Spec
-
Постов
459 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Spec
-
Наплавочным с высокой твердостью. Напр. ОЗН-6, Т-590. Особых тонкостей нет, режимы на пачке от электродов или в интернете.
-
Аппарат неплохой, по цене сопоставим с нашим ВДУ-506, по габаритам тоже. Описание есть? Если нет - могу скинуть, весит 1,3Мб. И оцените возможности ремонта в случае чего...
-
Газопламенная сварка / наплавка с применением в качестве присадки порошков самофлюсующихся сплавов, в основном системы Ni-Cr-B-Si. Существуют специальные горелки, имеющие небольшой бункер для присадочного порошка, который дозированно подается в ствол горелки.

-
Это сильно сказано, не для всех, конечно, но для Ваших задач подойдет. Вот только выставить сможете давление на выходе, а расход "по щеке" или дополнительно в газовую магистраль (редуктор - горелка) встроить ротаметр.
-
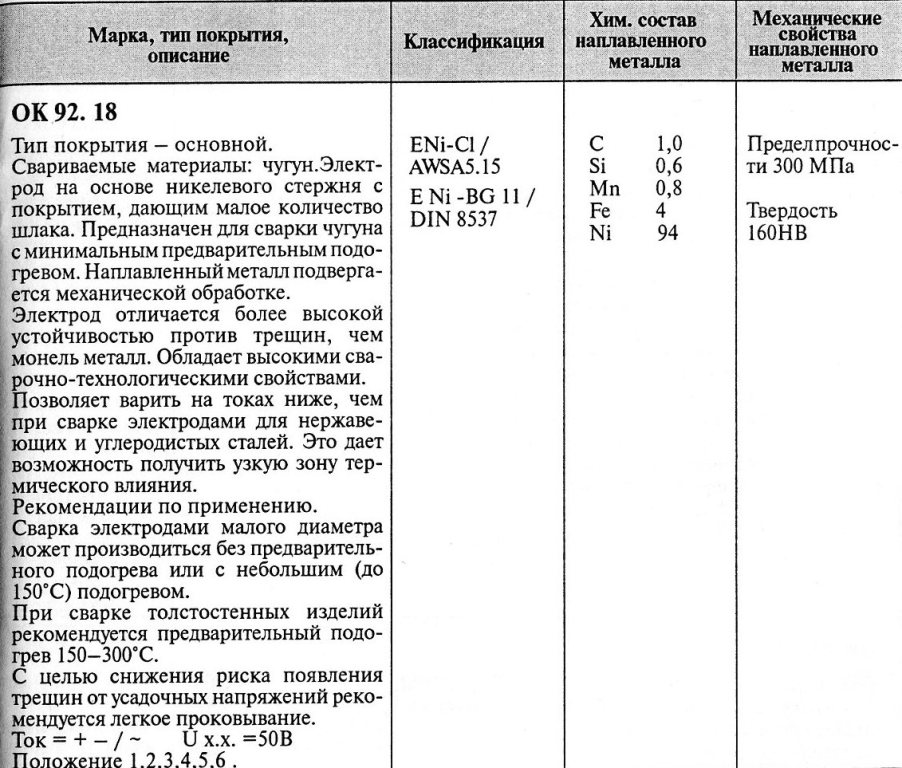
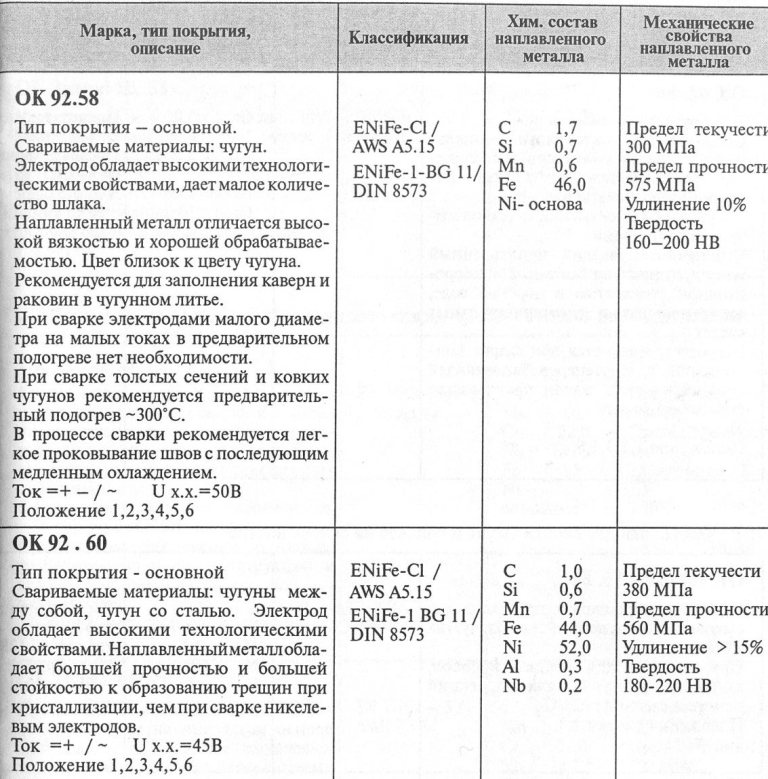
Не однозначно. Прекрасно себя ведут все вышеуказанные электроды. Мне больше нравятся 92.58, моему коллеге из Тулы - 92.60.
-
Ценой, 92.18. дороже, остальные различия можно определить, сравнивая их характеристики. Для сварки чугуна отличные электроды.
-
Разделка не полностью, кромку около 1 мм оставляю. состыковываю по зернам излома, фиксирую зажимом химического штатива. После прогрева прихватки (газ, порошок) проверяю, обвариваю. Если расположение излома позволяет, для устранения концентраторов напряжений стык подвариваю с другой стороны газом или электродом ОК92.58. Этот подварил электродом.
-
Есть у автолюбителей такая примета - ломается машина, что с ней ни делай... Судьба у нее такая и надо от нее избавляться. Вы имеете право сдать аппарат в магазин и получить другой такой-же или деньги. Рекомендую это сделать, пока на гарантии.
-
Сегодня чугунный патрубок варил. Выкладываю как пример сварки детали, где поводки практически не допустимы, оба конца соединяются с другими механизмами машины по плоскостям, их перекос при сборке создаст проблемы. Можно, конечно, кондуктор изготовить, но деталь единичная, стоимость изготовления кондуктора сопоставима с изготовлением новой детали из стали. Технология сварки подобных деталей описывалась неоднократно (напр. сварка коллекторов). Это разделка места сварки, высталление, предварительный нагрев резаком до 600 - 700С зоны сварки, сварка порошком ПР-НД42СР. Охлаждение.
-
Не надо передергивать, разумный Вы наш. Мой совет прост и понятен: работать исправным инструментом, руководствоваться требованиями документации, прилагаемой к аппаратуре и не заниматься самодеятельностью. Это что, для вас фантастика? Нет, на земле я. В нашем городе я лет 10 сопровождал всех сварщиков ЖКХ, проверял новые и ремонтировал б/у горелки, резаки, редукторы... Ни одного нарекания. Брак новой аппаратуры бывает, но не часто. Что им делать? Уже сказал - обменять по гарантии. А если этот "виртуальному незнайке ведомственных инструкций" не решил своей проблемы - пусть обращается, помогу. А вам слабо было помочь человеку при вашем то умении устранять обратные удары выкручиванием инжектора на 1/2 оборота?
-
Посмотрел. Там 2 ответа. Особо яркий второй, цитирую: Примерно поровну откручивать, нельзя сказать насколько незная давления на выходе из редуктора. могу сказать лишь что кислородное пламя на твоих наконечниках не должно превышать 1см. а ацетилена от 5см до 15. сделай пламя кислорода 1/7- 1/15 к ацетилену. Если на 1/7 будет плохо наплавлять - добавляй ацетилен. главно чтоб горение кислорода четко заканчивалось, а не переходило на голубой цвет (так сказать чтоб небыло радужного хвоста от кислорода, или было но не более 2мм) И куда Вы меня отправили? Сами то понимаете о чем говорится в этом "совете"? "Пламя кислорода", блин...
-
Это не мой совет, это требования действующих нормативных документов. Повторяю еще раз: на качественных горелках ничего крутить не надо, на бракованных, кстати, тоже. Их надо менять по гарантии. Инжектор должен быть закручен не "от балды" а до упора. А насчет совета, на сколько оборотов открутить (или закрутить) это к Вам, Вы многих научили инжекторы крутить, и его научите.
-
Вот с этим согласен. Дело сварщика варить. При обратном ударе сварщик, перекрыв газы и охладив горелку должен прочистить мундштук и подтянуть накидную гайку, крепящую ствол к рукоятке. Проверить наличие подсоса. Если удар повторится - сдать горелку с ремонт специалисту, получить исправную и продолжить работу по сварке, а не ковырять горелку неумелыми в этой части руками. ПБ 12-368-00 Правила безопасности в газовом хозяйстве 3.9.8. Ремонтировать горелки, резаки и другую аппаратуру на рабочем месте запрещается. ПРАВИЛА охраны труда во время ремонта оборудования на предприятиях черной металлургии (Украина) 14. Газосварочные работы 27. Производить ремонт горелок, резаков, редукторов и другой аппаратуры газосварщика и резчика не разрешается. Неисправная аппаратура должна быть сдана в ремонт. Правила техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов 398. Производить ремонт горелок, резаков и другой аппаратуры на рабочем месте газосварщикам и резчикам запрещается. Неисправная аппаратура должна быть сдана в кладовую для проведения ремонта.
-
Здравый смысл и инстинкт самосохранения. Это удел специализированных КБ. Там есть расчетчики, стенды, вот и пусть добиваются устойчивой и безопасной работы газопламенной аппаратуры. Это же элементарно! Не удивительно, что разбросаны и отправлены... Все больше сварщиков и фирм приобретают импортную аппаратуру хороших производителей, которая прекрасно работает без дополнительных настроек и регулировок.
-
Ну, Вы, блин, даете... Вот после таких уроков начинают крутить, что ни поподя, рассверливать, произвольно мендштуки менять... У себя в гараже можете крутить, что хотите, но зачем же людей этому учить? Тем более будущих сварщиков. Эти опыты с инжекцией уместны на уроках физики. Вы что, этим добились лучшей инжекции? Хорошо! сделайте замеры степени разряжения в цифрах (пальцем, наверное, замеряли или языком?), зафиксируйте все конструктивные параметры и оформляйте рацуху, изобретение, напишите на завод изготовитель, там, внесут в чертежи соответствующие изменения и потребность в "регулировании инжектора" отпадет. Вот потому что крутим, что не надо, меняем произвольно конструкции и "узакониваем" мы превратились в Гондурас. Вы где-нибудь видели, чтобы фирмы AGA, Messer, Castolin+Eutectic рекомендовали крутить инжектор? Да и в инструкциях по применению отечественных горелок такого нет. На горелке 2 вентиля, сменные стволы, вот их и крутите. Все, больше ничего крутить не надо.
-
Mykola, По поводу красного пятна я уже ответил. С газопламенной аппаратурой я сталкиваюсь на практике очень часто, в том числе и газопламенными горелками для напыления, которые на порядок сложнее. Вообще, мне удивительно, что на форуме сварщиков нужно растолковывать, что надо руководствоваться нормативными документами, а не комиксами, что всякие "регулировки", не предусмотренные инструкцией по применению аппаратуры, не допустимы, т.к. это изменение конструкции. Да, многие так делают, некоторые после этого взрываются, Вы к этому призываете?
-
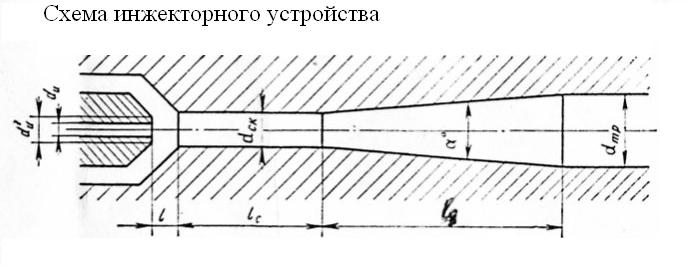
Сварщик должен проверить горелку (резак), помимо герметичности соединений, на предмет инжекции - она есть или ее нет! Так вот, если не будет герметичного контакта между инжектором и стволом инжекции не будет! Расстояние L, как и другие размеры, что я привел на рисунке, рассчитываются при проектировании для получения высокого коэффициентя инжекциии и должны обеспечиваться при изготовлении. Качественно изготовленная горелка имеет оптимальный коэффициент инжекции, и всякие настройки только ухудшат инжекцию. Да и как прикажете регулировать разряжение сварщику? Мановакуумметрами снабдить?
-
А как же! Комикс он и есть комикс... Особенно впечатляет п.5. Это как проверить без рентгена? да и он не поможет. И что значит "устранить"? Как, кто устранять будет? Сварщик напильником? Понятно, комикс предложен из-за п.2 - "вывернуть инжектор на 1/2 оборота" Вопрос - зачем? И почему именно на 1/2, а не 1 или 2? Я много занимался газопламенной аппаратурой и мне понятно, что плечики ствола уперлись в корпус, а инжектор не вошел в контакт с седлом. Но это БРАК горелки и эксплуатировать ее нельзя! Предположим, сварщик поверил комиксу и выкрутил слегка инжектор. Есть подсос! Где гарантия, что через некоторое время инжектор не сделает произвольно эти 1/2 (можно и меньше) в другую сторону? Обратный удар, травма, расследование. Кто ответит - автор этого вот комикса? . Горелки и резаки имеют инструкцию по применению и ни в одной (по крайней мере из известных мне) нет и намека на "регулировку" инжектора путем выкручивания или закручивания. Автор комикса занялся вольным сочинительством, что недопустимо. Мы имеем дело с взрывоопасными газовыми смесями и руководствоваться надо паспортом на аппаратуру и официальными нормативными документами Г2.djvu
-
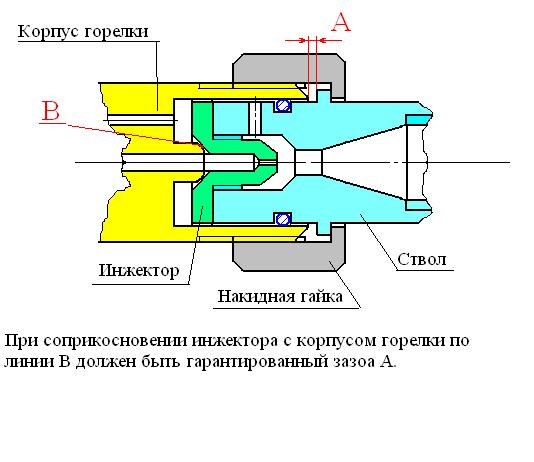
Не надо его крутить. Инжектор не настраивается, все параметры инжекторного узла рассчитываются (см. рисунок,). Надо просто обеспечить герметичность в зоне прилегания инжектора к стволу горелки, там есть выступ для посадки конусной выточки инжектора. Если в этом месте нет механических повреждения герметичность обеспечивается затяжкой накидной гайки крепления ствола.
-
Или режут железку, вроде отрезал кусок, а он не падает. Преворачивает резак пламенем в другую сторону и обушком резака отбивает. А потом - резак хреновый! Несколько раз приходилось разбираться с причиной взрыва шлангов, одному руку обожгло. Подключаю один кислород, открываю оба вентиля на резаке (не режущий кислород). Из присоединительного штуцера для пропана вовсю кислород дует. Вопросы есть, спрашиваю. Сварщик хлопает глазами: а как должно быть? Матчасть, говорю, учи. А мастерам советую укомплектовать резаки затворами.
-
Не надо жаться, купите сразу хороший, чтобы через некоторое время не было больно... Вам посоветовали http://www.nppvrt.en...0-kr-23772.html хороший редуктор, на нем 2 шкалы - для СО2 и аргона.
-
Немцы так не считают (зубчатое колесо от АУДИ). Прочность и твердость понятия разные. Это зубчатое колесо работает в паре с резинотканиевым ремнем. Пластичность железного порошка имеет большое значения для успеха первой операции - прессование. Порошок железа с повышенной твердостью плохо спрессовывается, многие детали не доживают до второй стадии - спекания в водородной печи.
-
Нет, цель другая. Tig прав - для значительного снижения себестоимости изготовления изделий в крупносерийном и массовом производстве. С пористостью в данной технолоии сложно бороться. Да и порошковых деталей, работающих в парах трения, крайне мало, мягкие они, порошок для их изготовления - практически чистое железо. Для того, чтобы устранить пористость и увеличить прочность таких деталей их после спекания (далеко не все и не всегда)пропитывают медью.
-
Это сварено газопорошковым способом. Никаких шариков и пузырей, которые имеет место при дуговых способах сварки. А вот так порошковые детали вспыхивают (фото) при нагреве - маслом пропитаны.
-
Недавно варил шкив ГРМ, сделанный по порошковой технологии. Усиление после сварки зачистил, чтобы предотвратить дисбаланс.