

АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
243
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные АВН
-
-
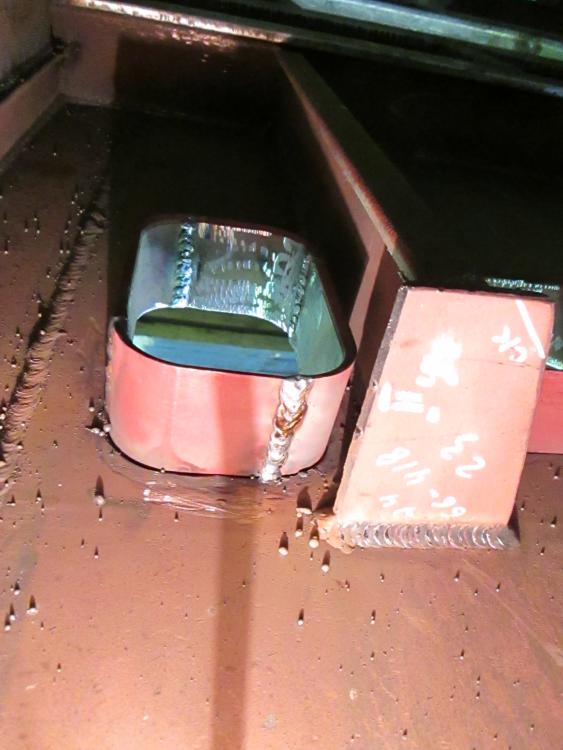
@G_Kar, мы это делали обычно на стыках s=4.0, зазор от 2 до 4 мм. С фартуком конечно, но без поддува. Тут есть одна мелочь, которую не упомянул (чисто из вредности) - попробуйте подумать нелинейно. А то, что говорилось про отсутствие зазора так это больше касается толщин более 8 мм, на щелевых стыках и таврах без разделок (например, погружённой дугой).
p.s. на первой же минуте видео-сварщику по ушам, по ушам...
-
 1
1
-
-
А что, шов с чешуйками на АМг более правильный,чем без них? Есть критерий?
опытные кадры отлынивают
Если это про меня, то в отличии от профессионалов класса "Пустое - Порожнее" подкрепляю свои слова фотографиями.

-
- Популярный пост
- Популярный пост
"Понемногу остывают мысли, споры и дела ..."









-
21
-
- Популярный пост
- Популярный пост
"Из грязи в стразы":








Их там много-о-о...
"Подарок чёрногоколдконструктора":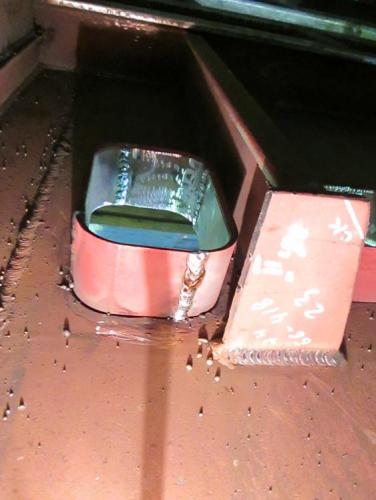




 Продолжение следует...
Продолжение следует...
Фотографий сегодня больше не будет, не ждите...
-
20
-
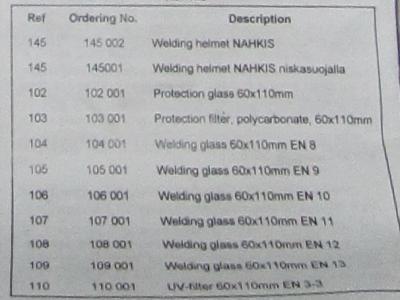
Не знаю, только сегодня обратил внимание на табличку, что на дне коробки лежала. Не реклама:
-
Для чего я процитировал " Сварные узлы из сталей разных структурных классов могут также применяться для работы при нормальной, низкой и высокой температурах и для работы в агрессивных средах при высокой температуре"? Вы хотите, чтобы Вас лечили по телефону? К примеру, некоторые ОСТы предполагают сварку одних и тех же Ме разными св. материалами в зависимости от назначения узла. Нужно смотреть документацию вашей отрасли (ГОСТы, ОСТы,РД и др.)
Это подразумевает сварку низко- и среднелегированных сталей аустенитом (что частенько и происходит у нас). Брать на себя ответственность, не зная всех нюансов пр-ва и изделия я не могу да и Вам не советую - поговорку Вы знаете...если взаимная растворимость элементов отсутствует, то в этом случае применяют промежуточный металл, элементы которого имеют хорошую взаимную растворимость с обеими свариваемыми сталями.-
2
-
-
Читать вероятно тоже, но придётся.лень писать...-
4
-
-
Не надо. Создайте свою тему в разделе "Наше оборудование" и продемонстрируйте то, чем (где и как) Вы работаете. Может захлебнусь от зависти.вступать не соберюсь. -
Мы пойдём
другимдругой дорогой:Глава ХХ
Технология сварки разнородных металлов
Основные сведения о свариваемости
Комбинированные сварные конструкции из разнородных сталей подразделяются на конструкции из однородной стали, сваренные электродами другого класса; конструкции из разнородных сталей и биметаллические конструкции.
Конструкции из разнородных сталей в свою очередь делятся на узлы из сталей одного структурного класса и на узлы из сталей разных структурных классов. Сварные узлы из сталей одного структурного класса могут выполняться из перлитной стали разного легирования; мартенситных; мартенситно-ферритных и ферритных сталей разного легирования и аустенитных сталей разного легирования.
Сварные узлы из сталей одного структурного класса могут применяться для работы при нормальной температуре (строительные конструкции, узлы общего машиностроения, узлы гидротурбин); низкой температуре (узлы криогенных установок); высокой температуре (узлы энергетических машин, атомных энергетических установок) и в агрессивных средах при высокой температуре (узлы нефтяного машиностроения и химических аппаратов).
Сварные узлы из сталей разных структурных классов выполняются в следующем сочетании: перлитные стали с мартенситными, мартенситно-ферритными и ферритными; перлитные стали с аустенитными; мартенситные, мартенситно-ферритные и ферритные стали с аустенитными.
Сварные узлы из сталей разных структурных классов могут также применяться для работы при нормальной, низкой и высокой температурах и для работы в агрессивных средах при высокой температуре.
По сочетанию сталей в одном сварном узле можно выделить две основные группы конструкций: со сварными соединениями сталей одного структурного класса, но разного легирования и со сварными соединениями сталей разных структурных классов.
Перед сваркой разнородных сталей необходимо учитывать следующее:
1. Имеют ли взаимную растворимость элементы, находящиеся в составе стали; если взаимная растворимость элементов отсутствует, то в этом случае применяют промежуточный металл, элементы которого имеют хорошую взаимную растворимость с обеими свариваемыми сталями.
2. Наличие фазовых и структурных превращений при охлаждении, приводящих к образованию холодных трещин.
3. Наличие разного коэффициента линейного и объемного расширения сталей.
Общим решением для исключения последних двух случаев является применение различного рода тепловых воздействий (предварительный и сопутствующий подогрев и последующая термическая обработка сварных соединений), а также применение различных вставок, имеющих близкое линейное и объемное расширение к свариваемым сталям".Взято с ресурса www.oSvarke.Info
-
2
-
-
У Вас есть точная цитата?присадочный материал выбирают по менее легированой стали -
@sahatay, я там вообще не учился. Как правило варят тем св.материалом, который подходит к более легированному Ме узла сварки. А вообще есть таблицы соответствий, конструкторская и техническая документация проекта. Или Вы сами решаете, чем и как лучше выполнять заказ?
-
-
Варить им можно будет только всякую мелочь неосновного производства и ХНР. Что скажут наладчики при моей просьбе разобрать и протестировать догадаться нетрудно. К тому же потом будет трудновато изъять с территории.честно и бескомпромиссноИнтересная ситуация. Кто хочет взять аппарат - не дают, а кому дают - отказывается.
-
1
-
-
По какому РД работаете?технологии сварки проверены годами -
Как Вы это проверяете?Разработанные и собранные в России. -
Просьба удалить сообщение:
вылез такой вопрос поясните.Лехко... Если мы так далеки от прогресса, а Вы так презираете халяву, то какого тут хм-м... флудить? Поезжайте, Herr copich в продвинутую Явропу и продвигайте там свою точку зрения на своём специальном аллюминиевом жаргоне.
-
у электриков своих спрасил
Читайте внимательно темы на форумах раздела "Ремонт и модернизация", а также темы о тестировании аппаратов "Аврора Про" и других.
типа тама тута все эта видили
-
на высоте 2-3 метра от пола.
Серьёзная высота...
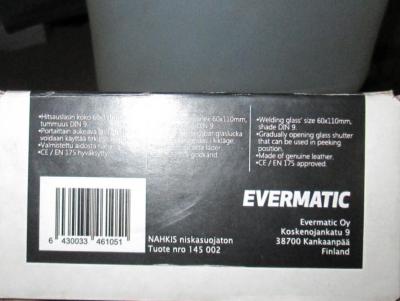
фабричная, или самопал?#23 Конечно же это самопал. Эверматик в подвале шьёт, потом клеит коробочки, пишет финский интернет-адрес и продаёт на выставке св. оборудования в Петербурге.
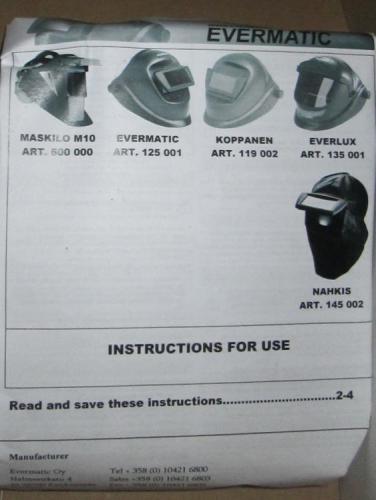
@Djey40, не стоит благодарности. Наружное прозрачное (1) пластиковое, тёмное наружное стекло (2) имеет маркировку AULEKTRO 9 FW 1 0196 EN 166 2011. Третье стекло тонированное без маркировки. Механизм имеет 3 ярко-выраженных ступени открывания, но фиксировать можно в любом желаемом положении. Выкройку делать я не буду...
-
На моём любимом балластнике нож 20А, клавиши 6 и 10 А в сумме составляли 44-45 ампер. И варил я в этот момент пол-дюймовку А есть ещё напряжение на дуге и ХХ... Нужно мерить непосредственно клещами на св. проводе, тогда можно будет сказать что-то более конкретное. Дисплей может тупо врать...тоже 35А и уони 3мм -
Константин Краев, отдайте аппарат пользователю Шкалики. Сплошные плюсы: живёт недалеко от Москвы, сертифицированный специалист, пишет грамотно, пост есть где разместить.
Может и мне когда даст нажать кнопочку на хозяйской "Авроре".-
6
-
-
-
А ещё есть блочный метод, когда конструкцию варят м-м-м... несколько десятков человек. Главное правильно распределить направление усадок и пр. св. деформаций.
-
2
-
-
-


Что ухватишь, то и твоё:


-
6
-














































Дилетанты среди нас и внутри нас
в Курилка
Опубликовано
Увидев такую штучку впервые, вслух предположил, что это кончики окурков обрезать (типа сигар). А когда работодатель (будни сварщиков на этой неделе) объяснил что это такое, то пришлось поблагодарить и без разрешения, у него на глазах, положить в свой нагрудный карман.