

АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
243
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные АВН
-
-
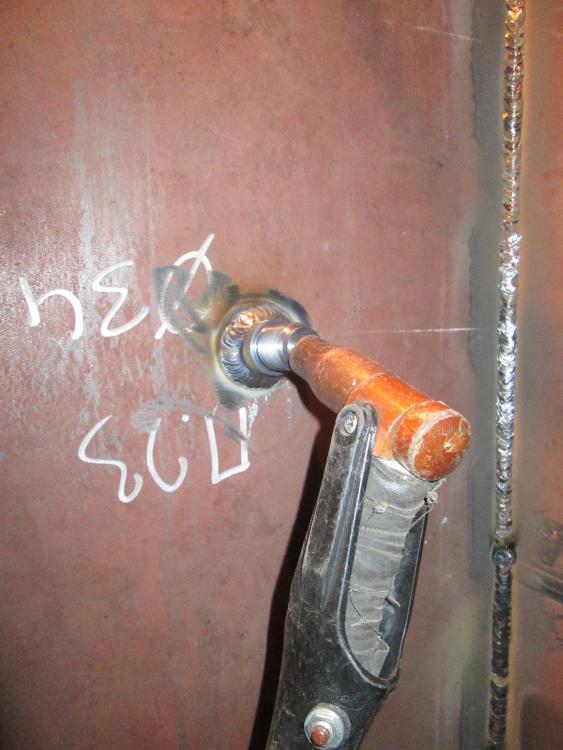
На разных постах разные горелки... Резина трескается от воздействия дуги. Под изолентой слой асбестового шнура. Раньше я каждый шланг проматывал отдельно пхв-изолентой, но здесь не сплав - токи большие, точность сварки - маленькая, "не рентабельно". С завода каждый силовой шланг приходит с пружинной защитой - наладчики сразу снимают и переделывают.
-
Какой-то упырёныш варил:


Останавливаться не умеет.
-
 3
3
-
-
Подрыв китайского замкостроения:




Просто будни:


-
7
-
-
Отвечаю лишь потому, что упомянут в обращении. Претензий не имею, подписчиком не являюсь.
-
Не смогут. По последнему абзацу первоисточника, т.е. #260.
-
Мы особо не избалованы, нас и так всё устраивает:

-
1
-
-
Тогда логичнее задавать вопросы в уже открытой ранее теме http://websvarka.ru/УДГУ302, там хоть предметные картинки есть.
-
-
На мой взгляд проще делать по другому. Варить снаружи 1-ый в холостую обратно-ступенчато, 2-ой напроход с присадкой; можно просто положить на угол и поверх неё вести, давая растекаться на кромки металла (т.е. варить "через присадку"). Потом изнутри угла (варить) уже исходя из провара и требований. Внутренний угол даёт больше деформаций... но это др. тема.
-
1
-
-
@Elektro_D, не пойму - это угловой шов? Один проход делали снаружи "в холостую" (т.е. "своим телом"), а внутри с присадкой и щёлкали кнопкой?
-
@saper24,
демультиплит.е. с мотор-редуктора должно выходить два вала с шестернями, которые будут приводить в движение по паре роликов каждая? Не жирно будет, даже для REHM, EWM и пр.? -
Вот такие:

Как будут называться?
-
)http://websvarka.ru/talk/public/style_images/master/attachicon.gifшовчик.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifшовчик1.jpg
так как работаю на секретке.Вау!
@Welderrus, а чего так? Слабо показать швы или не верите, что ГСН и ПРС существуют?


-
4
-
-
Да вы гений АВН!!
Лорх V - это конечно хорошо, но чтобы Вы делали на этом?




Как насчёт фляжки из 0,5 мм встык на медной трубе?
Ни одной заваренной Вами трубы, листа, изделия из нержавейки я на форумах ещё не видел, как впрочем, и Вашего оборудования.
-
6
-
 1
1
-
-
-
Гость @Welderrus, может Вы представитесь в "Кто есть кто" (ещё лучше с фото в "Св. швах"), прежде чем давать такие однозначные советы?
Для примера: на 20-ти есабовских Амперах я привариваю встык 2 мм присадку (с теплоотводом в тисках), на 50-ти тройку встык - при этом d вольфрама бывает и 2, и 3mm. Сварка листового нерж. проката от 1,5 mm уже 80-100 А в зависимости от ситуации. При том, что в 90-ые и W-тройка была в радость, просто затачивали 4-ку "на иглу" и варили миллиметровку.
-
@бензопилорист, у Вас в Гомеле родственники есть?
-
ЧТО? Завтра в 07.15 наблюдаю Вас на разводе.одно дело надеюсь делаемВаши извинения за разборки в профильной теме можете принести Модератору раздела, я в них не нуждаюсь. Вопрос закрыт.
-
Выше или ниже, я в этом не очень. Сильно уводит при Т-швах. Они как бы раскачиваются: сначала уводит в одну сторону, греешь с другой, потом... и в результате сгибает не туда, куда ждал - нужен опыт. На стыках зазор усаживается не так сильно как на стали "18/10" и нет "пупочков" на прихватках. В целом варить проще, чем нерж. стали. Но вот окислы...
-
1
-
-
Проверено. На моей совести нелегальная разборка кабель-трассы ба-альшой кран-балки. Столько чудных "хвостов с прищепками" получилось...каждая жила это и есть лучший сварочный кабель -
Чуть меньше и немного по-другому. Там есть свои закавыки, приводящие к большим объёмам люм-контроля.
-
1
-
-
И Вам не хворать.Обещал л.с. Не лезть.DC+ / DC- , на каждой странице руководства Kemppi и темах форума написано различие для РАДС, ПДГ и РДС. Если не умеете читать / вежливо писать, то и на зеркало пенять не надо.
-
О, ПРС-5М, какая встреча... @Васо_29, тема "Динозавры" по нему плачет. А "стаканчики" ничего получились, нормально... Видать Tibidabo присадку подавал.Всё и везде аргон... -
@VERS, это хорошая новость. А мы-то, дебилы, на четверке при щелевом зазоре 2+2 варили в три-четыре прохода. На километрах потолков "красоту" наводили, обратное формирование предъявляли, подрубали под РГК. А тут вжик... и готово, даже ролик успели снять.нет ни второго ни третьего прохода-
1
-















Будни сварщика с иллюстрациями, часть 1
в Фотогалерея
Опубликовано · Изменено пользователем АВН
Пост №1 - горелка с чёрной изолентой, старая. Пост №2 - горелка поновее, кнопка нештатная (на неправильной гайке). Пост №3 - горелка почти новая, изолента ПВХ, напарник поменял недавно. Пост №4 - горелка в ремонте, на подмене более короткая. Пост №5 - сопло немного коротит... Есть и другие. Где-то стоит ГСН-1, для мелких работ. На "OригоТИГ стоят THX400W. Где-то на "МАРК-500" стоят горелки Бензель. Поступало предложение попробовать АГНИ. Продолжать? :-)