Schlosser
-
Постов
3 258 -
Зарегистрирован
-
Посещение
-
Победитель дней
119
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Schlosser
-
@ЛехаКолыма,Резец Ст.45, да трещина будет,но по шву .Вот сварил Вам резец ).На Ст.45 очень часто спотыкался,но впрочем и на ПА.

-
@Учусь,Металл 3 и 4 мм,85А,присадка 1,2 ,пульс.Шо под руку попалось)
-
@ЛехаКолыма,Здравствуйте! Мы уже это обсуждали в буднях .При прочих равных условиях раньше было кипение,сейчас проволока из другой партии и линза- кипения нет.Швы из нержи на чернухе тоже скидывал,критической хрупкости особо нет( ну для моей работы).Ну а так буду сейчас и г2с применять)
-
Красиво жить не запретишь) .Сделал про запас,ибо уроды всякие мне за две недели два бинцелевских держака расколотили.
-
Осмысливал прочитанное и прям с утра решил посверкать.Чернуху варю нержей ,ибо г2с всегда кипела.Но то ли проволока сейчас с другой партии,то ли защита лучше стала,короче все получилось .Г2с тычками,непрерывно,нерж тычками.Если сильно в общем не тормозить,то можно и тычками подавать присадку.)
-
@Vanguard,Я имел ввиду плазморезку ЧПУ,раскрой заказывали я так понял на стороне,но заказ выполнили не весь и дорезали на нашей газорезке Комета- М.Ручной плазмы у нас тогда ещё не было
-
@Учусь,Я понял о чем Вы.Я ещё пробовал просто присадку как - бы протаскивать по шву,тоже получается без чешуек,гладкий шов,правда я в основном чернуху варю.
-
@Учусь,А техника типо ползучая присадка,без тычков или я ошибаюсь?
-
@selco,Валерий ,раз спросили- рассказываю) Лопасти вырезаны частично газорезкой,частично плазморезкой.Далее зачистка окалины,потом на губки старых станочных тисков приварили бобышки с прорезями,а вместо рукояти- штурвал,таким образом заготовка расстягивается посредством расжима тисков.Далее порезка трубы,она на оправке протачивается под люнет,далее в люнете торцуется.Варим лопасти,помогая кувалдой им соблюдать шаг,варим бобышки мама- папа.Затем секция длинной около 2,5 метров протачивается в центрах снаружи ,по лопастям.Собираем секции всухую ,сверлим отверстия под болты магнитной сверлильной в местах сочленения секций.Далее монтаж,ставим прихватываем болты и места сочленения лопастей разных секций.Ну а с желобами и так я думаю понятно.Все это приводится в движение посредством двигателя,червячного редуктора,раздаточной коробки( внутризаводское изготовление ) и карданов с какой-то машины.Короче весело было) А вот сам станок.Довольно редкий.Их два в пролете и они одновременно способны обрабатывать конструкцию около 30 метров длиной.
- 3 962 ответа
-
- 11
-

-
В кои времена в этом забытом богами и чертями Городе выпал снег.У нас выпал снег из цинка...Заодно лазили на расточном станке и я пофоткать нашу рацуху- аццкую мясорубку.С этим стружкоуборщиком мы очень долго развлекались,на в итоге победили.Трубу ф200(160?)на желоба распускал вдоль я лично,125-й болгаркой,14 метров.День прошел и ладно...
- 3 962 ответа
-
- 16
-
-
@Вад11,Оооо,есть секретный русский технологий- обварка чопика.
-
@selco,Если гипертония назвать,точно бомба будет!А на рекламе дедок с красной коробочкой на фоне фазенды и слоган- всегда с тобой,твоя гипертония)))))
-
А отверстие нельзя в трубе сделать раньше стыка?
-
У меня боль в глазах и головная боль,когда я вижу Супрун.Это со сваркой связанно?
-
Патонайзеры.Скажу сразу ,что к бренду,мировым событиям и прочему я отношения не имею( ну мало ли).Итак,на работе имеются МФИ- 250 Р,ВДИ-250 Р,плазма,и был ВДИ-250Е.Все по сути я так понял силовую часть имеют похожую( смотреть например канал Измаил- Инвертор).Плазму я так и не понял,где применить и сдал на склад,только топор вырезал.А про МФИ подробней.Плюсы- вся фурнитура Бинцель,кабель питания жирный,подающее ооочень жирное,во всех видах сварки есть импульсный режим,сборка визуально приятная,вентилятор адаптивный .Еще подробней.ММА- четверку тянет даже на слабой сети( толще у меня нету), отключаемый БСН,можно регулировать ВАХ и форсаж дуги.ТИГ- тоже куча настроек,дуга приятна и устойчива на малых токах.МАГ- уверенно тянет проволоку 1,2. Недостатки.Сразу при обкатке на режиме МАГ сгорел предохранитель( возможно шлангпакет перегнулся и перегрузил подающее).Поставил жука и с тех пор так и работает.Грелся байонет и клемма на подающем- были не закрученны с завода.Кабель хоть и жирный,но ПВС,причем качества не особо .В режиме ММА не особо основой работает( хотя можно поднастроить), в отличие от 250Е( отлично работает основой). В режиме ТИГ претензий не имею вообще,доволен.В режиме МАГ,как бы это сказать,не четко работает тормоз,сварка точками очень затруднена.Все источники из-за формы корпуса склонны к опрокидыванию.Ну и самое неприятное-органы управления создал полный идиот .Особенно это донимает в режиме ММА- надо постоянно снимать крагу.Обзор очень краткий.
-
@psi,Серьезно? Маленький молоток с медными бляхами и короткой ручкой вот резко поломается?
-
@psi,Если Вы поломаете такой молоток,с меня пузырь))) Кувалды тоже так варил,правда с косынками,нормально.Ну а вообще совет верный.
-
@G_Kar,Насколько я понял ( точно не знаю маркировку)тулья 12 х18 н9 т ,полотно 12 х17 присадка 308.Нерж короче)
-
Всякий полезный инструмент.Штангель паян ТИГом ,неизвестной присадкой,может кто подскажет,что оно( CuSi?).Чехол из чехла ракетного топливозаправщика и ремня от СШ-68. Молоток сварен присадкой CuSn,блямбы из меди М-1.Чертилка и шабер паяны резаком латунью с бурой.
- 2 243 ответа
-
- 11
-
-
Хомяков хоронить.
- 469 ответов
-
- 16
-
-
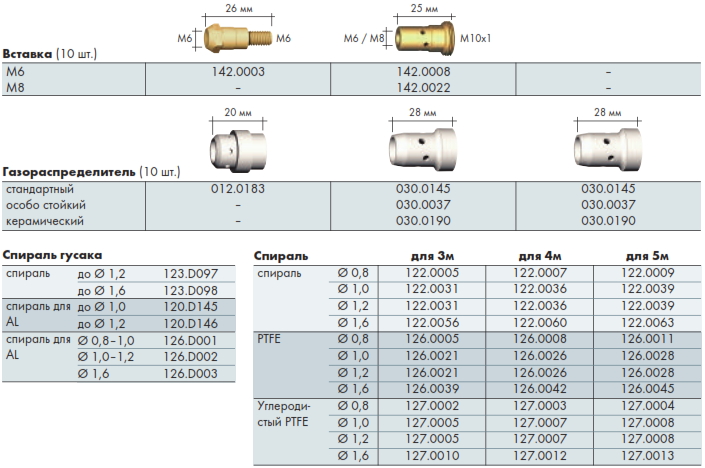
@copich,Есть,но в терминах я таки ошибся.Распределитель накручивается на вставку,в которой уже есть отверстия.Тоесть газ и так будет распределяться.
-
Рассекатель и так будет рассекать,а это изолятор и отверстия для газа в нем дублируют отверстия на латунном рассекателе.Служит для предотвращения токопроводяшей дорожки из брызг между латунным рассекателем( свечой) и соплом.Изготовлен из пластмассы,типо волокнита.Плавиться ему нечего,так как он охлаждается от горелки,которая в свою очередь охлаждается спиртом.Наружная часть гусака изолированная от внутренней отдельно.В воздушных горелках находится внутри сопла и составляет с ним одно целое ,тоже изготовлен из пластмассы.В терминах могу ошибаться,но смысл общий таков.
-
У меня ощущение,что на фото не резина,а ПВХ.Как по холоду себя ведёт?
-
@Глобул,Ну как-же не имеющих пластмассовых деталей,если четко видно бывший в свое время белым изолятор,просто он другой формы .Например. Ну почитайте все таки литературу,ведь литры это расход,а бары это давление,которое показывает манометр на редукторе