Mykola
-
Постов
361 -
Зарегистрирован
-
Посещение
-
Победитель дней
24
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Mykola
-
Samon Если для Вас не пустые звуки такие понятия, как ферритизаторы и аустенизаторы, то цитата из Патона будет понятна А если не вдаваться в теорию сварочных процессов, то я просто привел выше рекомендацию из книги Ф.А.Хромченко "Сварка оборудования электростанций" из раздела "Сварка сталей разных структурных классов"...

-
Hunter Интересный способ исследования Вы выбрали... Не проще ли обратиться металлографическую лабораторию? Из всех известных металлов, магнитными свойствами обладают железо, кобальт и никель, а еще редкоземы: гадолиний, тербий, диспозий, гольмий и эрбий. Вот и попробуйте угадать с трех раз материал, которым Вы озадачили читателей форума...
-
Dimm Добавьте в свой керосин анилиновый краситель... И получите те же яйца, только без затрат на аэрозолевый наполнитель...
-
blazen79 Вот здесь тоже на "аглицком"... http://en.wikipedia.org/wiki/Friction_stir_welding Но гугл-переводчику все нипочем...
-
plastilinko Сможете, если будете поддерживать вылет проволоки на том пределе, когда от перегрева она не расплавится возле губок держателя... Вы прикиньте количество подаваемого тока относительно площади сечения стальной оболочки проволоки (А/мм2)...
-
blazen79 Способом "с отрывом" можно только залепить, но не заварить качественный шов, особенно в случае с трубами... Каждый отрыв и зажигание дуги - потенциальный дефект. Умение настроить режим в соответствии с толщиной металла и применяемым электродом, одно из основных составляющих профессионализма. Даже качество электрода при наличии его - второстепенный факт...
-
Evgen Я тоже владею статистикой не понаслышке... И тоже в качестве инструктора в фирме, оказывающей услуги подготовки сварщиков для биржи труда. За время работы более сотни человек прошло через мои руки, в буквальном смысле этого слова... Курсы довольно интенсивные - за 320 часов нужно изложить теорию и натаскать в практике новоиспеченного сварщика. Могу сказать, что из группы (обычно 14 - 16 человек) профессионально сваркой овладевали 5 - 6 человек. Подтверждением этого была сварка образца на евросертификат. Из такой группы обычно один или два человека, как начинали варить, так и заканчивали по окончании курса. Швы выглядели точно так же, как на снимках. При этом я неоднократно брал за руку такого курсанта и показывал приемы манипуляции электродом, призывая следить за процессом формирования шва и указывая на его ошибки. После такого начинаешь понимать, что не всем дано овладеть этой специальностью.
-
Maler Тот, кому суждено быть сварщиком, с нуля, через неделю угловой шов на вертикале лучше поднимают. Я бы посоветовал заняться другим делом и не тратить напрасно время. По опыту знаю, что если человек в течение недели не понял процессов происходящих в сварочной ванне и не научился ими управлять, профессионалом не станет. Увы...
-
Перекладываете ответственность выбора на других?... Вот для примера http://www.tss-s.ru/cat/index.php?productID=26880&PHPSESSID=5vljuruqv8s74pogub5108gbt2 Как повод самому поискать в сети...
-
Есть подозрение, что бюджетным не обойтись... Понадобится инвертор у которого есть две ВАХи - падающая и жесткая. Получится, как у девушек, покупающих под цвет туфелек автомобиль...
-
EV1959 Лантанированный электрод более стойкий, чем торированный, но имеет затрудненное зажигание. Вылет электрода в ТИГе определяется расстоянием сопла до поверхности металла которое, в свою очередь, должно обеспечить надежную защиту потоком газа. Иногда в технологических целях приходится увеличивать вылет электрода, в таком случае, чтобы избежать его перегрева, нужно увеличить диаметр. Но и его нельзя очень сильно увеличивать, т.к. из-за малой плотности тока начнется блуждание дуги. Вот такая "сказка про белого бычка"... Чтобы она стала понятнее тут вот есть таблички. tabl.doc
-
strannik У вас есть предположение, что если бы попробовал, то сразу выбросил на помойку все трансформаторы и инверторы с плазморезами?... Мне достаточно увидеть процесс формирования сварочной ванны и сварочный шов, чтобы сделать заключение о качестве сварки. Все это ярко продемонстрировано в роликах (особенно замечателен процесс сварки нержавеющей и, почему-то, дополнительно ОЦИНКОВАННОЙ лопаты... ). А Вам, для убедительности, нужно сделать микрошлифы сварных швов, провести их испытания в соответствии с требованиями и представить это на суд потенциального покупателя. Лозунги в технике не служат аргументами.
-
Цитата из Вашего первого, в той теме, поста: И в самом деле, на этом про сварку закончили... Дальше пошла околонаучная чушь о роли спирта и важности его дозировки для получения достаточной защиты - алхимия, да и только! Сварщики Вас пытались как-то робко убедить, что представленный аппарат никакого отношения к сварке не имеет... Но производителю - хоть кол на голове теши... Ему главное продать. Особенно силен аргумент про кувалду в испытании качества шва! Могу просто присоединить свое мнение не просто сварщика, но инженера-сварщика, к противникам этого прибора, как сварочного и тоже сказать: ЭТО НЕ СВАРКА! Вдвойне, кроме некачественных швов, вред от продвижения на рынок сей изобридеи в том, что люди будут думать, что так нужно варить и это верх совершенства сварочного процесса. Вот режет аппарат с напрягом железки - и ладушки... Может сгодится кому вместо "болгарки". И место этому прибору рядом с биофотонными приборами для одновременного лечения геморроя и насморка из телевизионной рекламы...
- 21 ответ
-
- 2
-

-
strannik Так в чем проблема найти профессионала и убрать это позорище из сети?... Просмотр всех роликов о сварке «Плазаром» вызывает ассоциации с «Бриллиантовой рукой»: «...и брюки легко превращаются... превращаются брюки... брюки превращаются... в элегантные шорты!» Сердце сжимается от жалости при виде раздувания этого самовара! Нельзя без сочувствия к сварщику наблюдать капающую с конца воду и периодически пырскающий из сопла пар… Помнится, бабушкин керогаз надежнее разгорался... Но эстетическая сторона процесса еще не самая решающая. Задача сварочного процесса - в получении качественного как по внешнему виду, так и микроструктуре, шва. Квалификация сварщика, в случае с "Плазаром", здесь ни при чем. По определению, даже профессионалу заварить этим прибором качественный шов невозможно. Вы обиделись на мое замечание о сварке водой и посоветовали «изучать вопрос», а его и изучать нет смысла – все лежит на поверхности. Разумеется, для человека, прилежно учившего в школе химию. Вода (Н2О), при любом разложении, дает на два объема водорода один объем кислорода, а при сжигании этой смеси образуется гремучий газ, продуктом которого получается, опять же, вода и энергия, в количестве затраченном на ее разложение. Создав этот аппарат, нашли «философский камень», который из воды получает золото или нечто иное, что способствует качественной сварке? Известно, со времен открытия сварочного процесса, что сварочную ванну нужно защищать от атмосферного воздуха. Для этого люди придумали раскисляющие, легирующие и защитные компоненты. Что из них присутствует в водяной плазме? Только вредные для металла компоненты: водород и кислород. Потому и приходится сварщику совершать эти судорожные движения соплом, чтобы хоть как-то пробиться сквозь окислы и приплавить окисленную каплю присадки, к окисленными же, кромкам. Если поставить рядом газовую сварку, то там углеводород (ацетилен, пропан) разлагаются на окись углерода и водород в чистом виде. Первый из них, отбирая кислород, раскисляет сварочную ванну, второй – восстанавливает железо из оксидов. Водяная плазма только окисляет сварной шов и насыщает его водородом. То жалкое количество углеводорода в виде спирта, только окрашивает пламя плазмы. Иначе его не было бы видно. Смешно, когда сварщик из ролика делает великое умозаключение по поводу смягчения сварочного пламени с увеличением количества спирта. Если бы он был знаком с газовой сваркой, он имел бы понятие об окислительном и науглераживающем пламени. Первое с избытком кислорода, второе – углеводорода. И пламя, соответственно, в первом случае жесткое с резким звуком и мягкое, ярко окрашенное – во втором. Плазменная сварка так же имеет два газа: плазмообразующий и защитный – оба при этом, нейтральные по отношению к свариваемому металлу. Внешний вид сварного шва от «Плазара» имеет вид шва, сваренного газовой сваркой окислительным пламенем и еще, когда сварщик пытается ядром пламени, где произошло неполное разложение углеводорода, «ковырять» сварочную ванну. Таким образом, разложение (ионизация) воды, прилагая большое количество энергии, чтобы снова получит в сварном шве воду – равносильна толочению той же воды в ступе. Проще, на мой взгляд, взять голую проволоку, дать на нее электрическую энергию, зажечь дугу и поливать ее водой из чайника – эффект будет равнозначный сварке «Плазаром»…
- 21 ответ
-
- 4
-
-
strannik Я даже не пытаюсь вникать в эти "пляски у парового котла" в темах о Плазаре... Моя подготовка в профессии позволяет дать ему критическую оценку, которая далека от восторга сварочным процессом и видом полученных при этом швов. Я понимаю, так же, Вашу позицию производителя... P.S. Сварщикам это надо видеть!... http://www.youtube.com/watch?v=iAzdu8BD2Ps&feature=related Кино и немцы...
- 21 ответ
-
- 1
-
-
strannik А Вы без шуток дайте спрашивающему совет... А еще лучше похвастайтесь достижением в сварке колес этим чудом техники.
- 21 ответ
-
- 1
-
-
blazen79 Приходите к заказчику со своим аппаратом, окидываете взглядом их оборудование и даете команду: "Меняй на СЭЛМу!"... А фирма Вам, за содействие в продвижении на рынок, процент от прибыли...
-
jon Водой варить алюминий - это надо додуматься... Обычно наоборот: в алюминии воду варят...
- 21 ответ
-
- 2
-
-
blazen79 Вы правильно понимаете задачу конвертора. Если это нужно для работы на хозяина, то в чем Ваша головная боль?... Для работы ТИГ к конвертору нужна еще одна приставка БУ-ТИГ: http://invertor-sv.com.ua/index.php?productID=65 Предполагаю, что по стоимости в полтора - два конвертора...
-
blazen79 Конвертор, который Вы привели в пример в начале темы - прибор для работы от многопостового источника питания. И зачем он Вам?... Вот подобный от Линкольна: http://www.sibmk.com/lincolnelectric/uip/Muiti-Weld_350.pdf Из словаря сварочных терминов:
-
Вот такой конвертор, судя по характеристикам, стоящая вещь: http://www.ets-engineering.ru/catalog/?t=9&id=105
-
nak79 Ну, что там не понятно? Вполне вменяемый текст, из которого понятно, что в первой строчке стоит МММ-5, во второй - УОНИ 13/55 и в третьей - Ц-3.
-
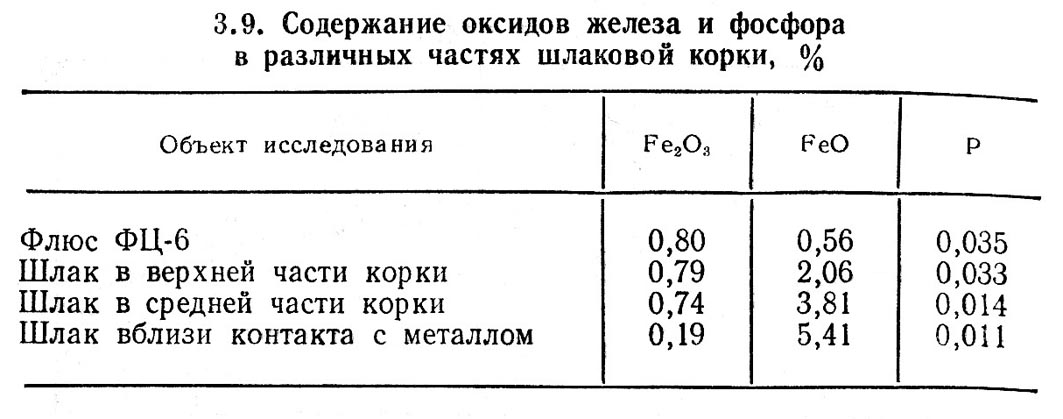
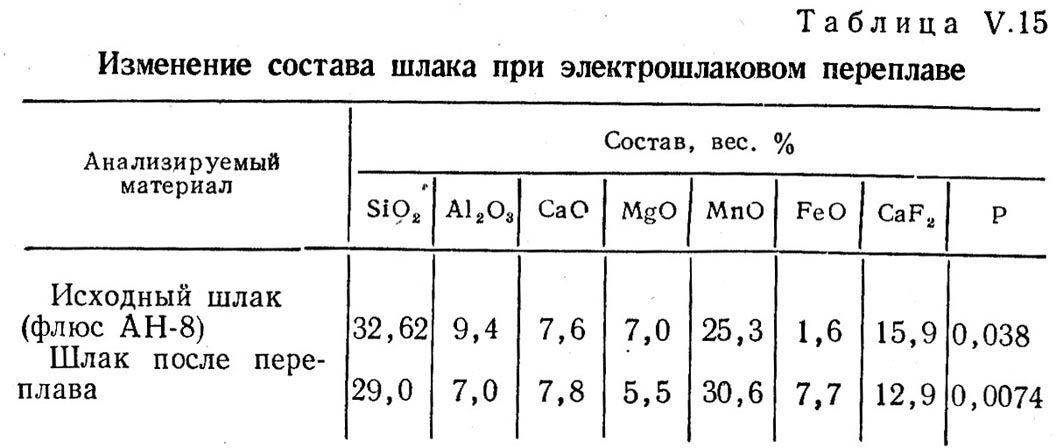
nak79 У каждого электрода и флюса получается своя шлаковая корка. Даже состав свариваемого металла оказывает свое влияние на состав шлака. Предполагаю, что в искомой таблице рассматривался узкий перечень флюсов или обмазок электродов. В книге "Сварочные материалы для дуговой сварки. Т1" под редакцией Н.Н.Потапова. нашел эту табличку: А эта таблица из "Теории сварочных процессов"
-
Пришлось однажды быть свидетелем попытки восстановить такое же наржавеющее чудо после нескольких пикников... Там тоже сбоку что-то было выгравировано. Днище и стенки пришлось усиливать жесткостями из согнутого уголком профиля и с помощью кувалды, струбцины и какой-то матери притягивать покореженные стенки к этим жесткостям. Дело в том, что нержавеющая сталь обладает плохой теплопроводностью, неравномерной в направлениях. Это обусловливает непредсказуемые деформации под действием высокой температуры. Попользуетесь, покажите впоследствии во что превратится этот мангал. А лучше - не пользуйтесь. Пусть стоит в углу шашлычной и радует глаз...
-
blazen79 Успокойтесь... Кратера, по определению, не должно быть так, что показывать нечего. Есть замок и чем его труднее отличить от основного шва - тем выше мастерство сварщика. При сварке образца на сертификат РДС, таких замков получается несколько, а при сварке полуавтоматом, его образуют намеренно в середине, чтобы подтвердить квалификацию. Сварщиков приходится специально натаскивать на получение качественного замка. Есть специальный прием предварительной подготовки стыка в конце и начале шва, чтобы как можно незаметнее сделать переход к новому шву. Заключается он в выборке тонким отрезным диском предполагаемого дефекта в конце шва, радиусом образующей диска, с таким расчетом, чтобы наплавленный металл в корне был утончен "на нет" и был переплавлен при продолжении шва.