

АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
243
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные АВН
-
-
@sergei2912,почитайте внимательно вот это: http://websvarka.ru/talk/index.php?showtopic=408&st=40#entry30564 по #179/
-
Один раз только довелось на п-ов Средний и обратно,но на "мобильном телефоне" Р-105 фотокамеры не было.(и на вертолёте прокатился)
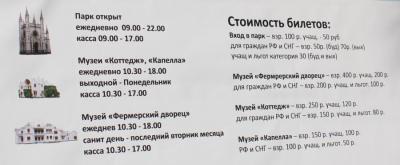
"Дорогие ПетродвОрцы":






-
 6
6
-
-
@Tehnar, уберите подложку с текста и установите регламентный размер шрифта.Первое замечание.
-
Многие хотят жить в Пушкине,хотя бы в Татьянино...тем более,что до собственно Петербурга недалеко.А мне нравится обычное Нечерноземье,скромная природа и никаких парков:




-
6
-
-
Только чудес не бывает;выигрывая в деньгах сейчас,проигрываешь потом.Выбирая источник под сиюминутные задачи заранее обрекаешь себя на повторные "муки выбора".Отказываешься от сварки (и трат на неё) в среде защитных газов,в итоге получаешь необоснованные расходы на самозащитную проволоку и неважнецкое качество швов.Всё взаимосвязано и каждый сам делает свой выбор.Увы...
-
В том и смысл,что энергопотребление и вес у инвертора меньше.Наваять,прошу прощения,хреновых швов можно и на профессиональном выпрямителе.Это больше дело навыков сварщика,чем св.техники.Варить "толстое железо" можно и "маленьким током" - одно другому не мешает.Делай фаску-зазор,настраивай режим (вольты,подачу,скорость сварки,давление газа) и вари на 120 амперах хоть под рентген.Просмотрите темы в этом разделе - всё уже объяснено,осталось только прочитать.
-
1
-
-
@Jekcon,в следующий раз будьте внимательнее при установке шрифта.Первое замечание.
-
Дело не в швах,а в энергопотреблении.Самый лучший способ в этом случае - крепко прикрутить проволокой;дёшево и не отвалится.
-
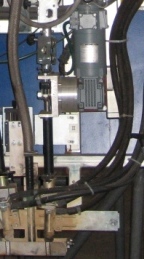
Фото оборудования,надо понимать,являются ко-оммерческой тайной?Два немца,итальянец и китаец на 200 ампер+Сварог...
техническому оснащению могут позавидовать многие крупные производства
я начинаю думать,что работаю в гараже при мастерской по постройке кораблей.
-
2
-
-
"Тип сварочного аппарата - трансформаторный",как и у Euro MIG 155P - не советую.
-
я уже писал в теме "Наше оборудование".
wo in? http://websvarka.ru/...hp?showforum=41 ? http://websvarka.ru/...?showtopic=2528 ?
-

Вероятно это сварочные клещи?


-
Так вот, АБ2-1 может так же вариться низколегированными материалами и разными способами:РДС,ПДГ,АДСф и РАДС.В дополнение к тому,что Вы нашли в сети почитайте ещё про отжигающий валиk .Пятый разряд в судостроении на "АВ" в этом в общем-то должен разбираться... Кстати,АБ 2-1 и АК 33 это очень разные стали. http://websvarka.ru/...1860#entry50133
-
Не издеваюсь.Про "махеровое пальто" в "Дилетантах" наверное читали и думаю,что знаете какая сейчас проблема с кадрами на выше означенном предприятии.Вы могли бы сразу претендовать на должность Начальника БТП.
Да.
Вот первое противоречие между сетевым поисковиком и здравым смыслом.Сталь не может использоваться для деталей работающих на трение и деталей, работающих в агрессивных средах.
-
Наличие на стенах фотографий из взрослых журналов.Иначе это будет просто вертеп.К сожалению не могу продемонстрировать из-за политики форума и этих,как их... модераторов."Что ещё нужно ..."
-
5
-
-
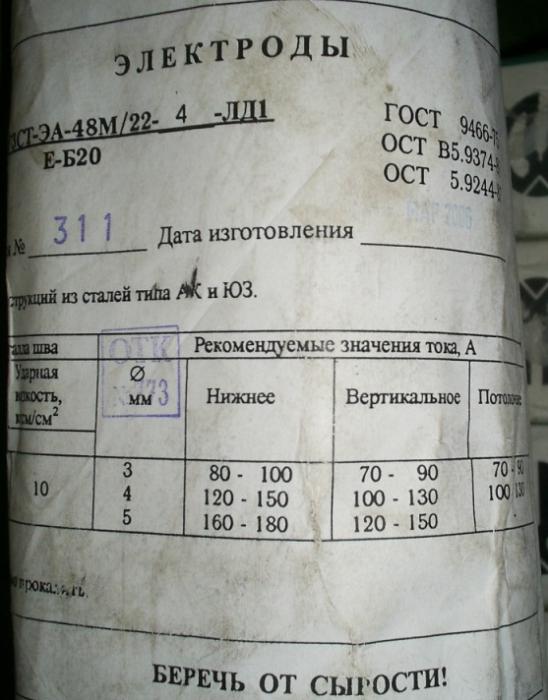
И что конкретно из перлитных и аустенитных сталей можно варить этими электродами (868/20)? Главными глаголами в информации "Прометея" проходят "является" и "достигается",хотя тестирование этих св.материалов толком даже не начиналось.
Морская вода,по Вашему,является агрессивной средой?
-
К сожалению Google,как и форум Websvarka не прокатывают при сдаче конструкций в судостроении,т.к. не являются руководящими документами и ОСТами.Чем по интернет версии должна вариться сталь 09хн2мд ?
Попробуйте найти в интернете ЭА 868/20 ,посмотрим,что там будет написано.
-
Форум открыт и доступен для обсуждения каждому.Любое мнение имеет право быть,если не противоречит правилам.Я извиняюсь, что вмешиваюсь.
"Нержавейку" варят ЭА 400/10у,а стали АК и АБ иногда электродами ЭА 981.Но не первыми,ни вторыми варить сталь 45т17ю3 нежелательно.
@70rufs, углекислота конечно же активный газ,но в СТП для смеси газов при сварке "маломагнитки" тоже прописана ЭП-854.
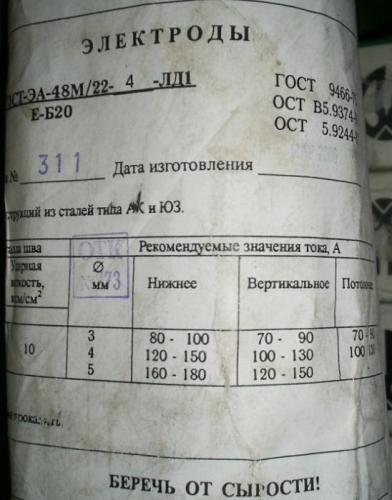
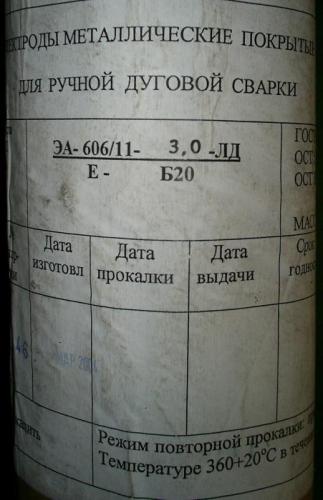
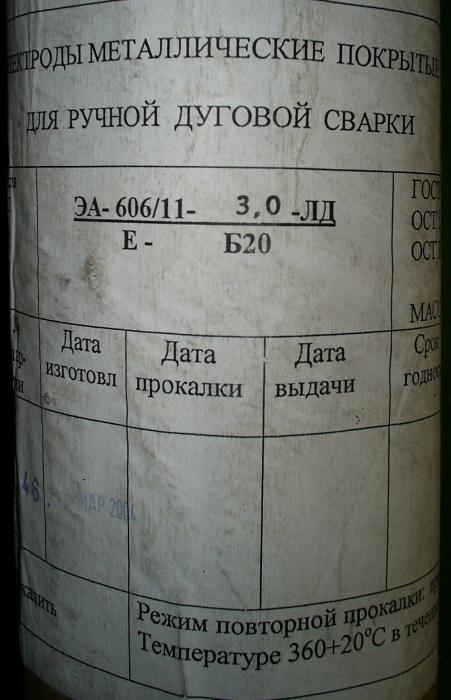
@morgmail - молодца, и чего Вы на "ДальЗаводе" не остались,технологом например!!!Но 606-ми маломагнитку варят,чаще всего в труднодоступных местах и сборщики делают ими прихватки.В основном сварка ведётся полуавтоматами и место применения этой стали весьма ограничено - ходовые рубки на судах и кораблях.
В последнем случае чаще "рекомендуются" 48м/22.
-
профессиональное мнение
Как Вы варите МАФом швы,фото швов и инструмента.А если Вы выбрали путь хама и впаривателя,то получите по заслугам и очень быстро.Первое предупреждение.
-
@rodat,если Вы не прекратите на форуме свою агрессивную политику продвижения МАФ,я Вас накажу.
@yuu, http://websvarka.ru/talk/index.php?showtopic=1766&st=200#entry51406
-
Тема называется "Сварка автогеном в сантехнике",а не "Продвижение продаж МАФ в Белоруссии".Если хотите,создайте подобную тему в разделе "Советы в выборе" и там рекламируйте "чудо-газ".Раз уже видно, что не все в теме:
-
5
-
-
А для чего Вы ставите на УДГУ 500 св.ток в 400 Ампер на толщине до 20 мм.У Вас нет фаски/зазора и есть 100% РГК / УЗКонтроль ?
-
Ответ очень сложный и простой одновременно.
-
Что скажете ?
Дешёвый полуавтомат хоббийного класса с любительской горелкой.















Покритикуйте мои швы по нержавейке-что не так?
в Аргонодуговая сварка — TIG
Опубликовано
За швы,подобные Вашим меня уже давно бы вышибли с работы.Мало того,что Вы не умеете подготавливать св.кромки и собирать узлы,так ещё и варите с нарушением технологии.Не соблюдается блочность в направлении сварки,наблюдается перегрев околошовной зоны и ещё куча разных нарушений о уже которых сказали профессионалы.Критики достаточно или продолжить?