

sherwood
-
Постов
800 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные sherwood
-
-
проволока быстрее не плавится, капля чаще переносится. Короткий импульс тока, раза в три больше базового, принудительно срывает каплю и переносит её в ванну.
Да, тот же х.. только в другой рука. Только ты написал по грамотному. Я это и имел ввиду. спс.
-
В МИГе это должно напрямую быть связано с физикой плавящегося электрода - с переносом металла.
Да, наверное похоже на правду. При пульсе походу проволока плавится быстрее - чаще и соответсвенно так сказать капель летит больше в ванну по этому и мы убавляем ток, при линейном проволока плавится медленнее поэтому ток добавляем.
-
Так понятно. Подожду пока два Валеры закончат ностальгировать в соседней теме, может что и ответят так сказать на пальцах.
-
нужен чтобы в промежутках между пульсами сварочная ванна могла немного остыть
Я понимаю для чего нужен пульс. Вопрос был в том почему на ТИГ сварке при пульсе мы ставим так сказать больше тока относительно линейного режима (это понятно, деталь успевает остыть и ее снова за короткий промежуток времени надо опять нагреть), а на полуавтомате наоборот, при линейном режиме ток ставиться примерно в два раза больше чем при пульсе.
-
Что то я сразу как то не понял, на полуавтомате пульс работает так сказать на оборот? На ТИГ сварке пульс ставим на тонких деталях для меньшего тепловложения и поднимаем ток, а на полуавтомате наоборот что бы сваривать тонкий металл нужно пульс убирать, а для толстого например 3мм и выше включаем пульс. Если поставить пульс то профиль 2 мм ставлю ток примерно 60А (пока как то по подачи и вольтажу не особо ориентируюсь и не запоминается), а если пульс выключить то что бы так же комфортно сваривать нужно уже поставить ток примерно 120А. Это так и должно быть?
-
14 летний глушитель восстанавливать и думать о каких-то изысках?
Валера, не опускай руки. Так дойдешь - а зачем я что то свариваю, это же можно купить или попросить кто то заварит. И потом зачем сваривать что то все равно сломают опять, да и зачем в гараж ходить, это же ни кому не нужно, можно просто дома посмотреть телек, в инете рассказать как правильно что то делать и т.д.

-
САМИ по звукУ ПА все поймете ,
Так плюется Калаш, когда ствол перегрет.
Продаваны они такие, бизнес ни чего личного. Языком молоть это же не руками что то делать.
-
Требования у всех к ровности разны
Это понятно, спору нет. Мне не хватает ровного стола, очень не удобно собирать те же рамки которые не возможно состыковать по углам если поверхность не ровная. Наверное еще от типа сварки зависит и еще от толщины металла, для тига сами понимаете нужно все подогнать.
-
Конечно. Вы же при сварке тигом берёте присадку разной толщины не просто потому, что вам так захотелось.
Да, я могу взять присадку и большего диаметра чем нужно, но я могу контролировать подачу, а тут как на ходу контролировать он же падает не останавливаясь. Но судя по тому что ответил NikOtiN то в принципе вроде все нормально. Попробую обратно поставить 0.6мм и посмотреть, наверное с первого раза по неопытности не заметил разницы.
Тавровое соединение получается хорошо, шов вогнутый во внутрь. Да он больше чем от тиг сварки но он хоть смотрится как шов, его можно даже не убирать болгаркой.
-
еще и зависит от скорости ведения горелки.
При тех же настройках шов становится уже но выше. Наверное надо тока навалить и двигаться быстрее. Пока рука не набита, не могу привыкнуть к такой тяжёлой горелки после тиговской. И не сколько тяжёлая сколько пакет жёсткий, трудно рукой двигать когда сзади что то жёсткое держит. Ну это дело навыка.
-
Обычно скорость нарастания скорости подачи должна где-то регулироваться.
Есть такое:
Функция автоматического мягкого старта (Soft Start AUTO)
Настройка осуществляется в диапазоне от 0 до 100% по отношению к установленной рабочей скорости подачи проволоки (сварочному току), функция действует от момента нажатия кнопки сварочной горелки до момента касания проволоки свариваемого изделия. Данная функция позволяет осуществлять контролируемое «мягкое» возбуждение сварочной дуги.
Подскажите зависит ли ширина и высота шва от толщины проволоки при всех равных условиях? Или толщина проволоки выбирается от задач по силе тока то есть от толщины свариваемого материала. Вот этот шов на профильной трубе толщиной 2мм., имеет ширину 8мм и высоту 1.8мм., это как бы нормально или спокойно делается уже и ниже?


Индуктивность +3
Выложить файл не куда кроме как на свой сервак. Звук выполнения этого шва:
-
Перед закреплением столешницы верхнюю поверхность каркаса выровню УШМ кой в плоскость по максимуму (как получится).
Думаешь получится сделать так что бы потом можно было собирать конструкции и не боятся за криволинейность? Сборочный стол это круто, но мне его ставить не куда.
-
И что, нет корректировки синергетических настроек? Ну это не дело!
Только выбор определенных программ для определенной смеси или чистого аргона, диаметра проволоки, материал. Но после выбора программы можно корректировать отдельно от всех настроек Вольтаж. Либо поднять от 0 до 9В либо убавить от 0 до 9В. Можно поднимать или опускать индуктивность на 9 попугаев. Параметр Амперы и подача проволоки связаны, то есть поднимая Амперы увеличивается подача проволоки и Вольтаж (Вольтаж можно подкорректировать, писал выше). То есть поднять или опустить Амперы и оставить ту же подачу проволоки не возможно, эти параметры связаны между собой. Есть мягкий старт, пред и пост газ, но думаю это пока не актуально для меня. Думаю все я понял, просто если накладывать швы на просто металл то шов и будет высоким, потому что если его попытаться сделать низким то надо тогда продавливать металл что бы он весь ушел на другую сторону, но в таком случае шов получается как то по мне перегретым и широким. Вот если делать стык или тавр, я их тоже пробовал то шов конечно получается куда меньше по высоте, особенно на тавре. Аппарат на первый взгляд мне понравился, с первого же шва на заводских настройках положил ровный по всей длине шов. Немного не понял что надо расстояние дуги подбирать, я по привычки опустил очень низко и звука такого который должен быть не было и процесс как то шел можно сказать на автомате, примерно понимая по ванне что нормально. И когда процесс заканчивал то вроде все нормально. Но когда на тех же настройках приподнял горелку то все стало еще лучше. Есть вопросы по поводу старта, так как металл еще не прогрет то если мы будем задерживаться то у нас будет поступать много проволоки в ванну в следствии чего будет шов расходится по ширине. Если сразу пойти то металл будет не расплавлен и будет бугор. Как то вот это мне не понятно как сделать старт что бы шов был таких же габаритов как и дальше. Но думаю это все практикой наработается, так же и держать расстояние горелки до детали, она блин очень тяжелая по сравнению с тигом. Понятно надо второй рукой помогать, но пока нет уверенности. Мой опыт сварки полуавтоматом 1 час.
-
Углом вперёд, длиннее дугу.
Да про это читал, пробовал и вперед и назад. Разница заметна, но я говорю про углом вперед. На днях еще потренируюсь не только на плоскости но и на тавровых соединениях и вертикальных. На соединениях заметно ниже шов. Да и пришла мысль уже опосля, если синергетика не дает отдельно от других показателей убавить подачу проволоки то может взять поменять программу, поставить например проволоку 0.6 а программу под 0.8мм. В программе под 0.8 куда меньше подача, да там и другие показатели отличаются но например вольтаж не зависимо от всех настроек уже можно добавить или убавить. То же попробую на выходных.
-
Пришел мне полуавтомат от Cebora pocket pulse. Попробовал ну что могу сказать, с первого же шва можно сказать все понятно. Не знаю почему мне так сказать достаточно легко далось, может из-за того что тигом уже видел ванну и можно сказать понимаю что к чему с ней. в общем это 6-ой шов после 5 коротких по 4см на профильной трубе 40х20 по поперек. Швы получаются высокие как и предполагал, думал двигаться надо быстрее но двигаясь быстрее получаю пропорционально уже шов и чуть ниже, то есть от скорости вроде не зависит. Потом попробовал сварить профиль встык и шов по высоте получился как вроде и должен быть:


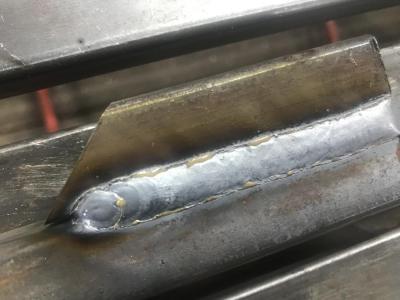
Получается что бы опустить шов надо больше тока и продавливать его но он тогда становится очень широким. Так же попробовал поставить проволоку 0.6мм но он собака увеличил скорость подачи проволоки. Вроде швы поменьше стали но не настолько на сколько хотелось бы. Теперь вопрос:
1. Есть какая то сажа и почему то с одно стороны это от чего? Расход газа ставил 10-15л., Смесь 80-20.
2. И есть какой налет сразу за сажей он в желтизну. Я так понимаю это от кислоты?
3. Поработал часок и редуктор весь сырой, это нормально?

4. На сколько я понял зазор между проволокой и заготовкой вроде поддерживается автоматически, в смысле если поднять горелку то проволока выезжает и процесс продолжается, ну и наоборот. Вопрос в том почему когда по привычки с тигом опустил горелку наверное на 15мм от детали то процесс как то не очень вроде плюется как то, как только поднял горелку наверное см 2 то звук стал как говорят опытные сварщики трещит и брызг совсем нет и видно факел от проволоки на деталь. Это ванна просто разбрызгивается если очень близко подносить, и зазором тоже надо играть и подбирать, что бы процесс шов так как надо?
-
 1
1
-
-
Евгений, деньги и браготворительность не имеют ни чего общего между собой. Я не говорю что Вы делаете плохо, что открыли школу и получаете за это деньги, то что Вы не хотите в роликах Ютуба раскрывать все так сказать секреты своего мастерства, что бы люди не учились по Вашим роликам бесплатно, а приходили к Вам в школу. Это нормаль для бизнеса, он на этом построен и ни как иначе. Как говорится - Ничего личного. Просто Вы противоречите в своих высказываниях, если Вы зарабатываете на этом деньги то не о каком - "делюсь своим опытом" не стоит, надо вещи называть своим именем - "я продаю свои знания" (повторюсь, что я не утверждаю что Вы поступаете плохо, продавая свои знания и опыт), а если Вы действительно делитесь своим опытом, то о каких заработках с Ютуба мы говорим, и о каких жалобах, что кто то ночами монтирует ролики и ему за это не платят. Человек для которого главная цель передать свои знания людям не стоит вопрос в деньгах, это делается бескорыстно.
-
3
-
-
На многих видео по тиг сварки почему то все вокруг темное только ванна, как то по мне это не очень удобно для понимания всей картины, мне думается нужно видеть еще и больше, саму деталь. Вот наткнулся на ролик с 4 минуты, правда не тиг а полуавтомат, но все отчетливо видно не смотря что это не тиг и есть брызги. На столько отчетливо видно ванну не смотря что это полуавтомат. Это как бы просто мое мнение как пользователя контента.
-
1
-
-
да, тут палка о двух концах, либо учиться контролировать сварочную ванну, либо начать с моторики.
Я то же "диванный аналитик" но моторика рук вырабатывается при контроле сварочной ванны глазами. Что толку учится водить туда сюда электродом не зажигая его, так Вы моторику не наработаете, а вот когда зажгите дугу и увидите ванну вот тогда мозг начнет отдавать команду рукам когда пора двигать электрод, а когда еще рано.
-
Не надо сомневаться в своих решениях
Дело то не в этом, как говорится одна голова хорошо а две лучше. Я же не гений инженерной мысли, может у кого есть решение или он уже делал такое и получилось лучше чем предложил я. Ну и форум для этого вроде как и предназначен, люди могут делится своими мыслями и т.д.
-
2
-
-
Хочу пошутить, но второй раз уже не смешно будет
Да, шутка хороша один раз, второй раз не так смешно. А что не так в моем вопросе? Варианты есть, а у меня подход не только сделать что бы держалось но что бы было эстетично. Видел такие стулья что гайку снаружи приваривают и все. Можно и колесо приварить, если нужно поменять то болгарка и новое колесо на месте. Но это не мой метод.
-
А почему должны резьбу сорвать?
Пользоваться не я буду, а люди разные бывают, сами знаете. Пол плитка, есть не ровности, в бок покатаются на стуле, о выступы по упираются шпильку у колеса могут погнуть, начнут отворачивать могут сломать. Мне так думается. Ну если у Вас больше нет предложений
 тогда сделаю косынки а потом посмотрю как держится колесо, если будет намек что есть телепания металла то и гайку еще приварю соединительную.
тогда сделаю косынки а потом посмотрю как держится колесо, если будет намек что есть телепания металла то и гайку еще приварю соединительную.-
1
-
-
гайку с косынкой.
И гайку и косынку? Не будет перебором? Гайку как то не хочется приваривать, вдруг резьбу сорвут, менять потом с вырезанием, не очень хочется.
-
Ремонтирую стул. Придумал два варианта, может у кого есть еще лучше решение. Толщина профиля маленькая и при нагрузки боковой он гнется и колесо становится на бок. Придумал либо туда приварить соединительную гайку (М10) соответственно нагрузка будет на нее. Либо из профиля вырезать косыночку ( на фото видно) приварить ее декоративно и просверлить отверстие. Менять буду все ножки.





-
1
-
-
https://zavodlestnit...прочихпримесей
Ну вот, а то капни на нее какой то хренью и если она того то это то, а если не того то то, а может и на оборот.
Вот сфоткал швы, может кому интересно, хотя о чем я.....


-
3
-













Сварка нержавеющей стали полуавтоматом
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Вроде есть - v Это я так, не большое уточнение. Какой вид сварки дает меньше тепла в деталь я не знаю.