- Популярный пост


Учусь
-
Постов
1 230 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Учусь
-
-
@user123, Ванночка должна находится впереди дуги, а не за ней, какой металл бы вы не сваривали и чем бы вы не работали, это основа. А то что присадок сворачивается в каплю - дугу длинную держите. Что у вас дуга скачет - контакт теряется где-то и осциллятор мб потрескивает.
-
 5
5
-
-
Интересные ворота
-
3
-
-
@copich, Это горячий старт так работает. А форсаж дуги - наброс тока при кз. (чтоб электрод не залипал)
-
2
-
-
@RWS87, Надо бы трубу большего диаметра делать. Чем выше диаметр тем больше силу хвата развить можно. В идеале вообще как у гантели Инча - 62!мм
32мм считаю оптимальный минимум ИМХО конечно.
А ещё чисто у вас

-
2
-
-
Только вот одному там наверное опасно кипятиться.
Не, оптимальная температура 40 градусов. 3 мешка (средних) дров закидываешь и уходишь пока не прогорят и всё готово, потом по мере необходимости подкидываешь по паре полешек, но обычно угольного жара хватает на час-полтора. Но это без такой подставы, с такой ещё не пробовал. Наверное быстрее затопится и дольше тепло сохранит + дыма не будет, если дрова сырые будут.
Мне одному нравится, зимой в -30 под звёздным небом лежишь и кайфуешь

UPD @Шурпет, обещали исправить
-
5
-
-
@Steelcar, Не моё, я лишь исполнитель. Двойные стенки это тогда термос получится и вода крайне медленно нагреваться будет.
@Kondor416, Зимой надо и добро пожаловать

-
2
-
-
@morgmail, Кубитрон 2 отличные диски, но их цена, т.е. минималка за которую можно приобрести в барахолках начинается от 120р, хорошие отрезные, что пферд или клингспор можно купить за 30-35 и я очень сомневаюсь что кубитрон переживёт 3-4 таких диска. Потом сравню, когда буду покупать очередной набор полезняшек попытаюсь найти где заказать кубитрон не за дорого.
Во всём важен баланс: экономической составляющей и комфорта.
Надеюсь данная тема будет дополнятся.
-
3
-
-
- Популярный пост
- Популярный пост
-
- Популярный пост
- Популярный пост
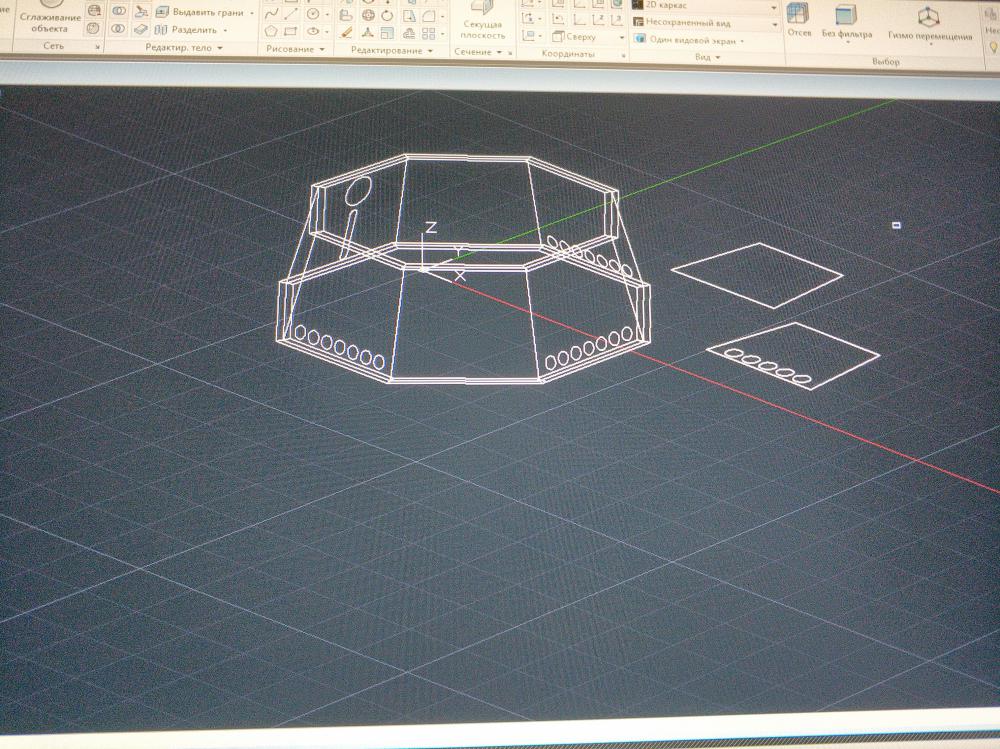
В общем вот такую штуку решил сделать
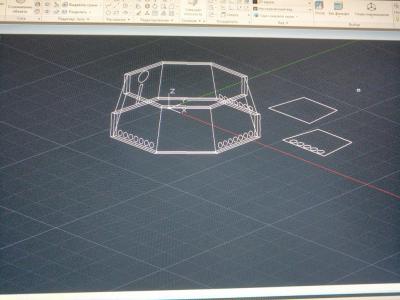
И собсвенно сделал

Но как всегда всё не просто. Менял проволоку и отломал голову у держателя наконечника. Магазины закрыты, и почему то я не покупал запасные. Пришлось тигом поработать
Не много ступил, выкрутил наконечник перед сваркой, большая ошибка, не много держатель изменил геометрию и наконечник плохо вворачивался. В саму горелку вкрутилось всё нормально.
Материал вроде латунь или нет, цинка было минимум.

-
17
-
Апну ка я тему.
Не большой тест отрезных 125*1.
Три марки.
orientcraft professional
PFERD PS-FORTE A P
WURTH SPEED Plus
У всех дисков биения не было.
В качестве подопытного - проволока или если хотите пруток д12
10 резов. orientcraft выбывает сразу, расход более чем в два раза больше. PFERD и WURTH паритет.

Еще 11 резов

-
@Классик, А кусочков нет листа? Если их меж собой своим телом внахлёст сварить и всё нормально будет то провод ваш и виноват. Попробуйте вашим проводом на стальной пластине валик по наплавлять. Медь со сталью хорошо сваривается.
Проблем в сварке особых нет, ну кроме 70А/мм на вскидку, и очень жидкотекучести её (т.е. все быстро надо делать).
-
1
-
-
@BooMkin, Рядом с пивнушкой из поликарбоната. Как бы не завандалили красоту.
-
@Plus, Для чернухи нужно больше току. Хотелось бы увидеть фотки прихваченных катушек до сварки. Есть два варианта. С притуплением или с зазором. Я для себя выбираю зазор 1,6мм. Ток ставлю в районе 120А, начните со 100. Пруток 1,6 и он всегда в ванне, в противном случае прожечь можно просто на раз. Ванночка всегда должна находится впереди дуги, чем бы вы не сваривали.
"чёрный" металл после первого прохода неплохо окисляется и последующий , без подготовки , варится сложнее , чем очищенный ( смачиваемость низкая )Очень правильное замечание.
А ещё, я смотрел, чернуху перед сваркой резаком прогревают, дабы всю воду с поверхности испарить. Тоже наверное положительно на свариваемости сказывается.
-
2
-
-
А может и чернуха
Мне кажется нержа, чернуха при таком перегреве закипела бы. ДА и судя опять же по побежалости, при таком нагреве, она на чернухе по идеи должна уйти куда дальше.
Вот интересно когда товарищ @Plus, внесёт таки ясность.
-
2
-
-
Ага. Да блин паяльникам так сделать, я бы этот паяльник в причинное место художнику засунул, достаточно нормальным маркером на корпусе нарисовать, фиг сотрёшь. Перфекционизмкосяк - цифирки?Кстати зарегистрировал её на сайте, для гарантии, интересно чек из комиссионки сойдёт, как покупка нового инструмента, по факту он же новый и так.
Я всё жду когда там с одного завода лорх с3 бартером в счёт зарплаты возьмут, но только там по стечению обстоятельств исправно людям платят
-
Очередная посылка от Романа.

Спасибо
-
4
-
-
Положительный отзыв о продавце с авито и по совместительству комиссионном магазине именно в нём я и взял ПШМ. С описанием не обманули, отправили через 3 часа после получения денег. Работают как с налом(перевод на карту), так и по безналу. Не знаю, захотят ли они здесь у нас поселиться, но предложу. К сожалению других прикольных предложений (или мне так кажется), на момент, получения мной и проверки соответствия уже нет. Но может вам что понравится.
-
1
-
-
В общем вот такую взял (FEIN GSZ 11-320 PERL):

За линейку не переживайте, она у меня для рычага или раздвигания листов при прихватках.
Обошлась она мне в 18к. Состояние новой, не обманули, ну может пару раз включали её. Правда без ключей и с не большим косяком, оторвал бы руки за такое:

Металл дерёт классно (лучше чем дрелью
 ).
).-
6
-
-
Вот что бывает после погрузочно-разгрузочных работ
У меня недавно тоже рука трястись начала, поподнимал тяжёлую фиговину перед обедом, думал с голодухи, поел, не прошло, 5 минут подержал горелку в руках и просто ушел домой
@Plus, Нержа? Без поддува? Вообщем смотрите, судя по зтв: по дальности распространения цветов побежалости, слишком долго греете железку, либо если свариваете без поддува и с зазором, то оксидация ванны мешает нормальному переплавлению и вам приходится греть ещё больше. Либо, в противном случае, просто у вас мало току. Для тройки, для новичка, если без зазора, начинайте с честных 85А.
-
2
-
-
@Глобул, Я задумался на порошковой проволокой, тут вполне возможно серийные заказы ожидаются, где железки по 16+мм, буду считать дебет с кредитом. Первые экземпляры сам делать буду, в дальнейшем будем посмотреть. Не люблю загадывать, а то после такого все планы рушатся, но пока есть время и желание всё равно готовится надо.
По местных поставщиков газа.
Наши местные тоже не хотят, говорят никому не надо и о технологиях сварки никто голову не ломает. Нет у них возможности делать такие точные процентовки (точнее нет желания покупать смесители, бизнес есть бизнес, сегодня вот общался), сколь даванули, столько в баллон и попало, т.е. без гарантии. Вот если согласен на такие условия, то сказали приехать в понедельник, и мы вместе с главным инженером попытаемся чего-нить сообразить. Ну ничего эксперимент ценою в тысяч в 5 (заправлю 2 баллона - 2400+300 доставка, + в случае чего менять их на обычную смесь 98/2 и 82/18 ещё 2000 + 300р) чтобы удовлетворить любопытство и посмотреть как там дуга себя ведёт с присутствием кислорода, почему бы и нет, каждый сходит с ума по своему
. А вообще меня работы местных заводов (по части сварки), это как из прикола, что мол сварщик в продукции смотрит лишь на сварочные швы, очень печалят.-
1
-
-
@Hlorofos, 1) Под нерж и чернуху разные смеси. Не удобно.
2)На 98/2 растекаемость ванны без пульса не очень. Хочу смесью подкорректировать.
3)Добавка не большого количества кислорода при сварке чёрной стали позволит мне сваривать в струйной переносе на моем ПА. У него ограничение 26 или 27В.
4)Просто хотелка. Буду тренд задавать новый.
5)ПА ближний кттс, если дельце выгорит непременно возьму. И отчасти 3-х компонентная смесь может в этом помочь.-
2
-
-
@Hlorofos, Да не сильно дорого, до 1500 думаю, у нас что аргон что смесь двухкомпонентная по 950р. Нормальный смеситель на 3 газа, сколь стоить будет, от 100?, товар специфичный и в бу сегменте ну навряд ли я его поймаю, да и к этому девайсу уже тогда проще криоцилиндры взять будет. А ПА 350+А, что на мой взгляд, более приоритетно. ) Всему своё время. Что по смесям, посоветуете какую?
-
@mehanik1102, Кусочек там сколот, вроде.
-
Народ, совет нужен.
Хочу на трёхкомпонентную смесь для Па перейти при этом универсальную (для аустенитной нержи и для чернухи). Склоняюсь к этому. 90Ар/5С02/5О2 либо 96Ар/3СО2/1О2, но боюсь что в последнем случае точности такой на станции не добьются, зная что кислоту они по весу добавляют, потом аргон закачивают. Понимаю что универсальное враг хорошему. Что думаете?








Как сварить прутки из нержавейки
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем Учусь
Итак. Хотелось бы услышать ваше мнение по поводу таких швов.
После 2-ой нержи, с троешной работать очень приятно
Итак, нержа 3мм, ток сварки наружки 100А, присадок 1,2мм, постоянно в ванне:
Местами не большие зазоры, но они не мешают, в процессе всё стягивается.
Швы (не стараюсь делать их светлыми ибо потом всё равно станут фиолетовыми):
Внутрянка после сварки:
Швы внутри(по тому что на картинке выше), ток сварки 115А, присадок 1,2, периодически подаю: