magmig
-
Постов
47 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент magmig
-
Парни, а ESAB stain flux бывает в какой-то лайтовой версии, желательно в виде спрея? Ну чтобы не сам расплавленный металл защищать, а именно противодействовать цветам побежалости, как в моём случае. Для бессмывочного применения, или чтобы смылось всё во время технологических промывок перед пуском пищевого производства.
-
И третья порция

-
Вторая порция
-
Прикладываю фотки. Это я пытался сфотографировать одно и то же в трёх разных локациях-на свету, в тени и в помещении под люминесцентной лампой.
-
Спасибо за мнения, попробую рассеиватель обточить немного, чтобы он залазил в эту трубку, потому что не использовал его из-за невпихиваемости :-)
-
Примерно. Здесь мы видим и сам шов перегретый, потому что желтенький, и темные полосы с 2х сторон шва. В моем случае шов идеально светлый и темная полоса только с одной стороны шва. И она меняет положение если перекидываешь поддув на другой конец трубы.
-
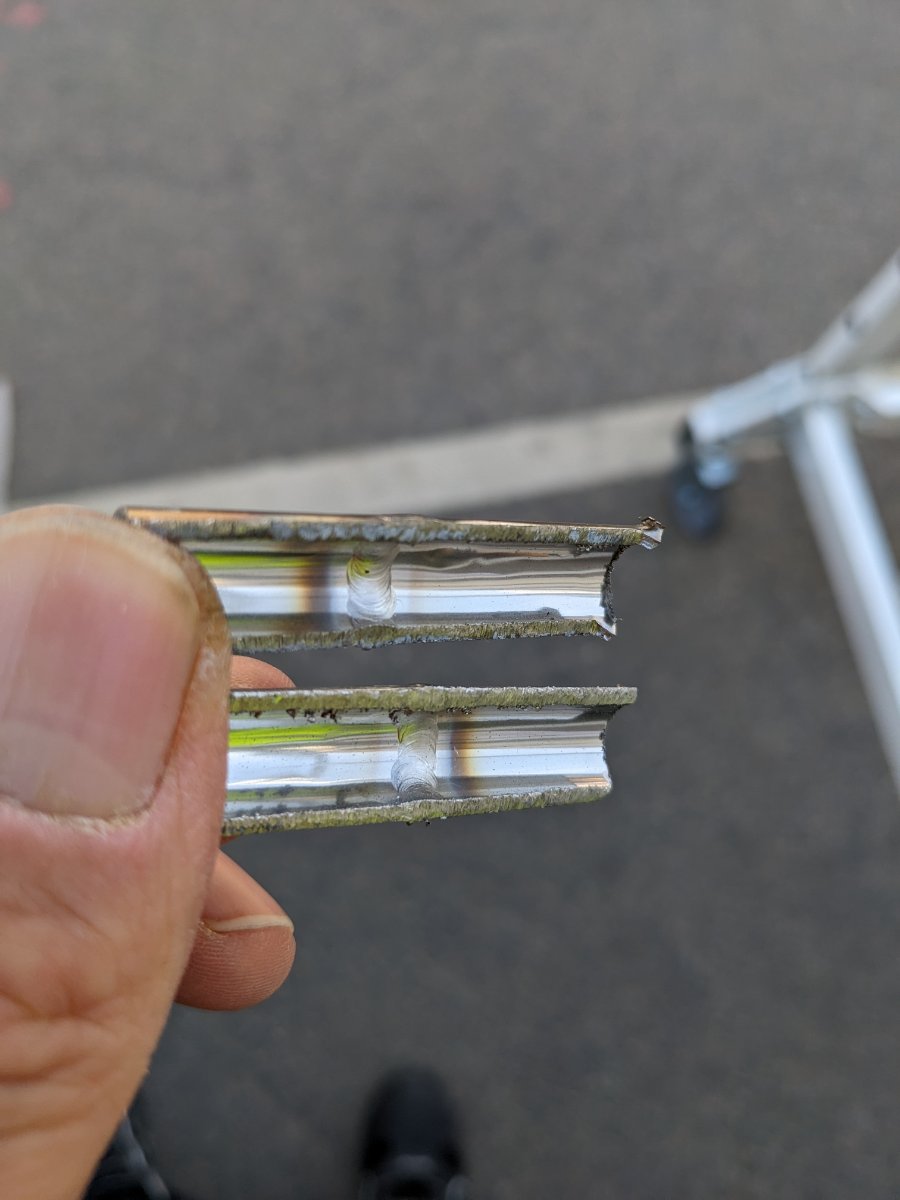
Приветствую. Неоднократно замечал,что при сварке различных нержавеющих тонкостенных труб возникает темное кольцо внутри трубы со стороны шва, противоположный источнику поддува . То есть если ничего не менять, но только поменять направление поддува, то кольцо тоже поменяет своё расположение. Вот конкретно сейчас пытаюсь подготовиться к тесту и варю трубку диаметром 12,6 стенка 1,65. Один конец трубки заклеил скотчем и сделал 5 дырочек вольфрамом диаметром 2,4. С другого конца - поддув. Пробовал подачу от 8 до 14 л в минуту. Ток пробовал 24 26 28 30 ампер. Пробовал и аргон и формир на поддув. Даже шланг менял который на поддув идет. Сам шов абсолютно чистый. Это я всё говорю о состоянии внутри трубы. Меняю направление поддува — меняется расположение кольца . Трубку режу при помощи обжимки сабельной пилой, зачищаю торцы напильником , снимаю небольшую фаску внутри и снаружи трубы фаскоснимателем. Протираю поверхность трубы тряпкой смоченной спиртом изнутри и снаружи. Использую миллиметровую присадку. Прихватываю на 4 прихватки с поддувом. Получается плотное прилегание, без видимых щелей. Подскажите, пожалуйста, от чего это происходит и как бороться.
-
Тоже искал решение проблемы регулировки (уменьшения) подачи воздуха в 3m speedglas adflo - и всё-таки нашёл. Чел выкинул всю электронику и заменил китайским контроллером движки. Гениально! :-)
-
Приветствую! Варю металлоконструкции в смеси, толщины 0,5-1,5 см. Нижнее и вертикальное положение, токи около 250А. Недавно купил маску Speedglass 9100FX Air, но в моей деревне не купить стёкол - только через интернет. Поделитесь, пожалуйста, впечатлениями, кто варил со стёклами 3M Scratch resistant (527000) и Heat resistant (527070) - какое отличие на практике от Standart (526000). P.S. Я так понял, что "Scratch resistant"-вариантов стекла Grinding visor не бывает? Только Standart и Anti-fog? А у меня на этом стекле надпись есть - "scratch". Это что, на всех так? Если у меня маска Air, то в Anti-fog нет смысла?
-
Хочу маску типа Speedglass FX / Tecmen 1000 - со стационарным защитным стеклом под поднимающимся забралом и фильтром с турбоблоком. Присмотрел как вариант Esab G50 Аir. На работе варю полуавтоматом металлоконструкции. Рабочим выдают Esab G40 - соответственно, доступны расходники, а расходы на стёкла к маскам других фирм не возмещают. В принципе, как для меня, то A40 не хуже Speedglass 9100XXI (имею в личном пользовании). А вот на ESAB G50 отзывов нет совсем. Может, поделится кто впечатлением? Хочу взять маску ESAB G50 AIR и подсоединить к турбоблоку Adflo.
-
@supoplex, Z-образные - это как зигзаг, только вертикально. Преимущества U-образных движений, как я понимаю, такие: 1) приподнимаясь на краях фасок вверх, мы хорошо переплавляем возможно попавший туда мусор 2) по бокам наплавляется больше металла и шов получается плоский, без бугра посередине. Заполнение как стыкового, так и таврового соединения "треугольником" хорошо тем, что: 1) опять же таки мы хорошо прожигаем периметр сварочной ванны, 2) которую можно сделать больше и таким образом быстрее выполнить заполнение на толстом металле
-
@NikOtiN, прощаю ;-) . Ну и, конечно, буду благодарен за информацию по смыслу вопроса :-)
-
Здравствуйте. Вводные: толстый металл (точно не знаю, но связано с судостроением), 135-й процесс. Вертикальный шов стыковой и тавровый. УЗК-контроль. Буду сдавать тестирование. Раньше под УЗК варил только на выпускном тестировании на курсах сварщиков. Вопрос: влияет ли характер движений горелкой на образование пор, несплавления. В смысле, есть разница, совершать U-образные движения или Z-образные? То, что движения должны быть однородными и без больших рывков по вертикали, это само собой. Просьба дать рекомендации для корня/заполнения/лица отдельно по тавровому и стыковому соединению. Спасибо!
-
Т.е. это всё намного дороже фильтра 9100xx
-
Т.е. можно переключать между "зелёным" и "полноцветным режимом"? Это круто было бы. Не нашёл, где об этом почитать. Не подскажите?
-
@brat_h, спасибо! Вы даёте обстоятельную информацию! Подскажите, пожалуйста, Для профессионального использования в TIG (монтаж пищевой нержавейки) лучшим вариантом будет 9100xx (не 9100xxi и не 9002nc)? Приоритет - Минимизация утомляемости глаз. Я правильно понимаю, Что 2 последние модели это новинки с технологией True-View С большим количеством синего и красного цвета ?
-
Добрый день. Скажется ли негативно на прочностных характеристиках шва, если хомут из нержавейки приварить к чёрному швеллеру-стойке чёрной проволокой? Задача данной конструкции - выдержать нагрузку от изделия массой 6000 кг при транспортировке автотранспортом. Уже так делали, но хочу узнать, нет ли тут каких-то подводных камней. Спасибо.
-
Не могу выбрать программу "нержавейка" в простой синергии ("1 mig"). В режиме "синергия с пульсом" этой проблемы нет. Снял видео , можно посмотреть онлайн - https://drive.google.com/file/d/1-2lPwEqAjrkuw7U7hYcYToBLvetc2fym/view Все делаю по инструкции , выложенной уважаемым svarnoi69. В ней значатся программы для нержавейки и в простой synergy и в synergy с пульсом.
-
P.S. Проволока HORDA 1.2мм. Больше подробностей не помню, посмотрю завтра на работе.
-
Приветствую. Кто-то юзает этот аппарат на нержавейке в двойном импульсе/синергии? Я новичёк в сварке (опыт 1 год ПА, РД, РАД), только устроился на новую работу, дали варить нержу 4мм во всех положениях. Предыдущий сварной уволился. Был только чистый аргон. Как самый простой вариант, подобрал режим "MIG" 6м/мин 24в для струйного переноса. Варит гладенько, но швы тёмные и около швов сажа. Есть возможность взять редуктор, смешивающий СО2 с аргоном. Уважаемый Евгений Лысенко (Внук) рекомендует 2% CO2 и 98% Ar. У него красивые светлые швы в синергии/двойном импульсе. От этого и оттолкнусь. Может, кто-то поделится своими настройками и/или опытом в настройке? До этого нержу ПА не варил. Под спойлером фото аппарата :-)
-
@Сергей Витищенко, Уже с месяц, наверное, "обкатываю" собственноручно отремонтированную маску. Всё работает отлично! Проблема была не в заломе шлейфа (хотя всё равно не понимаю, зачем так жестоко его заламывать - рано или поздно это может привести к повреждению провода). Проблема была в передавленном проводе внутри АСФ, т.к. он был расположен очевидно не в предусмотренном для него месте. На плате есть округлый вырез для провода, но проходил провод не через вырез, а "напрямик", внутри (!) угла матрицы (между двумя толстыми стёклами) и попал под пластиковый "ключ" между двумя половинками корпуса АСФ. Короче говоря, неаккуратность сборки. Оригиналы фото здесь - https://drive.google.com/drive/folders/1KuiCdMPPe73t4L8u-mKobTlY2XCO7-kN?usp=sharing Ещё фото:
-
Кто-то замерял напряжение на батарейке в момент замены на новую? У меня вторая ADF-730s, купленная пару месяцев назад, стала открываться во время работы вчера вечером. Поставил батарейку другую, вроде бы всё стало хорошо. На "плохой" батарейке 2.97-2.98V . Это нормально для "отработавшей" батарейке?
-
Так в том-то и дело, что ответа на свой вопрос я не нашёл. Имеется в наличии фосфорная кислота.
-
Не нашёл в теме. Тут пасты упоминаются, и то, что они на основе азотной кислоты. Может, подскажет кто? Емкость для пищевых целей из нержавейки, собрана, физические вовнутрь доступа нет - узкая заливная горловина. В некоторых местах внутри была зачищена щеткой для черного металла. Как теперь убрать вкрапления железа в нержавейке? И заодно уже как потом пассивировать? Такой способ кто-то пробовал:"Для этого используется слабая кислота. Например, лимонная кислота. Следует смешать её с тёплой водой. Достаточно 4-10%-ной концентрации. Необходимо продержать изделие в этом растворе около 30 минут. После этого изделие нужно оставить просушиться на воздухе (желательно на ночь), чтобы хром вступил в реакцию с кислородом и образовал защитный слой."