

Rayans
-
Постов
171 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Rayans
-
-
Насколько мне известно -- нет. Это струйный режим, и выйти на него в чистой углекислоте, оставаясь на вменяемых токах не реально.
Значит будем учиться в углекислоте)
@G_Kar,Согласен, знакомая ситуация)
-
допустим на прихватках значительный отвод тепла может послужить причиной того, что эти прихватки будут попросту отваливаться, когда на детали менее теплоемкой, на том же токе всё будет просто прекрасно.
Вы имеете в виду что потеря тепла при большом теплоотводе не даст должного сплавления, т.е. по сути ляпка металла прилепленного без сваривания как такового, к примеру когда две детали в тавр одна из них торцом проваривается а та что по плоскости нет так как теплоотвод большой.
Скорее по зоне термического влияния (ЗТВ).
Пока не дошёл до изучения, но на интуитивном уровне и по опыту эту зону и имел в виду, ломать приходилось не раз.
А в реальности инженер закладывает пятикратный запас прочности, чтобы получить в итоге хоть какой-то.
Да, я об этом и говорю, без перезаклада ни как, любой проектировщик заложит для подстраховки на дуракоустойчивость, всё равно не сделают так как в проекте, а иногда это и невозможно в условиях строительства.
Стоит же в твоём городе вот это здание, и ничо не происходит. А его ваабще никто не считал, и сварен весь его каркас, и фермы в том числе, прямо там где он стоит. То есть на стройке
Я так понимаю Ваша работа? Так много ли надо умеючи и с опытом, фермы это же и самое примитивное, любой опытный сварщик имеет в своём багаже отработанные унифицированные схемы которые были посчитаны когда то и применяются по сей день, а если он ещё знает и пару уравнений то тем более.
вон Смолевичи наши тоже так же стоят, хоть и проект был но делалось на коленке, всё на сварке, ни одного болтового соединения)

-
@BAN, так дело в том что я то и хочу суть накопать, не с проста, не хочу научиться ляпать а сварить и понимать варить, и сварить с требованиями по геометрии, с Ваших слов получается что металл свыше 2мм мы уже должны сваривать с зазором, дабы уменьшит силу тока и тепловложение но улучшить проплавление.
-
Но при сварке часто конструкции имеют достаточною жёсткость, и щадящие условия эксплуатации. Значит тавровые соединения выполняются в таком случае без разделки, и в стыковых наличие обратного валика, или полное сплавление, не обязательны (как бы).
@supoplex, да я подозреваю(и знаю) что многие пренебрегают как зазором так и разделкой и не полным проплавлением, понятие жёсткости конструкции тут тоже не однозначно, как и условия эксплуатации, если взять к примеру те навесы которые мы видим во многих ещё дедовских-отцовских домах, там сварено всё как могли и редко по технологии и стоит по 30 лет уже минимум, а ведь и снега повидали и морозов и жары и т.п., но если брать к примеру любую ферму как пространственную конструкцию она достаточно жёсткая в виду связевой схемы но усилия и напряжения в узлах должны держать швы, ведь такие конструкции считаются уже ответственными, а в реальности сварку ферм делают только половиной тех швов которые предполагаются и всё прекрасно стоит, и это благодаря тому что сама пространственная схема является жёсткой, не смотря на не совсем щадящие условия эксплуатации, сделано просто с перезакладом, скажем так с большим коэффициентом запаса, иначе можно легко приблизиться к граничным условиям и обрушению.
А то тут давеча заказали иностранцы у нас сварку креплений для подвесных балконов, то что к стене дома крепится, и на чертежах написали, что параметр а (высота сварки) 3мм (ширина углового шва 6мм выходит). В конторе сказали, что варить надо как на чертежах написано. Наш проверяющий (типа ОТК из числа сварщиков) сказал, что на всякий пожарный варить швы не ниже 4мм.А какая толщина металла этих креплений? ваш проверяющий видимо так же перезакладывает в целях страховки, хотя вроде как катет то собственно при таком увеличении не так сильно будет влиять на прочность конструкции как то самое сплавление, шов ведь как правило крепче металла и порвёт на границе сплавления а не по шву.
-
@LOCO, Спасибо, буду стремиться, есть у кого поучиться.
-
 1
1
-
-
@SergDemin, для ответственных конструкций вопросов нет, понятно что не вариант и надо всё делать по технологии.
По поводу глубины проплавления, а разве зазор не для этого делается чтобы проплавление было на всю толщину металла с обратным валиком? Если говорить за металлы которые можно ещё без разделки варить, я понимаю так(поправьте если не так), если мы варим металл к примеру 4мм без зазора, что бы достичь проплавления- мы увеличиваем ток, ванна более горячая, металл потечёт, как Вы и сказали, в нижнем возможно нет, а в других сложно, и если мы выставляем зазор, силу тока можно делать меньше и зазор позволяет увеличить площадь сплавления, и ванна не такая горячая, и металл не успевает утекать до кристализации.@Rayans, как вы понимаете слово провар? Это когда мы берем две детали, которые плотно друг к другу прилегают и которые мы пытаемся проварить продавливая стык дугой? Или это те же детали, но на стыке которых мы делаем разделку и эту разделку заполняем в один или несколько проходов?
я понимаю под проваром то, когда мы варим детали, а сзади шва или тела прилегащей детали образовывается валик(шов), если метал до 4 мм то проварить дугой, если больше 4-6мм то зазор-разделка. -
@SergDemin, да, для более толстых толщин понятно, разделка зазор и т.п., для более тонкого же актуален только зазор, но опять же, смотрю мало кто с зазором заморачивается, если металл тонкий провар и так будет, правильно я понимаю? в каких случаях нужен зазор деталей если варить к примеру 3-4мм детали?
-
@Глобул, спасибо! успокоил, мне хоть и не опытному тоже так показалось, только с толку сбивает, вопрос закрыт

-
@LOCO, огонь работа, супер швы, как так научиться если нет 30-ти лет в запасе(
Аргон 92 + 8 углекислоты...
а в чистой СО2 такие гладкие швы не получаются?
-
Может ещё датчики получше, не будут так реагировать на солнце.
730s вроде не страдает этим судя по отзывам,
Может есть кто обладатель такой маски отзовитесь, как она на улице работает?
-
@SergDemin, я не хочу проплавлять глубже, я вообще за меньшее тепловложение
@Глобул, @schkaliki, согласен, качество шва и сплавление это самое главное что нужно понимать сварщику, и если мы видим правильный шов то больше не стоит за что то думать, значит мы хорошо сплавили детали.
Просто я хочу понять, во всём чем я когда либо занимался я хочу знать всё что этого касается, понимать суть для меня важно.
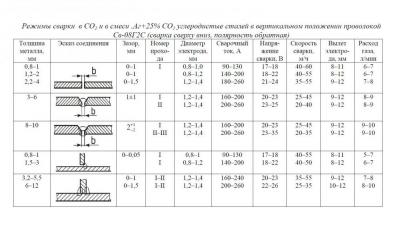
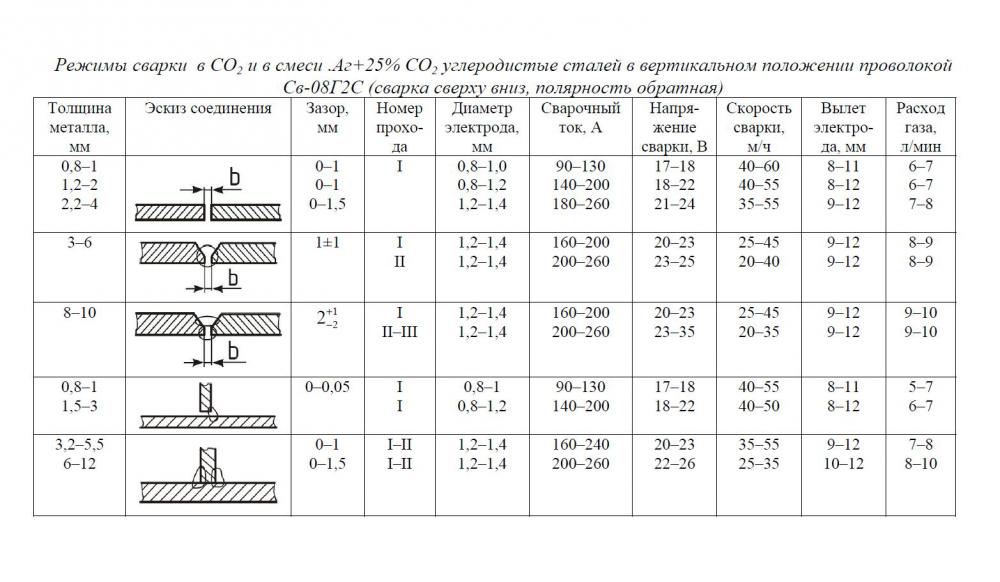
Если я Вам ещё не надоел своей настырностью)) задам вопрос иначе, вот несколько таблиц из документов(таких много, привожу как пример), здесь на толщину металла в зависимости от положения и т.п. указана рекомендуемая толщина проволоки и сила тока, что здесь выступает условием? не глубина ли провара?
И ещё, во многих роликах и разговорах вижу и слышу что если к примеру детали свариваются с проваром стенки это хорошо, если провара нет-плохо, понятно что это условие больше для тонкостенных деталей.
Спасибо!

-
@supoplex, хорошо, но это не ответ на вопрос, если отставить в сторону "наваливание" швов, какое условие проварки по толщине металла
-
@Krazzt, интересно, попробуем узнать
-
@Krazzt, а на сколько там вес меньше? перенос крутилок внутрь тоже уменшают вес однозначно, я вот просто думаю что раз серия 800-сотая то должна чем то в лучшую сторону от 700-й отличаться
-
@Глобул, Хорошо это понятно, извиняй если не доходчиво задал вопрос, я имел в виду то что во всех этих таблицах отношение толщины металла к току обусловлены определённой глубиной провара, получается что что бы приварить детали большей толщины нужен более глубокий провар, соответственно более высокие токи и больший диаметр проволоки.
Если простыми словами то если мы к примеру приставили в тавр две пластины 10мм(без разделки и зазора) и приварили это соединение проволокой 1мм, максимальный ток который мы можем дать это 200А, получается что должным образом мы не проварим деталь.
-
Подскажите чем отличаются Текмен 730с и 800с, 800 я так понял по классу чуть ниже 1/1/1/2, может что то ещё, она дешевле немного.
-
@Глобул, Спасибо, вот поэтому и дилема с толстым металлом, либо я ещё не всё понял, но получается что к примеру если это квадрат труба со стенкой 3-4мм то варить мне её надо на 200 амперах(это максимум что будет выдавать мой п/а), а толстый металл на сколько должен быть проварен? к примеру 10мм к 10мм в тавр с разделкой, на какую глубину должна быть проварена подлежащая пластина? есть какие то стандарты на это, или тупо сколько смогу столько проварю.
-
@schkaliki, вопрос вообще то не в этом был, рентабельность...я бы даже сказал производительность это само собой, но когда аппарат рассчитан максимум на 1мм возникают вопросы.
-
@selco, я так понял нужна корректировка, но как быть с простыми аппаратами где это не возможно сделать, если деталь длинная получается постоянно надо перекидывать массу поближе?
Под каким он вопросом?
@Глобул, я ещё знаешь чего не пойму, вижу таблицы с параметрами проволоки и толщины металла, они разные попадаются, но в общем целом из них получается что металл до 5-6мм варится проволокой 0.8-1мм, а 6-8мм и более 1.2ммм проволокой, что тут имеется в виду? провар толщины если варить в стык? а как тогда варить к примеру пластину 10мм к опорной 10мм в тавр, можно же разделку сделать, ведь всё равно нужно будет делать несколько проходов чтобы получить катет 10мм(или сколько он там расчитывается), и опорная пластина ведь не провариться на всю её толщину.
-
@Глобул, Спасибо земеля, я тебя услышал, плюсанул бы да в гостях не могу)
Не сочтите за наглость,Могу вам почтой или тк отправить с гарантией и будет подешевле, чем в ваших местахВот как, а какое ваше предложение? я думаю если здесь озвучите всем интересно будет.
-
@Глобул, с Белоры, 200км, да я могу и мотнуться, хотя тут и под боком в Майкопе может что то можно посмотреть, я пока не узнавал, могу моих знакомых ребят поспрашивать, но хочется услышать мнение тех кто работает как говориться 24/7.
Скажи как сам думаешь по опыту, Текмен реально брать если работать на улице?
-
Мужики, ну честно уже и запутался что выбрать, думаю может пока заклеить уголок старому Блювелду и не морочить себе голову, я такой что не варю так много и мог бы что угодно взять... но и зрение начало садиться...старею)), поэтому денег не жалко но брать не понятно что не буду.
Чур меня... Чуть сам при поисках не купился на этот трешь..., там и щиток сам маленький. )))Я чуть на более малый экран за малым не купился, во время отменил заказ, но из чего тогда выбирать?
-
@Krazzt, а если не смотреть на солнце, получается что в этих масках можно только в помещении без проблем работать?
-
Первая в ссылке это Фубаг оптима 4-13 Визор,
Вторая маска это упрощённый Текмен 800с.т.е. Фубаг здесь это упрощённый Текмен?
730 однозначно лучше. Только внешние крутилки постоянно сбиваются. Там они конечно по-уму сделаны, но на практике они нужны только аргонщикам. На ручнике и полуавтомате быстро понимаешь какие настройки нужны а дальше внешнее управление только мешает.Согласен про крутилки, на 715 они тоже есть(одна)
всё зависит от того, что вам нужно и чем вы работаете. 730 чуть тяжелее и дороже, у него светлое состояние 3.5 дина (у 715 2.5). Зато окно больше, есть 4 датчика и угловая зависимость лучше. В принцие, 730 пофункциональнее, но если вы хотите сэкономить и доп. функции у 730 будут вам мёртвым грузом, то можете взять 715. Полагаю ещё что на сборке 715 будет поудобней, т.к. светлее.Работать больше буду на улице, т.е. 3,5 дина тоже хватит, но попадалось где то что текмены на улице при сильном солнце не очень себя ведут.


Вопросы новичка по п/а сварке.
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Я насколько знаю по нашим "гостоснипам" из того что успел изучить, одно из простых правил это катет по наименьшей толщине металла, у вас вижу стыковой шов где то 11-12мм