keria
-
Постов
391 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент keria
-
Ага! Исчё с гвоздем вместо электрода попробуйте, воздухом на него подуйте. Может Патона переплюните по производительности и экономии
-
@Ильдарка, Вальцуют спец прибором-вальцовкой. Бывают ручные, бывают пневматические. Но для вальцовки нужны трубные доски (решетки) невероятной толщины. Например в котлах ДЕ иДКВР барабаны толщиной 13 мм делают исключительно для вальцовки, что бы давление держали. Со сваркой при расчете напрочность толщина будет гораздо меньше. В водоводяном скоросном подогревателе ПВ1-114х2Г(н) - 1,0-1.79-Т трубная доска такой же толщины как и фланец. В мм не помню, но очень толстые. Ваш нерж дешевлебудет варить чем утолщать. Для труб существует технология СВД (сварка вращающейся дугой). В магнитном поле дуга вращается силой Ампера , электрод неподвижен. Очеь ускоряет. Может есть смысл подумать о приобретении соответсвующего оборудования? Как чувствует себя ваша квадратная емкость из нержа? Ачто строите если несекрет?
-
один к оному
-
@круазик, А где вы такой шикарный канал добываете?
-
3Dпринтермля
-
@kol1978, ваши глубокие познания в технологии сварочного производсва впечатляют. Вероятно, вы сварщик-технолог, а может и инженери и с высоты вашего практического опыта можете плевать на сугубо личное мнение форумчан, но Джоуля то с Ленцем уважайте пожалуйста, ифизику чтите в полной мере. Она с математематикой есть инструмент инженера. Q=U*R в крайнем случае I2R, на самый худой конец U2/R. @Глобул, гораздо лучше , во всяком случае полезней. Я нашел у себя пластинку ровно 12мм. сварю и сфотографирую рядом с тем маркером.
-
Лучше Вас никто не знает, только автор, у Вас полный тех процесс на руках ! Это к конструктору электровозов. Таковых можно найти тут http://forum.dwg.ru/ . На сколько мне известно, сейчас главное для защиты диплома пройти проверку текста на антиплагиат, что бы студенты-сварщики не присвоили себе цитаты Козьмы Пруткова, Макиавелли, или не дай Бог не цитировали ГОСТ14771. (Маразм крепчает). Замените 40х на 16Г2АФ к примеру (низколегированная сталь высокопрочная с нитридами ванпдия). На сколько она подходит к данному изделию, пусть разбираются конструкторы паровозов))) Скажите, что экономите на отжиге. Шутка конечно. Попробуйте внедрить вместо полуавтомата автомат. Экономия явная, охрана труда и промсанитария на высоте. Правда Вам потребуются его чертежи, наверное?
-
Что поверять будете? Терзают смутные сомнения, что при 150 Ати Ваша трубка парковки поверочного манометра (читай труба шовная водогазопроводная ГОСТ не помню, сталь ХЗ но искры высекает, толщина стенки чуть больше 2мм минус глубина канавки резьбы) сделает бабах.
-
@Dead Pig, а что значит ?
-
@tengo, Ошибочно варить нерж по технологии углеродистой стали. У Вас рядом два специалиста 4 уровня, мне ещё расти и расти! Они знают как, но не хотят выполнять вашу работу. Вы решили свалить её на меня? (Зачем натирать до металлического блеска нерж? Он без того блестит!) На Ваш первый вопрос я уже отвечал. Если нужно расшифровать, то в правилах аттестации сварщиков (ну и специалистов, конечно) написано примерно так: -"Лицо чьи устные или письменные распоряжения обязан выполнятьсварщик, должно быть аттестовано". Они аттестованы-значит имеют полное право нарезать вам задачи по своему усмотрению. Слушайтесь и повинуйтесь)
-
@Георгий 11, Ну и плюс заказчик 4 уровень. Есть кому карты делать но никто не хочет за подчиненного работать )
-
Ну и плюс заказчик 4 уровен. Есть кому погонять студента)
-
@tengo, Правильно делает ваш заказчик. У вас в карте нет самого главного - марки свариваемого материала. Судя по электродам это нерж. В таком случае у вас карта абсолютно сырая, там много нюансов, Он вас еще столько же гонять будет. А в итоге у вас будет минимум 2 карты, на поворотные и на неповоротные стыки. Гоняет молча, так вы за это деньги получаете. Он 4 уровень, наверняка знает в чем дело, но видимо за вас работать не собирается. Изучайте нормативку. Сочувствую, но вам все равно повезло, заказчик грамотный и не даст вам накосячить. Переделывать раза в 3 дороже чем сделать правильно сразу. Вы это уже на себе прочувствовали ))). Если бы прочувствовали сварщики было бы всем досадно. Извиняюсь, марка в заголовке указана, но все равно сырая карта. Обычно марку в таблице технологических требований вписываю.
-
Он на третий уровень аттестован, а его начальники на 4! Вы устали на работе?
-
При 100% РК не подконтрольный?!!!
-
Ну профильная трубка явно не более 2 мм. Я мало работаю с листами, 12мм и 14 без инструмента не отличу, Но сравнительно небольшие листочки переношу двумя руками с большой осторожностью, в этот момент подумываю о приобретении спец обуви с металлическими носиками для защиты пальцев от падения.

-
@Глобул, а смысл этого видео в том , что глубина провара зависит от метода сварки. Push-pull по нашему тяни-толкай, а по сварочному углом вперед-углом назад, у газосварщиков левый-правый способ.
-
@Глобул, именно так и подумал, до миллиметра. Просто уже лень раздувать сообщение было.
-
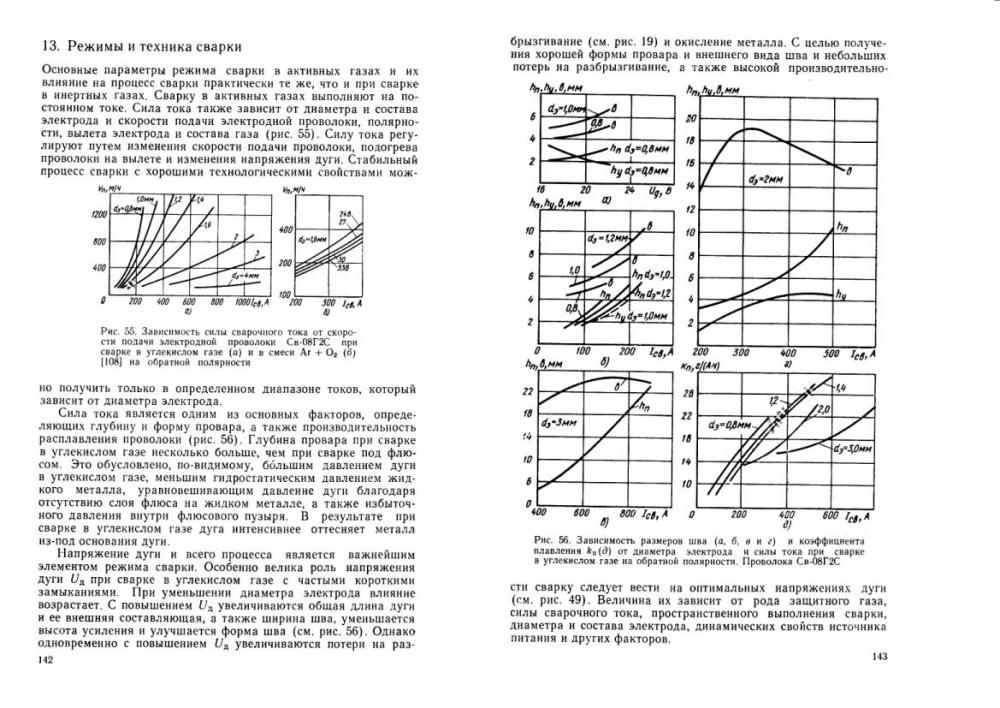
@Глобул, как вы там 3 мм, провара намерили? А если вам так показалось, то какая же там высота валика?!!! ОГОГО. А высота усиления там какая, миллиметров 9 по вашим расчетам? Если оттолкнутся от нормального валика скажем в 3 мм то я вижу провплавление от 1 до 2 мм не более. Другое дело, что г-н Потапьевский накосячил. На картике (56 в) все соответсвует моим предположениям, а вот на (б и г) у него глубина проплавления больше чем высота валика. Даже в вашем видео все наоборот. Если на картинках (б, г) поменять буквы hп и hу местами, все встает на свои места. Что поделать и на старуху бывает проруха. Попутал буквы Потапьевский. Я вот тоже в спешке обозвал к(п) коэффициентом проплавления, а это у него коэффициент наплавки. А вот серьгу в ушах носят либо пираты, либо пи-сы. Корабля на видео не замечено)))
-
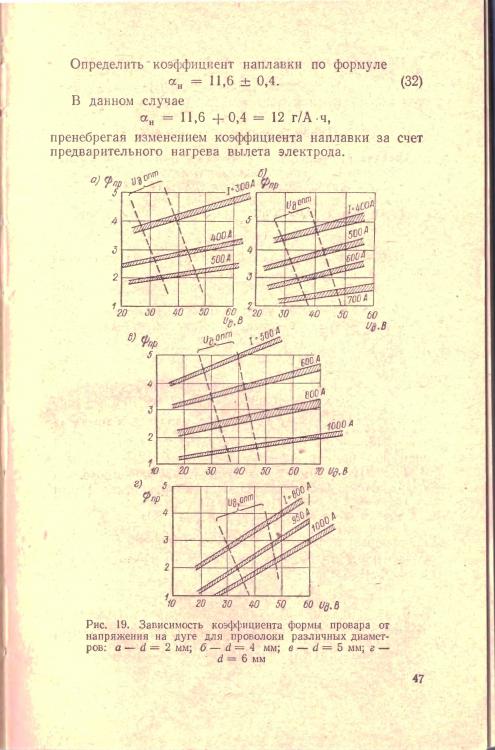
@svarnoi69,@Глобул, а никто и не спорит! Просили подробней-пожалуйста. Там честно написано-сварка производится без зазоров, автоматы так умеют варить и легко справляются с токами больше 1000А. При сварке в разделку форму и зазор учитывают соответствующими формулами, а вместо глубины подставляется значение, которое называется "расчетная глубина проплавления". Да вообще, там слишком много заморочек, по пять лет в институтах учат и нифига не знают. Принципиальность вопроса в том, что считается все, вплоть до хим состава металла шва в зависимости от основного и сварочного материала. Скажу честно такие расчеты делают только для автоматов. Для рукопашников производить такие расчеты не имеет смысла (сугубо мое личное мнение) по многим причинам. Если сварщику задать скорость перемещения дуги 4 м/ч, он резонно будет требовать спидометр под маску. К тому же диапазон токов, которые способен вывезти человек довольно узок. Но сам принцип должен сохраняться для любого способа дуговой сварки ( между током и проплавлением зависимость прямая). Есть способы и проще прикинуть глубину проплавления, когда все расчеты проведены и сведены в таблицы и диаграммы. Например так. (автор снова оставляет нам самим решать какие буквы что означают. Возьму на себя смелость и расшифрую: hп-глубина проплавления, hу-высота валика усиления, в-ширина сварного шва, коэффициент проплавления к(п) есть отношение в/hп. Вообще, по аналогии существет и понятие коэффициента формы шва , это в/hу. (информационную нагрузку несет рисунок 56).
-
@Глобул, пожалуйста. В данном примере автор умалчивает, но h-это глубина проплавления. Т.е. h=0,6s=0,6х10=6 мм. Таким образом при токе в 545А проплавляется 6мм стали в глубину. Грубо говоря 1мм/100А, более точно 1,1мм/100А.
-
Считается. Там все муторно, но для практического применения можно принят 100А 1 мм. Конечно это актуально для автоматов. Они умеют и слепые стыки варить (без зазора). Берешь сталь 12 мм, 700А с изнанки, 700 с лица, полный провар, красота. @Stahls, для таврового или углового стыка в ручном исполнении важно проплавить хотя бы на 1 мм, это очень сильно влияет на прочность шва. Если понятно о чем речь на том остановлюсь, если будет необходимость. могу с картинками пояснить.
-
Медь нужно варить медью, какой смысл на нержавейке делать черный шов?!@Drakko88, У меди огромная теплопроводность и теплоемкость, что бы её расплавить нужна намного большая погонная энергия, чем для стали. токи нужны значительно большие, как сказал @morgmail[/b. На 100% не уверен. но можно попробовать прямую полярность,(плюс на изделие), плюс греется немного больше чем минус, но лучше в литературе уточнить (а со временем всегда беда). Помню, что варят на подкладке, что бы на вываливалась ванна и перед сваркой травят азотной кислотой, промывают, сушат. То что азот для меди-хорошо, тоже верно, хотя гелий и аргон годятся.
-
Очень интересно, А люк подробнее сфоткать можно? Какой проволокой варили? Чугун не трещит? Была такая же история- лаз большой люк маленький. Решил по периметру обогнуть уголок и приварить. Варил ММА-электроды ширпотребные разныевообще не смачивают чугун, собираются в шарики. LB трещат при остывании,а если не трещат то легким ударом молока валик скалывается. МТГ01К рулит, прекрасно варится, валик скалывается при помощи зубила и молотка. Обварил, однако так оставить не рискнул, снизу еще сварил решётку из полосы и правил к уголку.
-
Для сварки на постоянном токе характерной неприятностью является " магнитное дуть" - отклонение дуги в собственном или внешнем магнитном поле, а так же отклонение в сторону токоподвода (массы). Главным достоинством рутиловых электродов типа АНО-21 является хорошая стабилизация дуги и как следствие возможность сварки на переменном токе. Попробуйте переменку, пляска дуги должна прекратится, она будет 50 раз за секунду отклоняться в противоположные стороны, но в итоге должна гореть ровно.