Spec
-
Постов
459 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Spec
-
Аппарат не распространенный, поисковики показали одно сообщение, что продают его в Коломне. Хотелось бы знать подробности об аппарате, что-нибудь придумаем.
-
Аналогичный вопрос задавался (не на этом форуме). Привожу его во вкладке. Самый большой враг сварочных материалов - влага. А упаковка часто повреждается при транспортировке, да и нет гарантии, что заводская упаковка абсолютно герметична. Хранение_электродов.doc
-
Рекомендую применить воздушно-дуговую резку (строжку). Потребуется выпрямитель сварочный, лучше на 500А (напр. ВДУ-506), резак РВДм-500 или РВДм-315 лучше К10(500А)А.BINZEL, угольные электроды (лучше омедненные), сжатый воздух. Подробности (принцип работы, подключение, режимы) на сайте http://electrosvarka.su/index.php?mod=text&uitxt=402. Плазмотроном строгать не советую.
- 3 ответа
-
- 1
-

-
ВД-301 для контактной сварки без переделок не годится. Источник питания контактной сварки работает в режиме короткого замыкания. Вторичный контур имеет всего несколько витков, обычно 1 реже 2 витка. Токи сварки достигают нескольких тысяч ампер. В случае аппарата с выносными сварочными клещами напряжение вторичного контура трансформатора может достигать 10-20В для преодоления сопротивления токоподводящих кабелей. Рекомендую рассмотреть другие варианты. Характеристики трансформатора контактной сварки можно оценить из приложения. Трансформатор_для_контактной_сварки_ТКС_3500.doc
-
Для высокотемпературной пайки лучше применять специальные флюсы. К тому же они не "светят" как бура. ФЛЮС ФК-235 ТУ 48-17228138/ОПП-007-96 Предназначен для высокотемпературной пайки меди, никеля, серебра, их сплавов, сталей. Является эффективной заменой стандартных флюсов ПВ 209 и ПВ 284. Элементный состав (масс.%): В - 10,5 - 13,0%; К - 28 - 32%; F - 38 - 42%; О - остальное. Свойства: Температура плавления 280 - 320°С Температурный интервал активности 450 - 850°С Соотношение эффективности флюса ФК - 235 и ПВ 209 4 : 1 ФЛЮС ФК-250 ТУ 48-17228138/ОПП-013-97 Предназначен для высокотемпературной пайки меди, никеля, серебра, их сплавов, жаропрочных и твердых сплавов, конструкционных и нержавеющих сталей. Является улучшенной заменой стандартных флюсов ПВ 209 и ПВ 284. Элементный состав (масс.%): В - 13- 16 %; К - 31 - 35 %; О - 30- 33 %; F - остальное. Свойства: Температура плавления 400 - 450°С Температурный интервал активности 550 - 950°С Соотношение эффективности флюса ФК - 250 и ПВ 209 4 : 1
-
Понятно. Вот поэтому я и предпочитаю отечественные аппараты.
-
Ток холостого хода должен быть оптимальным, для каждого типоразмера трансформаторов он свой. Прилагаю методику проверки сварочного трансформатора. ЭКСПЕРИМЕНТАЛЬНАЯ_ПРОВЕРКА_СВАРОЧНОГО_ТРАНСФОРМАТОРА.doc
-
Одну сетевую катушку включать не советую. Работать будет, но не совсем правильно, т.к. нарушается симметрия трансформатора, во вторичных катушках будет наводиться разная ЭДС. Если уж включать одну первичную, то и вторичную одну оставить. При включении первичных и вторичных обмоток в параллель увеличится мощность аппарата. Все это будет работать, если в сети пониженное напряжение. Если нормальное - 220-230В, то обмотки могут греться. Ведь сократили количество витков в 2 раза, а напряжение в 1,73, след ток в первичных обмотках увеличится. Но возможно аппарат изготовлен с запасом. Надо подключить отмотки параллельно, включить транс и замерить ток ХХ (знакомый электрик поможет). Если великоват, можно добавить витки в первичные обмотки (на вскидку - витков 15 медным проводом 5-6 мм2.
-
В интернете ничего не нашел. И в паспортах на оборудование схем в последнее время нет. Можно попробовать обратиться к производителю или купить у "Стройрегионсварка", их сайт http://www.mobil-ofis.ru/dokumentaciya. или http://www.weldstar.narod.ru/Professional.htm.
-
Удачи!
-
Нет, не опечатка. Обмотки трансформатора выполнены медным проводом, "Дуга" - алюминий. Максимальный ток сварки - 300А, у "Дуги" - 160А. Для сравнения: распространенный выпрямитель ВД-306. Макс. ток сварки - 315А при ПВ 60%; Габариты 765 х 785 х 750; Масса - 150 кг.
-
Если аппарат надежен и все, кроме веса (25 кг) устраивает, может проще сделать (или купить) небольшую тележку и все дела... Если старый и менять пора, можно рассмотреть кандидатуру "Зверь ВД-301". Для профессионального применения на выезде - то что надо. К тому же аппарат отечественный, не будет проблем с запчастями. Инверторы можете посмотреть на сайте http://www.inwelding.ru/content/view/33/37/. Если недорого и с подходящими характеристиками можно рассмотреть BRIMA ARC-200B. Весит 10 кг, ток до 200А при ПВ 60%. А о надежности аппаратуры лучше всего узнать в сервисных центрах по их обслуживанию. Если у вас работа на дальних выездах надо бы брать с собой "боевой" аппарат и запасной инвертор. Ведь наиболее вероятны те события, которые наименее желательны. Сварочный_выпрямитель_ВД_301.doc
-
Какой сварочник? Марка? Доп. витки надо выполнить медным приводом, сечение будет меньше. В каких режимах планируешь использовать аппарат (ток сварки)? Сечение обмотки можно посчитеть, примерно 5А на 1 мм2. А с проводом не сложно, можно использовать сварочный кабель 16мм2 или провод меньшего сечения, набрав его в пучок.
-
Изменением расстояния между катушками регулируется напряжение во вторичном контуре и, как следствие, ток сварки. Повысить напряжение ХХ до 80 - 85В можно добавлением витков вторичных обмоток, если место позволяет. Сделать это можно многожильным проводом сечением как у имещюихся вторичных обмоток. Если нет информации по катушкам трансформатора намотать витков 10 на сердечник, включить аппарат и заверить напряжение на этой обмотке. Снять пробную обмотку. Посчитать сколько приходится вольт на виток. Сматывание первичных обмоток может привести к их повреждению, родные обмотки лучше не трогать.
-
1. Какой "Дугой" варили? Их несколько модификаций? Вас она устраивала или нет? Если нет, то чем (вес, мощность, др.)? 2. Не выключали несколько часов: в режиме ХХ или сварки? По поводу резки. Я бы посоветовал режущие электроды ОЗР-2. Они не дорогие. Привожу их характеристики во вкладке. Полагаю, вам подойдут электроды Ф3 мм. Смотрите в таблице, какой ток резки должен выдавать Ваш сварочник, посмотрите ПВ сварочника для этих токов, и ответ насчет резки готов. Мое мнение - не ниже 200А. Аппараты воздушно-плазменной резки в принципе хорошая штука, однако если у вас работы в полевых условиях, советую воздержаться. Причины: - потребуется компрессор, аппарат работает на сжатом воздухе. - Расходники. Комплект: сопло, катод рассчитаны на 50 м реза, это декларирует производитель, вот только не ясно для какой толщины разрезаемого металла. Стоит этот комплект около 300 руб. - Электроника аппарата не любит дождь и грязь ( а какая любит?). - У большинства установок воздушно-плазменной резки напряжение ХХ на плазмотроне 300В. Опасно при работе под дождем А так - инверторы -это сварочники нового поколения. Легкие, отличные характеристики: легкий поджиг дуги, дуга эластичная, не гаснет при снижении сварочного тока почти до нуля, не боятся коротких замыкания в сварочной цепи и др. Все хорошо. Вот только как они поведут себя во влажной следе. Дождь, вентилятор... И как ремонтировать? Элементная база зарубежная, а ломается, рано или поздно все. ОЗР_2.doc
-
Это не самоуверенность, а уверенность. Действую по принципу: не уверен - лучше помолчать. Я много сварочных аппаратов видел, что ни фирма - то свои примочки. В мире даже об унификации бытовых розеток договориться не могут. Изначально не было известно: какой сварочник, какая горелка...Поэтому я и сообщил ОБЩИЕ ПРИНЦИПЫ. А именно: "-" выпрямителя на токоведущий шланг, вода - вход и слив, газ - к редуктору или ЭМК (если есть). Опять же не понятно, как этот аппарат планируется использовать. Если в гараже 1-2 раза в месяц, достаточно простейшей схемы. А то, что клапан практичнее - ежу понятно, кто спорит? В аппарате, что я выше привел, есть и осциллятор, и клапан и настройка сварочного цикла: продувка, поджиг дуги, плавное нарастание сварочного тока, собственно сварка (можно по импульсной схеме), плавное снижения сварочного тока, выключение, финишная продувка, стоп. Можно задать время каждого цикла. Красота! Только эта красота стоит немеряно. Не для гаража, в общем, и не для любительского применения. Поэтому я и рекомендую простые, "народные" варианты. Кстати: вода – неплохой хладоагент, хорошая теплоемкость, но не для мороза. Просто, бесплатно. Конечно, можно и портвейн залить (финны, наверное, ликер заливают?) (шутка!) А так согласен – спорим, как будто новый аппарат создаем. Если KCTRADE что-то не ясно ждем подробностей. Думаю, помочь в наших силах. Пока. Удачи!
-
1. Конечно прав. 2. Пока не встречал системы охлаждения аргонодуговых (да и других с жидкостным охлаждением) горелок, работающих на тосоле. Тосол изготавливается на основе этиленгликоля - это яд. А вот в некоторых импортных аппаратах (напр. германский Omni Tig фирмы Messer Griesheim) рекомендуют в качестве хладоагента применять 20-35 % раствор технического этилового спирта в дистиллированной воде, (работает при температуре до -20С). Использование других охлаждающих жидкостей запрещено! Всем понятно - это не для России. 3. По этому пункту Вы сами же и подтвердили, что это дело вкуса (можно работать и без него с вентильной горелкой). От себя добавлю, что у KCTRADE вероятно уже есть источник и горелка, просто человек на знает, как их правильно соединить. Если речь идет о промышленном производстве - там бывает просто необходимо приобретать аппаратуру с хорошим набором опций. А для любительского применения, как правило, народ использует аппаратуру недорогую, с мин. опций. К тому же не ясно назначение этого аппарата - для сварки Al или других металлов. Во втором случае горелку можно подключить к любому сварочному выпрямителю, большинство из которых не имеют ни газовых клапанов, ни встроенных осцилляторов. Кстати, горелка АГНИ-07 имеет как краник, так и кнопку управления клапаном (или осциллятором). Чем пользоваться в этом случае - дело вкуса, что я и написал.
-
pro100chaynick, Вы не совсем правы и вводите всех в заблуждение. Уточняю по пунктам. 1. Совмещение газового и силового кабеля имеет место в маломощных (до 200А) горелках с газовым охлаждением. Обратите внимание, медный токоподводящий кабель имеет малое сечение, его надо охлаждать. В таких горелках охлаждение производится защитным газом. В горелках с ВОДЯНЫМ охлаждением (сварочный ток свыше 200А), а именно о них был задан вопрос, токоподвод совмещен с водяной магистралью, а газовый канал проведен отдельно. Я давал рекомендации для горелок АГНИ. А исполнение выводов у разных типов горелок различаются, я же упомянул о переходнике. 2. Ну, здесь совсем не понятно. Как можно горелку с водяным охлаждением использовать без воды? С коррозией отдельный вопрос в дальнейшем его можно обсудить. 3. Клапан или вентиль - дело вкуса. Горелки бывают с вентилем (АГНИ-07М) и без (АГНИ-13М, АГНИ17М, АГНИ-25).(названы горелки с водяным охлаждением). Если на горелке нет вентиля, а в сварочном аппарате нет клапана (почти наверняка) - клапан (напр. от сварочного полуавтомата) можно установить отдельно или в газовую магистраль установить кран, можно шаровой для газа (желтая ручка). Я давал общие рекомендации, для конкретных, действительно нужна информация по типу имеющейся горелки и сварочника.

-
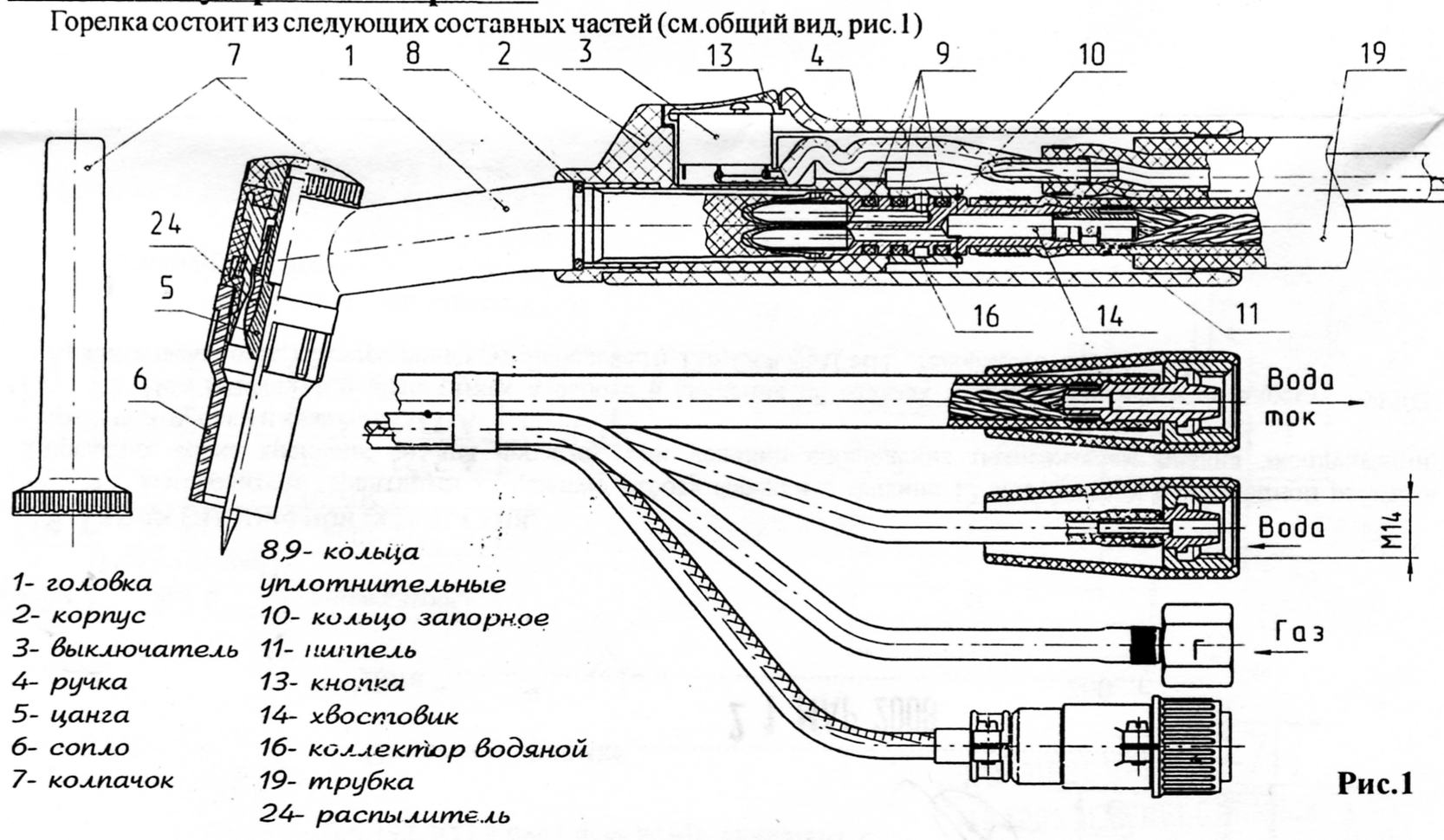
Аргонодуговые горелки с водяным охлаждением имют выводы: - трубку подачи защитного газа. Не перепутать газовую магистраль с водяной! Подключается к газовому редуктору, установленном на баллоне с аргоном. Давление аргона установить не более 1,5кгс/см2, расход 8-12 л/мин. - трубку подачи воды. Подключается к водопроводу или к системе охлаждения, работающую по замкнутому циклу. Давление воды на входе не более 2 кгс/см2, расход - 0,5-0,8 л/мин. - трубку слива воды, в ней же и многожильный провод для подачи сварочного тока. Подключается к "-" сварочного выпрямителя. В зависимости от пипа горелки возможно придется устанавливать переходник для вывода воды на слив. - провод управления осциллятором или электромагнитным клапаном подачи защитного газа (не во всех типах горелок).
-
Ладно, бывает. Хорошо бы писать о себе, чтобы знать о подготовке человека, тогда и разговор будет дельным и конкретным. Насчет "МЕНАХЕРА" я не понял, т.к. слово Manager на английском читается как "МЕНЕДЖЕР", а на немецком "МАНАГЕР". Такое словечко попадалось. А неграмотных продавцов, действительно, полно. У некоторых гонору много, а вопросом не владеют. Возвращаясь к началу - я посоветовал нормальные электроды нормальной фирмы. Пробовал их продукцию - хорошие электроды. Я для сварки чугуна, например, пользуюсь дорогими материалами. Не потому что они дорогие, а потому что дают превосходные результаты (поэтому, скорее всего, и дорогие). Начинал лет 15 с простых, дешевых (хороших не было), и пришел к выводу, что такими варить - себе дороже. В дальнейшем, если будут проблемы - чем смогу - помогу. Пока.
-
Достал! НОУ ХАУ! Держак! Во всем мире давно в основном полуавтоматами варят. А у него дырки НОУ ХАУ. Задал вопрос, получил ответ, следовать ему или нет - Ваше дело. Базар то зачем разводить? Вас же многие читают, не стоит "ПО ФЕНЕ БОТАТЬ", да еще с ошибками. Нет слов НАВЕРНА, ГРИТ, и т.д. Но это так, пишите как можете. "НАВЕРНА МЕНАХЕР" - это еврей? Разочарую, русский, из донских казаков. Насчет виртуального сварщика. У меня высшее сварочное образование, я практикую в области сварки, наплавки - дуговой и газопорошковой, газопламенного, плазменного напыления, плазменно-механической обработки, плазменной резки, электродуговой металлизации, пайки различными припоями. Восстанавливаю детали, за которые никто не берется (реально, не виртуально). А током меня не "шибало", потому что я знаю, когда и почему это может произойти. Вас, уж точно шибало. Или ТИПА шибало. Может и монитором. Ну да ладно. Бог Вам судья. Варите свой кессон как и чем придется. А с меня хватит. Не интересны Вы мне...
-
Вот теперь все ясно! Стало быть технология без НОУ ХАУ вовсе не технология, а так. ХАУ НОУ...
-
Девайс - устройство, не материал. Я предложил вариант сварочных злектродов и ничего не хвалил, просто привел выдержку из проспекта. Вопросы по их применению можно задать фирме-производителю. А вопрос был "как вариться?". Так вот, привожу аннотацию к АНО-21: АНО-21 является одним из наиболее современных электродов благодаря рутил-целлюлозному покрытию. Обычно АНО-21 применяют для сварки углеродистой стали, если ко шву предъявляются повышенные требования по прочности, долговечности. При этом сварку можно производить в различных пространственных положениях. Электрод АНО-21 обеспечивает легкое зажигание дуги. В результате его использования получается мелкочешуйчатый шов, а шлаковая корка легко отделяется от стали. Часто электрод АНО-21 используется при сварке труб водопровода, газопроводов с малым давлением, а так же важных конструкций из углеродистой стали. При использовании электрода АНО-21 необходимо помнить, что влажность покрытия не должна превышать 0,3%, в противном случае его рекомендуется прокаливать при температуре 120-160 °С в течение одного часа. И ни слова про возможность сварки во влажной среде. В предложенном мной варианте - производитель допускает сварку в присутствии влаги. Вы спросили - я ответил. Спор здесь ни к чему. Выбор за вами. Если нет возможности применить современные материалы - можно и попробовать "дедовские" варианты. Начать с образцов. Но следует иметь в виду, что течь - это не только влага, но и коррозия, грязь, отсюда пористость сварного шва. Удачи.
-
Действительно, бородатый. Только вот дырки в бумаге - это КОНСТРУКЦИЯ бумаги. А технология - это способ изготовления отверстий в бумаге.
-
Думал - это хорошо. Технология в данном случае - это последовательность действий, выбор материалов, режимы. А под термином "Капитализм" я имел в виду то, что за все в этом мире надо платить. В данном случае - за качественные материалы. Я предложил вариант, не спорю, возможно есть и другие, может и дешевле, может и лучше. Готовы выслушать ваши предложения по технологии подводной сварки.