

АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
243
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные АВН
-
-
Мою кислую рожу при сочетании "Нержавеющая сталь, п/а Elitech АИС 250 ПТ и СО2", Вы наверное и без смайлика угадаете...
-
 3
3
-
-
Марка elitech аис 250 пт
А газик? Кислота или смесь есть?
-
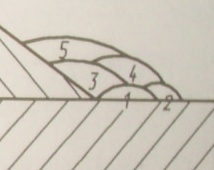
В СТП, в РД5. прописано. Там же и раскладка валиков для тавровых соединений расписана и межваликовые западания. Примерные параметры В/А и скорости сварки, расход защитного газа. И даже картинки:
-
1
-
-
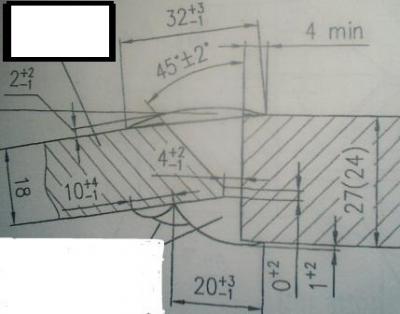
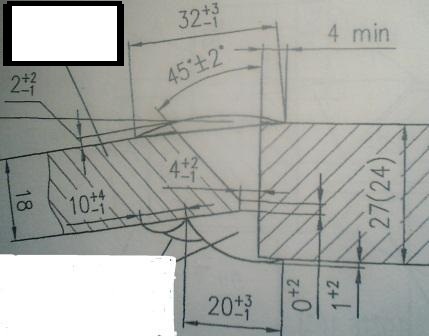
По эскизу... :-)
Макетные сначала секторами собирают на прихватках и варят. Потом сваренное стыкуют с монтажными частями (что с фланцами в макет прикручены), собирают на обушках, прихватывают и варят "четвертями"/"восьмушками" обратно-ступенчато, наблюдая за усадками, чтобы не увело от оси. Это больше интересно по сборке, а не по сварке... Подбираешь присадку по зазору и тупо разводишь кистью руки в лево-право "с дындочкой" на обратное формирование. Дындочка больше - уменьшаешь бОльшей подачей присадки, дырочка уменьшается - медленнее ведёшь и оттягиваешь присадку. Главное, чтобы поддув снизу шёл сразу за факелом дуги, тогда от поддувальщика меньше горелым мясом пахнет...
-
3
-
-
Добавлю: "...и незачем". Этот "тр. щит" только для определённого +/- диаметра. При чём на видео, как и обычно, не показано как делается второй-третий проход, когда нужно будет выполнять колебательные движения и манипуляции с изменением наклона вольфрама _\/_. Из приятного - качественная защита от окисления в монтажно-уличных условиях, этого не отнять. Из прикольного: зазор и прихватки...делать там особо нечего.ВозбВпечатляет.-
2
-
-
@AlexSanya, Вы можете обставить меня минусами со всех сторон, но в данном случае: Вращатель с электро/мех. приводом или Второй человек для вращения детали. А экономии/фантазии типа: "Купец Монеткин, чтобы найти старый замурзанный пятак сжёг пятирублёвую ассигнацию" или "Быстро и Красиво",- пусть остаются на совести Ваших работодателей.

-
2
-
 1
1
-
-
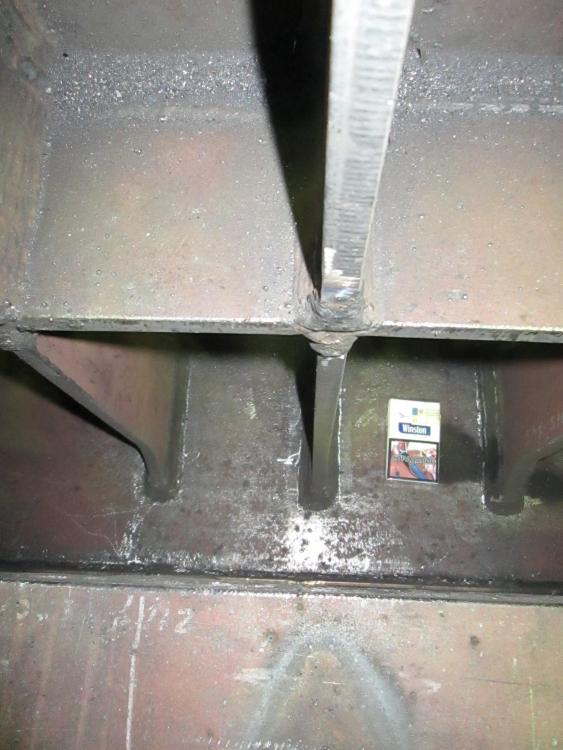
Больше ни в одном ролике этого пресловутого стыка не нашёл.
Посвятите в подробности?Конечно же :-) Эти три точки/прихватки и есть вся сварка.
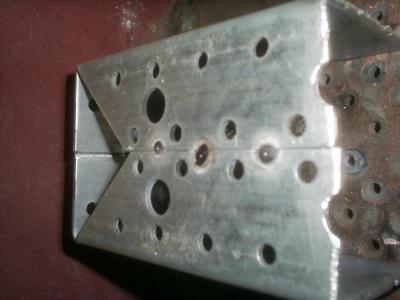
Цель? Переделка готовой детали из магазина в нужный размер. На оцинковке были нанесены контрольные точки - счищать не было резона. Деталь давно прикручена к полу и закрыта гипсокартоном.
@sergei2912, зависит от объёмов работы, требований к шву и ваших возможностей.
-
1
-
-
Появляется уже несколько раз, вчера вечером и сегодня с утра:
Обслуживание данного сайта было приостановлено
Возможные причины:
1)владелец аккаунта приостановил обслуживание;
2)была просрочена оплата текущего периода хостинга;
3)пользователем были нарушены правила хостинга.
-
1
-
-
Можно увидеть фото этого "табло" в работе?варю на d- это то, что показывает табло на аппарате -
Совсем не понимаю; для чего делать ширину валика 20-50 мм? Почему не 70 или 80-90-100? Если сделать 150 мм, то наверное ещё хуже будет получаться... почему нельзя соблюдать элементарные правила нормативных документов?
-
3
-
-
@grisom, у Вас газовая линза? Если нет, то при большом давлении в струе газа будут завихрения - этим и плохо.
-
-
Лауреат прошлой недели на "Разговор Года":
-Тебе Где Пятый Разряд давали?..
-В МостоСтрое...
-Ещё один такой шов - ты там и будешь работать... по 4-тому!!!
Стырено-Берём эбонитовую палочку, кладём её в эбонитовый стакан...
-Слушай, она не...-
5
-
-
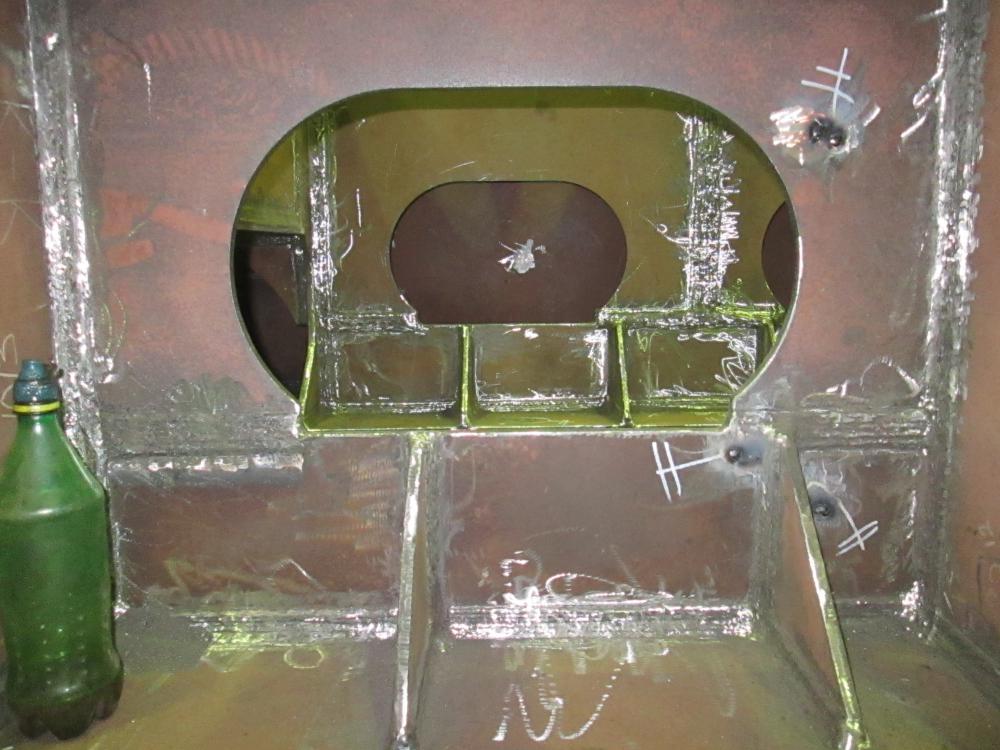
Демонтаж и восстановление фрагмента дверного проёма . Слесаря поленились толком зачистить:


Толщина наличника ~1,5 мм. Пропил был сделан болгаркой с диском 3 мм. Варилось УОНИИ-13/45Р, фото до сварки делать было некогда да и не совсем удобно (место слишком проходное).
-
от чего зависит
1) Цитата: "...от многих причин, в том числе от температуры атмосферного воздуха..." Замечено неоднократно и не только мною, что при пониженной t0 C воздуха швы более "светлые". 2) Если варишь с фартуком, то при его снятии от шва, даже при достаточном (но неполном) остывании, шов моментально меняет цвет от серебряно-жёлтого на розово-фиолетовый.
-
5
-
-
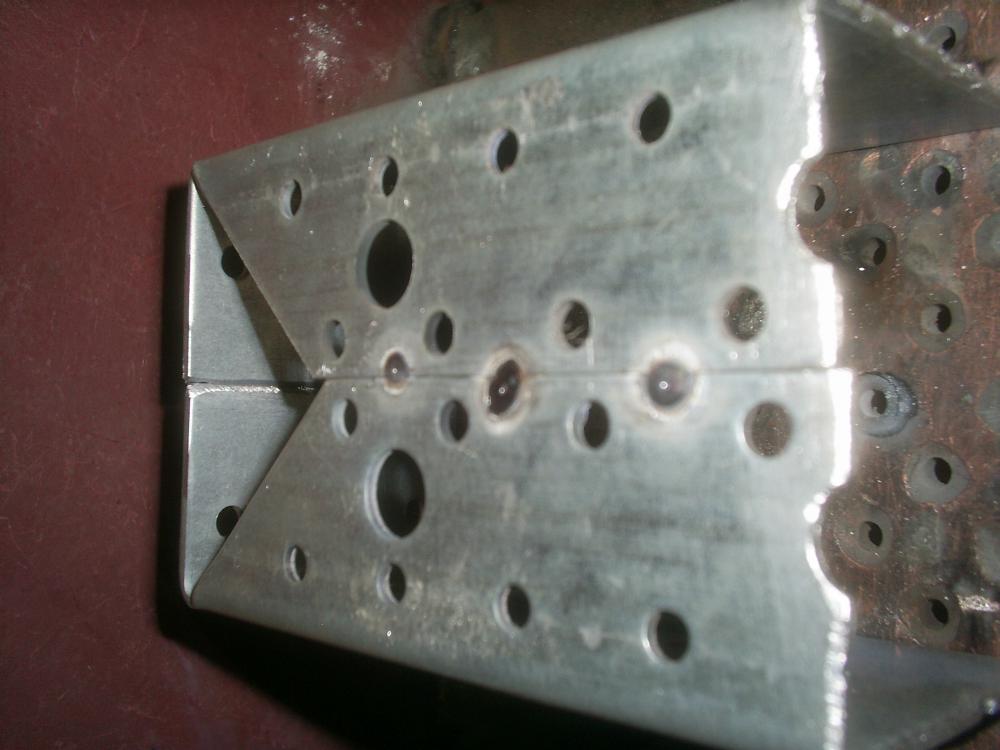
Углекислота, Св.08гсмт - 1,2:


Работа над ошибками:

-
1
-
-
Если ещё раз мне тыкнешь, то так "натыкаю", что станет очень-очень легко и непринуждённо.
Мне как-то наплевать в чём заключается Ваша работа, но утверждать, что неповоротные трубы варить легче... м-м-м... крайне неосмотрительно. Мне так же абсолютно по-барабану все Ваши трудности с удержанием руки, головы и прочих
кончастей тела. Все сварщики (теперь уже почти все) знают, что самое удачное и качественно положение для сварки - "на подъём". Ну и как водится, напоследок, добрый совет: чтобы удобнее было крутить трубу, в одно из отверстий фланца можно прикрутить болт с 2-я гайками - будет рукоять.-
4
-
1
-
-
они варятся без всяких проблем!
В таком случае зафиксируйте свою трубу во вращателе и варите НЕ поворотно. Добиться красоты можно только одним способом... но тут я Вам не помощник.


p.s.


-
2
-
1
-
-
Вопросов больше не имею.
-
Не по теме,но: примерно какого диаметра?Делают их из труб большого диаметра
Сварщиком?недавно устроился на завод по производству антенн -
Логичная логика: "Если не варить - то не умрёшь". @AlexSanya, у нас есть тема "Кто есть кто". Поделитесь, как Вы стали сварщиком, сколько и где работаете.

-
В чём?они тоже преувеличили -
-
Не понял, как это
Прочитайте темы (их несколько) про сварку порошковой проволокой, там всё объяснено. Варить на спуск "порошком" не рекомендую: не производительно и РГК - проблемно.






Фото старые, па-апрашу плюсикофф не ставить...
-
3
-





















Алюминий плавится, но не варится
в Аргонодуговая сварка — TIG
Опубликовано
Смысл использования газовой линзы при большом давлении газа теряется. :-) Ищите темы про газ. линзы - там всё рассказано и показано в картинках с дымом.