

Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Глобул
-
-
Нет, не всё равно.По питанию - все равно - хоть 220 , хоть 380При поточном процессе на п/а важна стабильность настройки, а это только 380.
На одной фазе настройка будет плавать -- никаких нервов не хватит.
-
 2
2
-
-
- Популярный пост
- Популярный пост
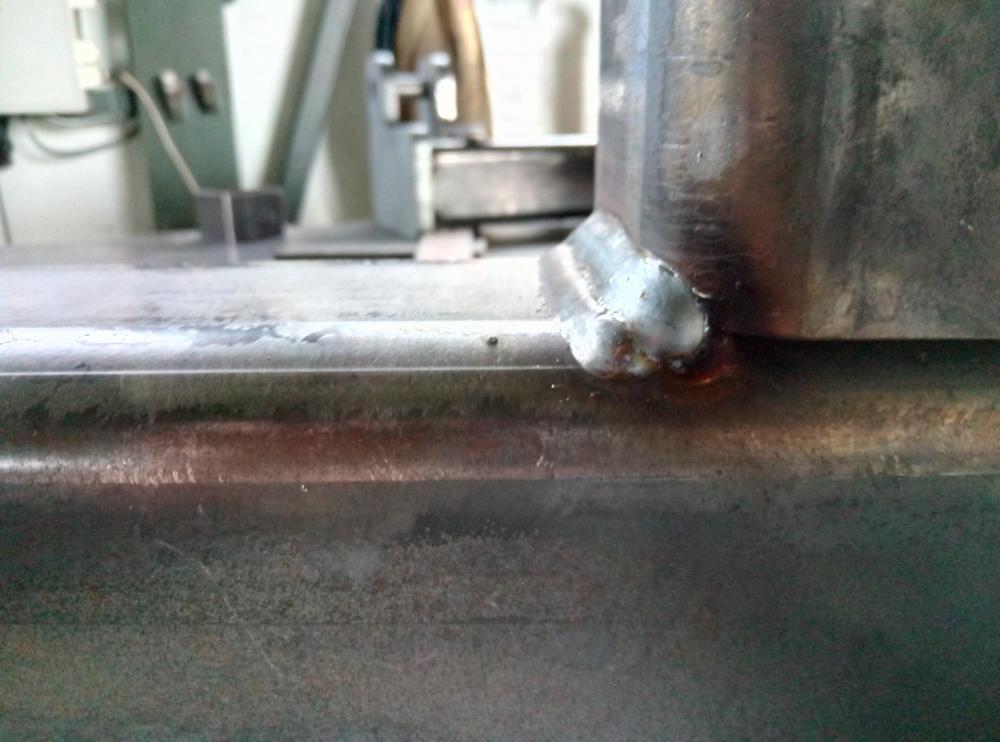
нет. в данном случае варим корень ниткой(катет около 5) потом сверху две нитки вниз и вверх. получаем катет 10. провар там, где дуга. первый проход в стык деталей дугой. второй проход дугой в стык корня и нижней детали. третий дугой а стык корня и верхней детали. каждый последующий проход перекрывает предыдущий примерно на 50%. при правильных телодвижениях шов получается цельный ,@sneiper, Варить так как сказал тов. @caro. Если у вас там на работе сильно требовательный умник имеется, то попросите обьяснить, с каких пор, и по каким нормам мы наваливаем такие катеты одним проходом. Может для красоты разве...
Дальше надо шов выводить -- на задницу предыдущего шва. Следовательно предыдущий шов надо начинать немного раньше, чтоб потом на этот навал загнать кратер следующего шва.Как можно избежать таких обрезов на углах?Кстати и кратера такого жуткого в конце шва не будет если делать трёх проходной. Просто наваливаете первый проход углом назад -- получается бугор, а затем этот бугор с двух сторон привариваете к основному металлу, но плоскими швами -- углом вперёд. После обработки щёткой граница проходов практически стирается и становится мало заметна.
Конечно.Приходится каждый раз переворачивать?Вы можете сделать красивый вертикал, и красивый шов в нижнем, но рядом они смотреться будут плохо.
Вот вам малёха фоток чтоб подумать.Все швы мои.











-
13
-
И с проволокой вё в порядке.Прикрепленные изображенияОстаётся качество железа и качество зачистки.
-
@NW51, присоединяюсь к мнению, что ММА аппарат вам надо хорошо упаковать, и отнести домой.
И электроды тоже -- а то за пару лет им капец придёт.
-
А могут и пиналку отломать.@Schlosser, дядьки грозные запинают))))
-
2
-
-
Ну и яж про этот прикол. Неужели ты подумал что я всерьёз про давление которое шлак держит. А если про бабочку говорить, то она полегче чем полуавтоматом по кругу ровно проложить.Сань, ты чего? Человек прикалывается...все норм.
-
3
-
-
А по моему у вас техника неэффективная -- выполнить то, что вы выложили гораздо сложнее, а "вау" никакого, и цвета блёклые...я художник,я так вижу)
Может три атмосферы, а не три года -- не путайте людей.Шлак три года держит,-
2
-
-
@жиндос, смесь правильная.
Марку проволоки завтра напишите, или сфоткайте этикетку на каропке, или ярлычок на катушке (фотку прикрепите к сообщению с помощью расширенной формы).
По технике выполнения шва -- резче переход от края к краю -- в идеале на середине совсем не задерживаемся -- пролетаем её и жарим только края.
На вертикале дуга всё равно будет зализываться об середину, и шов будет "беременеть". Поэтому надо обходить середину сверху. Получается схема движения от края к краю полумесяцем рогами вниз.
Горелка должна быть направлена в угол, чтоб атака обоих стенок была одинаковой.
Постарайтесь забыть о том, что у вас разной толщины металл, иначе режим не подберёте, ибо вам придётся всё равно подстраиваться под тонкую стенку -- это для вертикала -- в нижнем проблем с углами атаки и подрезами вабще быть не должно. Там ток почти на максимум и погнали. Максимальный ток в смеси для этой проволоки около 300 ампер, но лучше к нему не приближаться. 250 - 270 оптимально.
Для вертикала режим не скажу, и никто не скажет -- слишком много факторов, от модели полуавтомата до модели сварщика.
-
6
-
-
Тебе смешно да? А я, например, в этом списке с тремя типами болтов в жизни встречался: Косой болт. Без резьбы. И эластичный болт.Вроде, уже было тут, но всё равно смешно)))А ещё есть специальный -- стеклянный болт: https://ru.wikipedia.org/wiki/Стеклянный_болт

-
6
-
-
@NW51, деньги всё равно уйдут, а классный аппарат останется.
-
2
-
-
И сколько чего в этой смеси тоже расскажите нам, а то случаи всякие бывают.Сварку произвожу в газовой смеси углекислота с аргоном.Основные смеси это 18% углекислоты в аргоне, и 2% углекислоты в аргоне. Последняя в основном применяется на "нержавейке".
-
3
-
-
Посоветуйте может какой секрет есть. Спасибо
Есть неосознанное и незаметное увеличение расстояния от сопла до дуги -- сам не замечаешь как уводишь сопло всё дальше и дальше. Последите за собой.
Есть недозачищенный металл -- вроде болгаркой пошкрябали, а в углублениях осталась ржавчина.
Есть проволока 1.2 мм производства Есаб очень разная. Например Aristorod 69 на ст. 3 запросто может вспузыриваться -- вы кстати марку проволоки не указали.
Есть хитрющие манагеры покупающие некондиционный металл, или просто низкого качества. Может это ст3 кп, она может такие "фортели" показывать - сталкивались.
-
4
-
-
Учитывайте, что полуавтомат, это ещё баллон с газом, и закрытое помещение.3) Переубедили-
2
-
-
То есть у этой стали нагруженной до предела резко снижается коэффициент удлинения, или у более прочных сталей он ниже?Дешевая нелигированная сталь тянется по мере увеличения нагрузки, а при приближении к максимально возможным нагрузкам коэффициент удлинения резко снижается.Выражайтесь точнее пожалуйста.
-
-
Иваныч как там на рыбалке?
и под приятелей смешки
тот начинает не ворочать
мешки -
@supoplex, про окалину речь не шла.
-
Какую проблему?Если есть налёт, который пердставляет проблемму.Где вы эти проблемы видите? Есть объективная информация по ухудшению качества шва? Только вот не свои измышления, а объективно может кто-то рассказать из чего этот налёт, какое оказывает влияние на металл при сварке, какое количество этих вредных веществ в этом поверхностном слое, сквозь который уже белый металл просвечивается после обработки фиброй.
С удовольствием выслушаю подобный рассказ, и вам советую послушать, оно полезнее чем балаболить.
-
Идите к чёрту.У вас там такооое производство, и нету варианта почистить железяки?Задолбался уже объяснять -- чистые они.
-
7
-
-
@krech, я посмотрел "Войну бесконечности" -- отвал башки ваще. Очень прикольная сказка, и я прям не ожидал, что в этом жанре возможен логичный и естественный ход событий.
-
2
-
-
@midtower, это твой клиент. Материал для твоей темы.
@Иван Фомин, я имею ввиду, что вы можете фотообзорчик с отзывом сделать ещё и вот тут: Обзоры инверторов от форумчан. Присоединяйтесь. -
Лукасом не работал. Фибра 3М крупная -- если цепляет голый металл, то снимает со страшной скоростью, а заводскую поверхность только полирует, и снимает пыль, остатки сожа после сверления, грат после плазмы слетает вобще мгновенно. Если где требуется разделка, то быстрее этой фибры ни один инструмент не справится.Ты скажи, Лукасом работал??? На фибре нет момента полировки? Вроде блестит, а совсем в итоге не то?-
3
-
-
Видел подобный тип окалиныОчень даже знакомая штука, окалина листа
Бывает да -- выглядит как окалина -- чёрная. А на этих листах корки нет, а как бы естественный цвет -- красноватый. После очистки крупнозернистой фиброй немного темнеет, и приобретает блеск.
Конкретно это изделие -- рама дисковой бороны. Копия немецкой. 27 деталей.
-
Давай объясню пападробнее.Следов подготовки нет в принципе.Первое.
Берём нульсовый лист железа. С завода. Два на шесть. Он покрыт после проката тонким слоем чего-то. Это что-то можно содрать только шлифовальным диском, и то не сразу, и не быстро. Слой невероятно твёрдый. Такой я не встречал ни разу на профильном прокате, и возможно что и ты не встречал. Ни на трубах, ни на швеллерах такого нет. А вот на толстом листовом прокате особо прочных сталей -- пожалуйста.
Второе.
Если всё же заморочиться, и попробовать докопаться до чистого железа, то... ты наверное не поверишь, но уйдёт сил и времени раза в четыре больше чем для такой же процедуры на трубе. Зачастую шлифовальный диск скользит по этому слою и берёт его с большим трудом. Приходиться давить, приходится уже работать ребром диска, (как при резке) и в итоге мы теряем ровную поверхность, и презентабельный вид, помимо кучи времени и сил.
Железо после раскроя и сверления у нас чистится обязательно, и с него уже слетело всё что мог содрать фибровый круг с крупным зерном. То что осталось -- блестит и абразивному воздействию поддаётся с очень большим трудом.
Да был бы он мой...ПРОДАЙ и забудь.-
3
-











как получить маску Tecmen, в подарок!
в Курилка
Опубликовано
Простите, мне Дайхен предлагают за эти деньги. В чём подвох?