Видите-течёт вниз!!1,2мм проволока СВ08Г2С,смесь 80/20.
А на вертикалки говорит, пойдёт....

-
1
-
1
-
-
В Барнауле, вообще наблюдал следующую картину-стоит поддон, на нём несколько десятков! разнобрендовых катушек по 15/18кг, слегка начатых.Это типа "плохая "проволока.Процесс происходит так-берут катушку, ставят-варят.Брызжет/плюется.Снимают-берут другую.Крутилки на аппарате- отмечены маркером положения"где варит". Крутилки трогать нельзя.Когда проволока "которая варит" на складе кончается -покупают другую, благо торгующая контора рядом. Вот так бывает.И не заборы варят....
Расход газа( СО2) по 30л\мин, замена каналов и настройка подающего, вылет/выпуск-это нам не надо, у нас сделка. "Хорошая проволока ""варит " и так-у нас всё помечено...
-
21 час назад, Dmitry1962 сказал:
Вводных маловато...
Сеть-нормально, а вот знание матчасти и регламента замены расходников, несмотря на столь впечатляющий стаж-увы, хромает. И сильно.
Всё, как обычно-настройка подающего устройства, замена канала-и всё работает. А вращение ручки индуктивности вкупе с наглядной демонстрацией, что это работает, повергло сварщика в лёгкий когнитивный диссонанс.
Этой ручкой я не пользуюсь, она не работает-сразу было заявлено. А она работает, во как! и заглубление ТПН в горелке мм 5, многовато...
-
Только что, ak3797322 сказал:
Центр подготовки и аттестации сварщиков. Школа В. Тудвасева".
Надеюсь, Вас устроило качество обучения. Потому как письменные работы Тудвасева как-то не впечатлили. Особенно в разделе РДС. Скорее всего, аффтар ваял свой труд не сам. Или редакторы хреновые.
-
Приезжаем в одну организацию-сварщик работает по лёгким металлоконструкциям( каркасы для мебели, профтруба)-снабженец коммментирует-вот нашему сварщику не нравиться ваша проволока , потому что "плюется"( 0,8мм). Машина -однофазный китаец, относительно свежий. Сварщик -зело возрастной, 60 разменял. Сказал , что у него стаж 52года в сварке.Во как! Не хрен собачий....
Разобрались, в общем. Как думаете, коллеги, в чём на этот раз была проблема? -
Главная задача ресурса-профильная информация. Желающим почесать язык и пофлудить на темы за жизнь и прочее-велкам в курилку и трите там хоть до позеленения.В профильных темах-только по делу. С небольшими отклонениями.
Часть постов коллеги Шервуд стала выходить за рамки темы. Коллега hvr63 пытался донести до оппонента что так не стоит делать-но успеха не имел. Поэтому, делегированными мне полномочиями, потенциальный срач был ликвидирован на корню.
Если Вам это не нравится, можете жаловаться в администрацию и владельцам форума.
-
2
-
-
В бытность свою работы на Крайнем Севере на одном из участков организации несколько крупных специалистов низшего звена во главе с ИТР, большими специалистами в области "элементарной математики" и "стехиометрических пропорций" газовых смесей предприняли попытку ремонта емкости из-под ГСМ, закончившуюся тяжелейшим НС и уголовным делом.
Поэтому дискуссию в этой области заканчиваем-а тему я подчищу, по своему разумению.
-
1
-
-
В 05.11.2021 в 06:37, Глобул сказал:
Не помню когда менял канал,
Оснастка и инструмент должны иметь показатели надежности, не менее: средний ресурс подающих роликов, ч 500 средний ресурс сварочной горелки, ч 500 средний ресурс направляющего канала, ч 200 средний ресурс сопла, ч 50 средний ресурс токоподводящего наконечника для сварки стальной сплошной и стальной порошковой проволоками, ч 15 средний ресурс токопроводящего наконечника для сварки алюминиевой проволокой или из его сплавов, ч 8
Выдержка из ГОСТ18130-79
-
1 час назад, sherwood сказал:
Цифры не врут, 20л, 5 * 4 = 20. 1-ну минуты накинул на всякий случай, так как клиент раздул канистру.
Методика hvr63 представляется более верной. У Вас же в канистре не вакуум был....
-
Продано всё.
-
Сделал пару звонков-и через 12 часов машина вместе с кулером уехала в Сыктывкар.

-
1
-
-
Как то неожиданно стал обладателем ЭвоТИГ 350РАСDC-бац -и готово!Да еще и с кулером
 ....С небольшими проблемками-но есть родной сервис-решили проблему в пару часов....
....С небольшими проблемками-но есть родной сервис-решили проблему в пару часов....
Самое интересное-мне он так-то не нужен. Ремонтами я не зарабатываю, но упускать столь выгодное предложение было не с руки...




-
1
-
5
-
-
Тема про электродуговую сварку труб. Всё, что будет не по теме-будет безжалостно сноситься. Хотите поговорить за жизнь-идите в курилку и кнопайте там до умопомрачения, в соответствующих разделах, разумеется.
-
1
-
-
В 22.05.2023 в 08:16, qwerty444 сказал:
Обычно смотрю зеркалом куда тыкать, убираю зеркало, тыкаю, снова смотрю, но это 50/50, потечет/не потечет. А как еще?
А никак! Все технологии сварки трубопроводов подразумевают полный контроль ( визуальный в первом списке)сварщика/оператора над течением процесса. Если визуальный контроль над процессом невозможен-задача усложняется кратно.
Далее в дело идут технологии следующего уровня-обеспечивающие желаемое течение процесса без внешнего вмешательства. Ценник соответствующий.
Чем больше проблем с оперативным контролем процесса- тем дороже технология..
Собственно, для подобных случаев есть соответствующая тема про сварку в сантехнике-https://websvarka.ru/talk/forum/42-svarka-v-santehnike/
-
1
-
-
13 часов назад, Точмаш 23 сказал:
один из трех минимально необходимых
Вот что демонстрирует профессиональный подход к делу.
Скажите, маэстро, а Вы собственник этого бизнеса?




Вопросы новичка по п/а сварке.
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Соблюдайте рекомендации с картинок-в подавляющем большинстве случаев они верны.Для сплошной проволоки, при сварке в защитных газах.