Spec
-
Постов
459 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Spec
-
Хлопотно это... Проще продать и купить однофазный ДУГА 318М1, ДУГА 318МА,"Зверь ВД-301" или инвертор под ваши задачи.
-
Вряд ли. Я бы не рисковал. Если нет возможности заварить - тогда заменить или установить хомут.
-
Это воздушно-плазменная резка, дополнительные газы подключать не надо. Плазмотрон требует расходники: термохимические катоды (медный корпус с запрессованным гафниевым или циркониевым стержнем,не вольфрам) и медные сопла. Самому делать не получится, так что рекомендую поинтересоваться их доступностью. Интересно, что за компрессор встроен в сей аппарат? Его моторесурс? Если поршень фторопластовый (что скорее всего, т.к. он не требует смазки, след и маслоотделителя)то моторесурс небольшой. С практической точки зрения желательно иметь автономный компрессор.
-
Простой и надежный способ разобраться - вскрыть корпус и посмотреть, какие провода куда идут. У сварочного трансформатора вторичная обмотка выполнена проводом с большим сечением. В общем вскрыть - тестер и прозвонить. И все прояснится. Нет тестера - батарейка, лампочка, 2 провода.
-
Скорее всего клеммник с 4 выводами - первичная обмотка, с 2-я - вторичная. Напряжение ХХ в сварочниках обычно устанавливают изменением количества задействованных витков сетевой обмотки, так проще в изготовлении. Вехний вывод - общий, 3 нижних - на разные напряхения ХХ. Определить это можно попытаться цифровым омметром. 1. Выбрасывать не надо, если исправен, пригодится. 2. Если есть желание освоить сварку, купи бюджетный инвертор не ниже 160А или трансформаторный выпрямитель (если носить никуда не надо). На форумах полно советов по выбору. Трансформаторами уже мало кто пользуется.
-
Скорее всего. Конденсаторные машины в основном идут для сварки тонких деталей. Их особенность - точная дозировка энергии сварки, хорошая воспроизводимость режимов. Но цены... стимулируют стремление к творчеству и пробуждают конструкторскую мысль.
-
Похоже на конденсаторную машину.
-
С охлаждением все в порядке - водяное, причем с системой блокировки по воде. Просто режимы запредельные: большие усилия сжатия/проковки при диаметре точки 5 мм.
-
Стояла однажды у нас задача - сделать партию узлов, соединение контактной сваркой. Стандартные медные электроды не стояли, рабочие поверхности плющились, диаметр точки увеличивался, плотность сварочного тока падала, в результате - непровар. Сделали мы вставки (Ф=10мм, L=15 мм)из прессованного и спеченного вольфрама, пропитанного медью и впаяли в медные электроды припоем ПСр-40. Процесс пошел.
-
MIG/MAG - Полуавтоматическая и автоматическая сварка в среде защитных газов.
-
Суть процесса состоит в сжатии деталей токоподводящими контактами и пропускании короткого импульса тока силой от нескольких сотен до нескольких тысяч ампер. В зоне контакта деталей между собой сопроитвление выше, чем в самй детали, поэтому там выделяется тепло, способное локально расплавить металл. Флюсы при контактной сварке не применяются. Сварочные аппараты можно приобрести готовые или сделать самому. Для ваших задач, думаю, подойдет сварочный пистолет, как более мобильный. Переносной аппарат для импульсной электросварки.doc

-
Бандаж для Вашего случая не подхожит. Бандаж в виде обручей деревянные бочки скрепляет. вам жеБандаж для Вашего случая не подхожит. Бандаж в виде обручей деревянные бочки скрепляет. вам же нужно именно гильзование. Вспомните огнестрельное оружие. в прочную казенную часть ствала вставляется патрон, ГИЛЬЗА которого изготовлена из тонкой латуни или стали, а для охотничьих ружей - картон или пластик. А давление при выстреме очень приличное. Похоже? Я вот за 3 минуты в энциклопедии нашел значение этих понятий. Так что зря обижаетесь. нужно именно гильзование. Вспомните огнестрельное оружие. в прочную казенную часть ствала вставляется патрон, ГИЛЬЗА которого изготовлена из тонкой латуни или стали, а для охотничьих ружей - картон или пластик. А давление при выстреме очень приличное. Похоже? Я вот за 3 минуты в энциклопедии нашел значение этих понятий. Так что зря обижаетесь.
-
Интересный вы разговор завели, веселее стало. Вот только "Подводная сварка" при чем? Давайте уж тогда в "курилке" продолжим или что-то новое откроем для обсуждений дел наших скорбных. По теме "Фотогаллерея". Выкладывать фото только швов - как-то однообразно. Думаю, надо давать фото изделий - сваренных вновь или отремонтированных. А к ним прилагать, если важно, фото швов. И описывать особенности технологии, с которыми пришлось столкнуться,если таковые особенности имеются, причины поломки/износа. Ну и результат, в том числе и отрицательный. Это же опыт, он дорогого стоит.
-
Переменное. В цилиндрах постоянного давления не бывает, в том числе и в баллонах с сжатым газом. Хорошо, что не знакопеременное. Циклы разные.
-
В порядке дискуссии... Толщина лезвия на гильотине, скорее всего 15-20 мм. Я бы сделал симметричную U-образную разделку, подогрев до температуры отпуска (200-250С) попеременная сварка с двух сторон в закрепленном положении, чтобы не повело. Электроды ОК 68.81. Ими пружины варят. Лет 6 назад сварил я нож для бумагорезательной машины из типографии. Угол заточки там значительно меньше, чем в ножах для металла, так что 20 мм со стороны острия заплавил твердым самофлюсом. До сих пор работает.
-
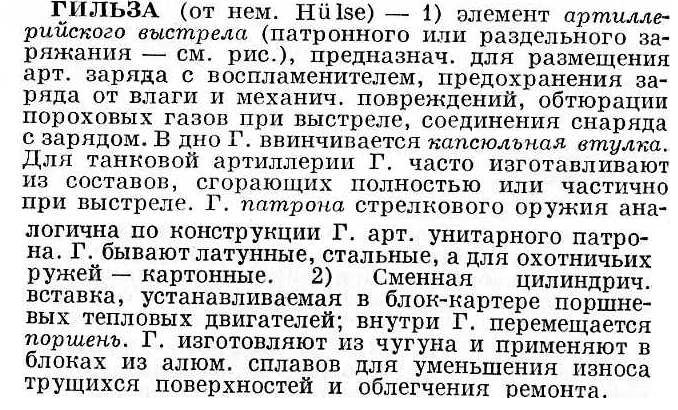
В моторостроении применяется. Блоки цилиндров ДВС зачастую выполняются по такой схеме. Бывают и цельные, обычно малолитражные. По триботехническим свойствам гильзу лучше выполнить из СЧ. Но возможны варианты.
-
А все-таки, почему не проходит вариант с изготовлением прочного корпуса из хорошо свариваемой стали и последующей гильзовкой? Все приведенные проблемы снимаются. Сварка, причем механизированная, термообработка, расточка, гильзование. Нет напряжений, проблем со сваркой, сохраняется хонингованная поверхность. К тому-же ремонтопригодность в дальнейшем. Одни плюсы.
-
как снять напряжения шва без термообработки? Из известных - проковка (пластическая деформация металла шва). Вот только контролю не поддается.
-
Сварка дна с цилиндром - особых проблем нет, только прочность посчитать, чтоб не вырвало, давление не шуточное. А вот сварка с фланцем определенно даст усадку. Надо бы с подогревом варить, к тому же Ст.45. Рост зерна в ЗТВ, закалочные структуры... По поводу хонингования. Это операция нанесения на рабочую поверхность сетчатого рисунка для удержания масла в рабочей зоне. Операция финишная, после нее только сборка. Думаю, без изменения конструкции вам не обойтись. Сделать корпус цилиндра из хорошо свариваемой стали, снять напряжения термообработкой (если требуется), расточить и загильзовать. Корпус, естественно просчитать на прочность.
-
1. Гильзы цилиндров обычно из чугуна делают. А у Вас? 2. Сварка плавлением без поводок бывает крайне редко, да и термическое воздействие изменит структуру металла в зоне шва. Не в лучшую сторону. 3. 130 - 160 МПа это 1300 - 1600 Кгс/см2 или по старинке - атмосфер. Не многовато? Или ошибка? 4. Эскиз №1 где? На гос. премию тянет решение этой задачки.
-
Все правильно. В цилиндры ДВС я вообще не рекомендую лезть с восстановлением.Представляете, сколько людей по всему миру работают по усовершенствованию цилиндро-поршневой группы, но пока применяют в основном чугун. Другие детали с поврежденной внутренней поверхностью восстанавливаю. На фото - восстановление посадки под подшипник. Материал детали - СЧ. Покрытие Бр-АЖНМц2. И не дорого... А деталей для ремонта на наш век хватит. Вот завтра мне принесут распредвалы от Гольфов. Изношена постель (Al сплав) распредвала. Постель расточат, а опорные шейки напылю бронзой. Потом проточка в размер. Распредвалы чугунные.
-
Наплавить внутренюю поверхность втулки можно, но не любую. Относится как к диаметру отверстия, так и к массе изделия. Ограничения по массе - покрытие оплавляется при Т=1050 - 1100С. Перед оплавлением покрытие напыляется. Напылить можно на глубину равную диаметру отверстия (с каждой стороны). Отверстия больше Ф100 мм можно напылить плазмой на большую длину, Газом - от 180 - 200 мм. Цилиндровые втулки мы в свое время восстанавливали напылением "холодным" способом. Размерность 26х26. Небольшие тоже однажды напылил для дизеля. Износ был выше критического в ВМТ и НМТ (не заводился). Напылили молибден с припуском 0,2 на сторону, хонингование - движок заработал. Сколько проработал - не знаю, продали машину в другие края. Есть технология покрытия зеркала цилиндров самофлюсом, но для ремонта мелких партий не подойдет. Засыпается в гильзу порошок самофлюса, напр ПГ-СР4, гильза закрывается крышками и во вращатель (ток. станок) Дальше - вращение и нагрев ТВЧ до 1100 С. Порошок равномерно распределяется, приплавляется. Медленное охлаждение, мех. обработка.
-
Вилка карданного вала. Износ цилиндрической поверхности, работающей в паре с бронзовой втулкой. Изношенная поверхность проточена до Ф37, затем напылена (газопламенное напыление) порошком системы Ni-Cr-Si-B до Ф 39,5-40 мм с последующим оплавлением. Твердость покрытия 48-52 HRc.
-
Плазмотрон воздушно-плазменной резки потребует расходников: катоды (по выражениею автора "пипа") и сопла. Стойкость их примерно одинаковая, причем стойкость катодов зависит от количества включений, в процессе резки гафниевая (или циркониевая) вставка практически не выгорает. Советую поискать в интернете и купить эти расходники, производители / диллеры плазмотронов их предлагают. Между катодом и соплом должна быть керамическая вставка - диффузор. Стойкость у нее хорошая, но она хрупкая, при замене электродов (катод-сопло) ее можно повредить. Хорошо 1-2 иметь про запас.
-
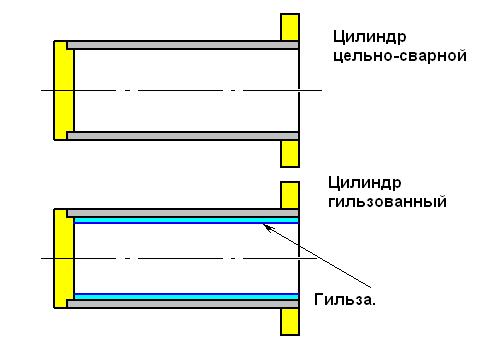
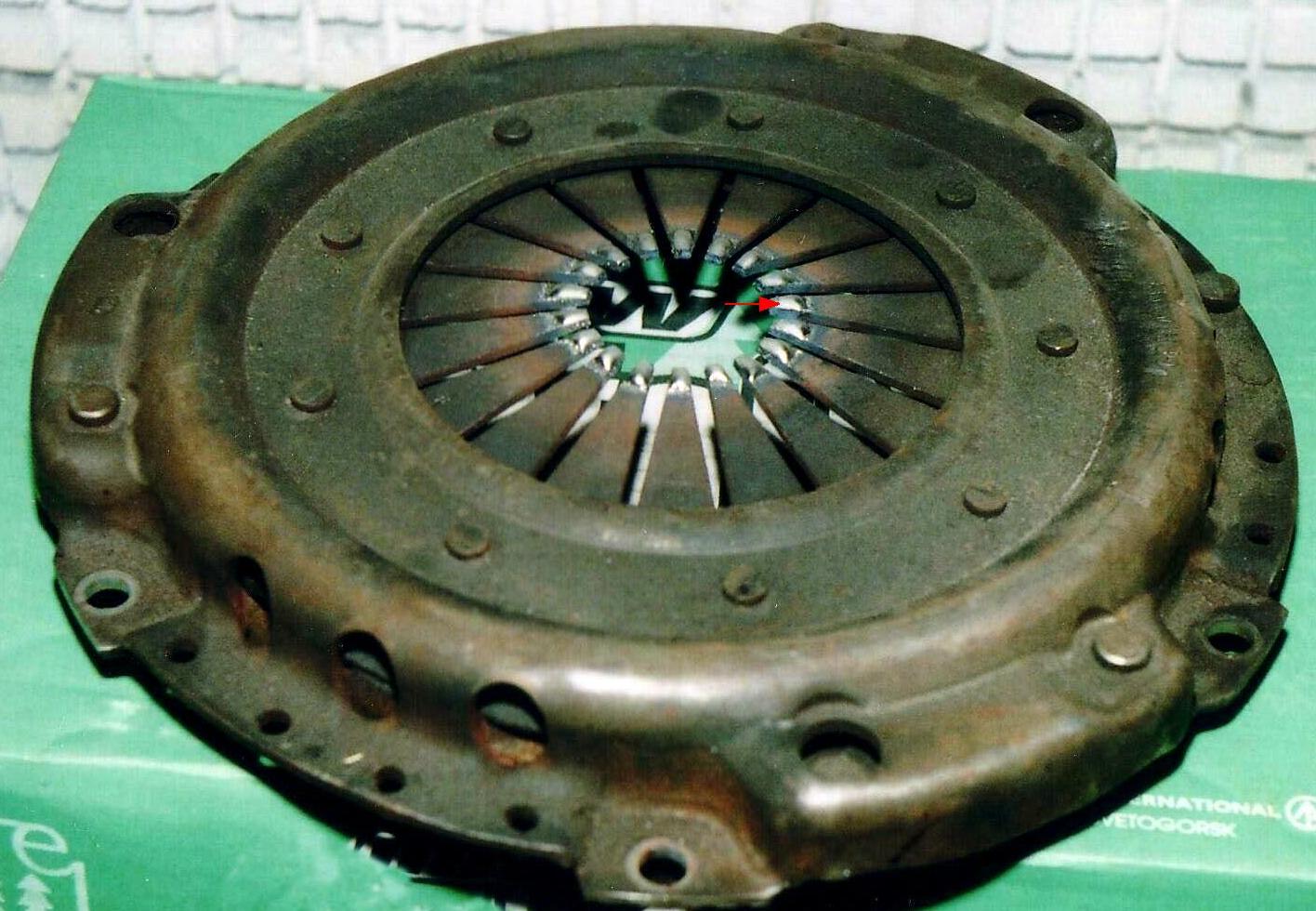
Корзина сцепления. Наплавка изношенных лепестков. Ресурс узла повышается в несколько раз. Твердость наплавки HRc 58-62.