Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
@Менгон, ваш пример как раз на 140 рэ, которые я отдал за напильник и зубило. Вот первое применение напильника: http://s017.radikal.ru/i439/1506/d8/f62a51635ab7.jpg Ну и далее: http://s010.radikal.ru/i312/1506/2c/2155a52c4c5f.jpg
-
Когда диск "подкусит" гайку затянет сильно. Худший вариант -- сначала ломаете ключ, потом отвинчиваете гайку зубилом и ломаете стопор. Вариант ещё хуже -- стопор отпадает потом, во время работы. В этот момент диск вместе со шпинделем покидает УШМ. Хороший вариант -- ничего с виду не происходит -- просто срезало моторесурс ударным воздействием зубила на редуктор. Можно было просто прихватить к листу кончик лома.
-
@Менгон, там со сталями хитрят часто. А в нашей дерёвне совсем д*** торгуют. Я хоть могу быть уверен, что это настоящее. Щас многое делают с поверхностной цементацией. Два раза заточил -- всё -- дальше пошло что-то мягкое, можешь выкинуть.
-
В воскресенье на рынке "у дедов" купил: http://s004.radikal.ru/i205/1506/f7/b25d4aa39006.jpg Всё удовольствие 140 рублей. Доволен как слон. Наконец то у меня будет настоящая, советская счищалка шлака в виде большого напильника. Яж надеюсь это настоящий напильник, а не тот фуфел что щас продаётся -- два раза по шву провёл, оно помялось. Ну а зубило -- просто потому что щас их вообще не найдёшь. Применение то же -- очистка сварочных соединений.
-
@Isperyanc, смешно. Но выб гайку поменяли всё таки. С этой проблемы будут.
-
В Питере? Да что вы говорите! Удивительно! Я много ездил. В основном Краснодарский край, Ставрополье. Везде эту маску считают самой ходовой. И в большом Сочи, и в маленьком Крымске эта маска и стёкла к ней в продаже есть почти всегда. Все торгаши знают, что это самая ходовая маска. Но ссука в станице Староминской, в которой я живу, ничего об этой маске не знают. Торгашам на базах навяливают то, что никто не берёт. То есть откровенное дерьмо. Это касается не только масок. Это касается всего. Инструмент "Макита" не найдёшь, "дорогой слишком". Перчатки сварочные до 120 рублей. Представляете что это? Роба -- только для рыбаков и торгашей. Вот такой вот уровень. Всё что выше -- редкость. Надо побегать, поискать. Можно найти краги рублей за триста, очки за шесть сотен, но ни этой маски, ни расходников на неё просто нет.
-
@svarnoi69, да, я так и подумал что речь идёт об этом. Но у моей маски оголовник таков, что всё другое, что попадалось, мне не нравится. Я согласен, что по видимому попадалось дерьмо всякое. Еслиб увидел такой оголовник как на вашей картинке, купил бы незамедлительно. Но таких не видел. Самое лучшее попадалось на каком-то хамелеоне, но там регулировка по глубине на верхней перемычке слишком грубая, и разница в высоте налобного и затылочного полукольца почти никакая. Понимаете насколько это грустно. Маска у меня хорошая, удобная, три штуки, и в продаже попадается, но вот всё время пытаюсь попробовать что-то другое, и всё время не то.
-
Может стоит применять защитные пластмаски для хамелеонов? Изнутри. Они у нас продаются пачками. И ещё, в какой-то теме, здесь, видел совет по использованию полировочной пасты для восстановления прозрачности всяких поликарбонатов (очков и защитных стёкол на хамелеоны). Не подскажете конкретно как это называется, и где покупается?
-
В каком смысле? Я использую только это: http://img-sotmarket.ru/standart/img/dlya_remonta_i_sada/stroitelnyj_instrument/ruchnoi-instrument/sredstva-individualnoi-zashhity/zashchita-zreniya/svarochnye-maski-i-shchitki/svarochnaya-maska-zubr-11080-0.png http://zubr-instrument.ru/schitok-maska-pr-3004.html А там нет такой регулировки. За остальное спасибо.
-
@АВН, я понял, спасибо. Но всёж таки это изречения а не действо.
-
Обычно стараюсь на стройках всем рассказывать что электроды у нас "Постоянка! Та шо липнет и не горит". И реально их почти не воруют. Но если подойдёт мужичок, и скажет: "Дай уонек десяток", то даём молча. Долго объясняли в одном колхозе что трос вапще никак сварить нельзя. Мужик всё таки не поверил. Обиделся. Ушёл. Молодой парнишка хвастался мне что может приварить консервную банку к листу железа четвёркой, сплошным швом, без отрыва. Я ответил, что за это ему платить никто не будет. Он умолк и задумался. Мужичок один рассказывал, что приспособился варить цеошкой всё подряд (ворота, калитки, заборы), да ещё и сплошными швами, хотя предназначена она только для сварки тонколистового металла, и только "точками" так как это точечная сварка. В результате стал считать себя отличным сварщиком. Поутру вручили ему держатель с уонии, и убедили что варить он не умеет. Ну и рассказали об истинном назначении полуавтоматов. Он же поведал мне про утерянный дедовский рецепт термической обработки стали под названием "самокал", и вообще затерянный в веках рецепт булатной (дамасской) стали, которую так и не удалось превзойти до сих пор. В ответ я угостил его небольшим ликбезом по современным сталям, и особенно об области применения дамасской стали в современном мире.
-
На одном мясокомбинате манагеры задолбали снабжать меня синими электродами (вольфрам WL-20) Поругалсо с ними немного. В результате привезли зелёные. Когда я их матом спрашивал: "Почему?", они наконец с болью в голосе выдали коммерческую тайну: "Да какая разница! Ониж одинаковые!!!" http://s19.rimg.info/8d77168181c032bdd02ea3fbfbd52512.gif
-
Короче способа нет, я так понимаю?
-
Круги для УШМ я использую сточенные до 125 мм в диаметре от большого круга. То есть Ø 125 мм и толщина 3 мм. для маленькой ушм. Это обычно отходы с большой. Такие круги идеально подходят для очистки и окультуривания сварных швов. Кстати сбить шлак с помощью маленькой ушм всегда будет быстрее чем всякими молоточками и под стамеску заточенными напильниками. Заодно и шов подровняете, и вокруг него красоту наведёте. Если требуется что-то сточить, например совсем убрать прихватку, или валик шва над плоскостью металла, то... Нет, тот же 125 на три, но я сначала нарезаю валик как батон, потом то же самое под другим углом, потом счищаю то что осталось от него. А там уже мало что остаётся. Лепестковый круг очень интересен. Купите попробуйте, у меня всегда с собой. Он хорошо убирает то, что торчит, и практически не может повредить плоскость. Очень хорош для заточки ножей в полевых условиях.
-
Для того чтоб варить уонями нужен навык. Это хорошие электроды, приваривают гораздо крепче, в процессе сварки дают меньше шлака, и вам хорошо видно сварочную ванну. Ваши валики -- для первого раза чудесно. Конечно видно что рука неустойчива. Старайтесь фиксировать себя, руку. Проще говоря стоя на двух ногах и протянутой рукой получается плохо даже у опытных сварных. Третья точка опоры обязательно. И я давал в соседней теме:
-
 И ещё пара советов которые я вбиваю в голову всем начинающим: Расстояние от глаз до сварочной ванны -- 40 см. Если дальше, то вы не видите уже ничего, и варить не научитесь. Смотреть надо под электрод. Именно там происходит то, за чем вам надо следить. Именно на площади в пол квадратного сантиметра под электродом происходит всё самое главное в сварке.
И ещё пара советов которые я вбиваю в голову всем начинающим: Расстояние от глаз до сварочной ванны -- 40 см. Если дальше, то вы не видите уже ничего, и варить не научитесь. Смотреть надо под электрод. Именно там происходит то, за чем вам надо следить. Именно на площади в пол квадратного сантиметра под электродом происходит всё самое главное в сварке. -
На картинке "сущность способа" обмазка выгорела выше стержня электрода, шов получается ниже чем основной метал. Это как-то нелепо весьма. Вот так и то лучше: http://www.dmz-karpaty.com/blog/wp-content/uploads/2014/07/ris-1.jpg И что важно для начинающих -- длина дуги на таких картинках слишком велика. Просто запредельно. Не, я понимаю, показано схематично, но новичок именно так и воспринимает, длина дуги -- около сантиметра. На самом деле от двух до четырёх миллиметров, и ещё надо учесть, что из этих миллиметров, два закрыты обмазкой электрода. То есть ведём краем обмазки по металлу. Стержень выгорает вглубь обмазки, и не надо бояться касаться обмазкой металла.
-
Мы в ней варили себе на обед каши. Которые прямо в пакетике варятся. Так что скорее всего там пусто, или осталась вода с варки каш. Обьект вообще примечателен тем, что в него вложено много физических сил. Поднять и прихватить отводик на 320 это задача на троих. Тяжёлый гад просто ужос. И так во всём -- 7-ой пост, первая фотка -- да, этот кусочек трубы на место затягивали лебёдкой.
-
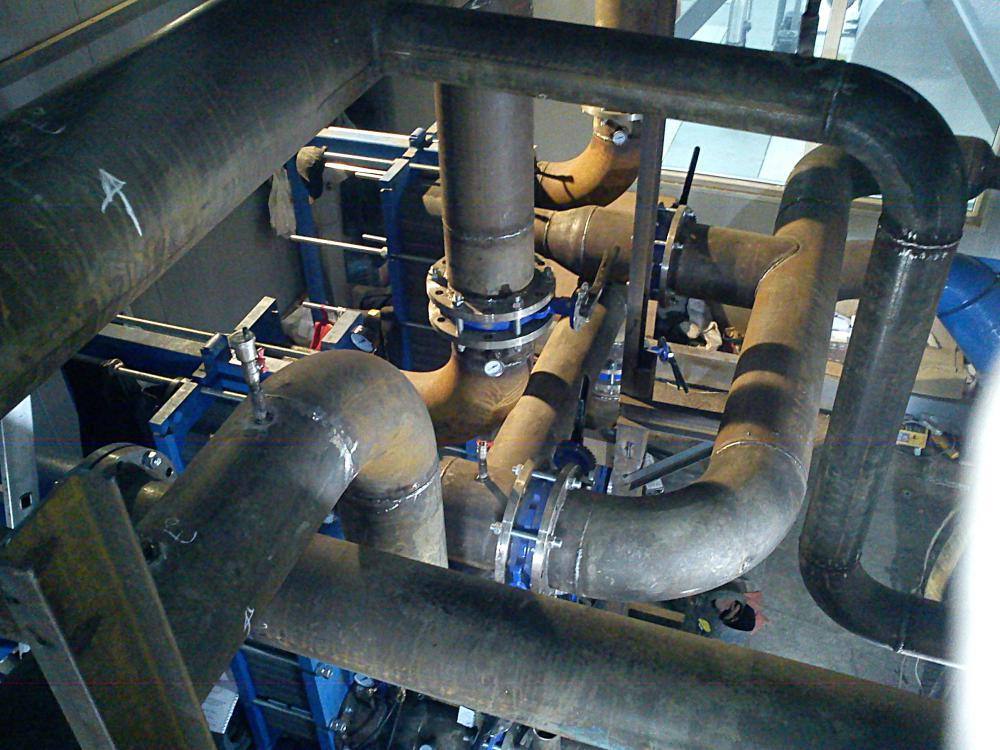
Виды из под потолка:

- 12 ответов
-
- 17
-

-
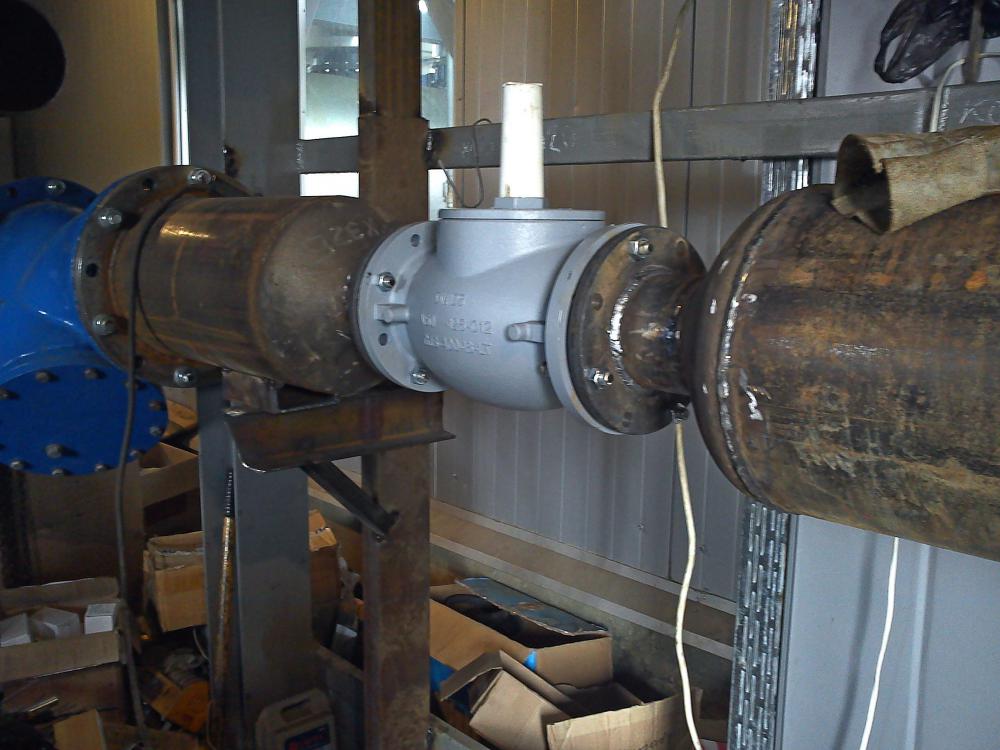
Фланец приваренный УОНИИ 13/55 неповоротный, в этом положении и варился. То есть да, это перед вами вертикал:
- 12 ответов
-
- 17
-
-
Та же насосная группа, вид сверху:
- 12 ответов
-
- 13
-
-
Приятно когда красиво состыковано. Труба 320-я
- 12 ответов
-
- 17
-
-
А через пол дня собираем на этом месте: На переднем плане заслонка на которой лежала маска и шапочка. Маску нахожу. А шапочки чот невидно. Долго думал как туда заглянуть, в конце концов просто засунул руку с телефоном и сфоткал. Фух, нет там шапочки. Слава богу.
- 12 ответов
-
- 12
-
-
Насосная группа ввода: А это моя маска лежит. А под ней шапочка:
- 12 ответов
-
- 11
-