konstantinXX
-
Постов
2 100 -
Зарегистрирован
-
Посещение
-
Победитель дней
9
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент konstantinXX
-
Всё испробовал, но лучше банального толстого отрезного диска ни чего нет. Он и режет тонко и обзор не закрывает. А лепесток не даёт заглянуть в зону резания. Да и по алюминию мельче 24 зерна я стараюсь не применять, не производительно. Край - 36-е зерно. П.С.: отрезной самый обычный лужский, оборотов можно поменьше, удобнее контролировать снятие. Да и заметил я, что резать алюминий то же лучше диском потолще и на несколько меньших оборотах. Так теперь я режу ал дисками 1,4мм толщиной примерно на 9000 об. Раньше использовал только миллиметровые диски, в том числе и дронковские по алюминию - так себе.
-
излишне дорого, они обычно для "мягкого" снятия покрытий применяются.
-
Да, финиш на дисках, если станка нет, то лучше ушм выводить. Только заряжать отрезные толщиной 1,6мм и послойно снимать. Если делать аккуратно, то ручная доводка напильником и шкурой почти не требуется, с качеством ни одна фреза в пшм не сравнится. Я по этой причине диски стараюсь не брать - лень их аккуратно выводить в ноль, терпенья и зла не хватает.
-
Мне проще. Говорю цену. Не устраивает? Свободен. Моя любимая фраза: тайга большая - ищи дешевле. Пора бы эту фразу девизом мне сделать. Тем более, что рядом с ней всегда соседствует такое изречение (для особливо упёртых клиентов) - места у нас глухие, нравы дикие... П.С.: психология и сварка должны идти рука об руку. П.С.2: диски варить буду. На своих условиях. С уважением.
-
есть, аргон нынче дороже пропана.
-
ещё как горячится.Я за руль не так давно сел и сначала стремался собственной тени. А потом носиться стал не боясь гнева Божьего. Два года минуло с того времени, остепенился и теперь с ужасом вспоминаю сколько раз мог башку сложить пока носился страха не ведая. Здесь ситуация аналогична. Варить более-менее научился - теперь стадия окрылённости собственным успехом. Значит скоро придёт степенность и мастерство. Вот тогда Рашида и поздравим.
-
Не совсем. Это установка безвоздушного нанесения. Позволяет довольно густую гадость наносить на требуемую толщину. Валер, вот видишь, и ты ей воспользовался. А то год назад говорил, что без дела лежит. Не лежит - а ждёт часа своего звёздного)))
-
@Rashid, не горячитесь. Вы не так давно начали работать с алюминием, а спорите с теми, кто на этом уже не одну пару копий сломал. С одной стороны это хорошо, но со стороны другой... Мой первый начальник говорил так: "Знаешь чем отличается молодой сотрудник от опытного? Поспешностью выводов." Резюмирую специально для вас. Сваривать поддоны не снимая можно, но это прямое нарушение технологии, отсутствие (что бы кто ни говорил) качества, отсутствие прибыли за этот гем (её забирает владелец поддона экономя на его снятии), риск получить претензию. Ну, и специально для вас: потолочный шов требует меньшего тока, чем шов в нижнем положении. Это аксиома, доказательств не требует. С уважением.
-
У американского дядьки приспособа именно для передачи массы от стола к изделию. Это нормально на производстве, но не в моём случае. Массу я всегда креплю непосредственно к изделию. Во-первых, уменьшаю петлю тока, во-вторых ликвидирую риск прилипания изделия к столу (а алюминий прилипнуть может намертво, особенно не большие вещи, и силикон не поможет). В случае сварки ЦАМа массу вообще креплю намертво слабым зажимом ибо в случае образования хотя бы малейших микродуг сплав может банально расплавиться в этом месте, проходил такое уже. Короче, приспособа делалась не для передачи массы от стола к изделию, а для быстрого крепления бобышки с массой на изделии. Просто поднял-положил, прихватил, поднял, поменял сторону или изделие, опять положил и прихватываешь. Зажимы в виде струбцин или прищепок я крайне редко использую, т.к. работаю с разнотипными изделиями и не всегда эти крепежи можно нормально и быстро закрепить. Как правило использую бобышку и бобышку с медным крючком. Просто кладёшь сверху или на крючок вешаешь и работаешь, снимается так же быстро. А главное бесплатно!!! Халява, сэр...
-
А смысл? Из меди данная приспособа хороша тем, что зажим массы можно крепить где хочешь. А из стали зажим массы крепить надо непосредственно на рабочий край, у неё сопротивление велико по сравнению с медью (из серебра бы сделать!!!), а постоянный ток низкого напряжения чувствителен к сопротивлению проводника - потери большие.
-
Давненько видел у американского дядьки на ютубе приспособу для крепления массы к свариваемому изделию. Приспособа в виде паука на трёх ногах, сделана из меди. Мне она показалась интересной, но медь на неё тратить жалко. Тут попался под руки кусок шпильки м8 который давно уже валялся под ногами и в голову пришла мысль, наверное адресом ошиблась... Получилось такое чудо с возможностью регулировки длины вылета (алюмишку на фото чисто для наглядности поместил): Стоимость чуда 9 р. - за длинную гайку. Остальное либо валялось у меня, либо подарили (кусок гладкой арматуры). Бронзовая бобышка для крепления массы к изделию у меня уже давно эксплуатируется. По резьбе она как раз подошла.

- 2 243 ответа
-
- 13
-

-
@BUTCHER, замечательно. Больше всего удивляет ваше умение мелкочешуйчатость получать на алюминии. Я пока так и не смог её повторить без перегрева. Но педали у моего аппарата нет и не предвидится, может в этом дело? плохому танцору...
-
Я не жду пока остывает. Алюминий тепло любит, это не нерж. Просто верхний ток задерите раза в полтора-два от нормы, нижний ток сделайте примерно в три раз меньше верхнего. Временные параметры подберёте сами. Алюминий пульсом сложно изгадить, поэтому выставьте на глазок, а там по ходу пьесы подправите.
-
Валера Selco подсказал пульс режим. Я попробовал на типовой для меня деталюхе, на которой обычно пор куча целая - действительно, помогает. Попробуйте и вы.
-
На и то и другое у меня кошелька пока не хватает. А выглаживать да, лучше на высоких оборотах. С уважением.
-
Валер, кстати, как там твоя новая машинка от Макиты поживает? Испробовал в работе грызуна? И обозначились ли преимущества низких оборотов при работе с люмишкой?
-
@Георгий 11, согласен, не чугуний, усадка ого-го! Если остужать излишне быстро, то массивная ступичная часть будет стыть на много медленнее, чем тонкостенный обод с развитой поверхностью теплообмена. Тут то и засада и относительно тонкую спицу порвать на раз может. Однажды был у меня подобный опыт с дафовским кронштейном. Варил его весь вечер, разогрел так, что слюна отскакивает. С утра пришёл - а он порван. Причина - голова кронштейна была массивная, а тело тонкое и с развитой поверхностью, результат закономерен. П.С.: я и этот диск внимательно утром осматривал, искал возможные трещины в околошовной.
-
Нет, конечно. Это жадность. В прошлый раз пытались мне лапшу на уши вешать, типа это не трещина (а их там две, соседняя спица тоже), а след от литья. После нагрева уже не отвертелись. В итоге диск парнишам в 4 куска обойдётся только по сварке. В субботу и эти трещины добью. П.С.: эта же трещина хорошо видна на первом фото предыдущего сообщения, спица справа.
-
Доделал за пару вечеров. Предпрогрев ступичной части, остывание в мин.вате. После зачистки показал клиенту - доволен он как свежевымытый слон. На вопрос не страшно ли будет ездить? Ответ меня окончательно убивший: мы на ней треснутой больше месяца ездили, только щёлкает...))) Нет, эту страну не перевоспитать,отныне берусь делать подобные вещи без всякого угрызения совести. В конце концов каждый сам выбирает свою дорогу.
-
@Ильдарка, работа эта первая. Вы получили бесценный опыт, да и запас электродов остался на будущее. Вот свои законные 2700 умножьте на два это и будет цена ремонта. Для первого раза достаточно, тем более, что цену вначале не оговорили. Это в общем то главная ошибка. Учитывая дороговизну сварки чугуна и относительно не большую презентабельность изделий из него, цену надо всегда называть сразу. При этом "лишние" заказчики сразу отфильтровываются. Специально для вас, кроме заклинания я дам и волшебную формулу расчёта электродов по чугуну. Формула эмпирическая и не надо требовать от меня её доказательства. Либо верьте, либо нет. Ибо верую потому, что абсурдно. Записывайте: на 10см шва 10мм чугуна уходит 10 электродов ОК диаметром 3,2мм П.С.: огарки не выбрасывайте, когда-нибудь да сгодятся. С уважением.
-
Заклинание здесь не главное. Главное много читать форум, усердно работать (в том числе и выходные) и потеть не забывать. Остальное мелочь. Так что просто меняйте буквы в нём и всё будет норм.
-
такими темпами заказчики к Аллаху отправят раньше. Болгарку в руки и всё, что напороли теперь вырезайте. Потом ищите ОК92.58 и делайте латку из малоуглеродистой стали. Далее привариваете латку медленно, нежно и с проковкой, без поперечных колебаний электродом. Да, и самое главное, забыл сказать вам волшебные слова которые вы обязательно должны произносить при выполнении этой работы. Без них ни чего не выйдет. Запоминайте, произношу их один раз:"Я Ильдарка не топчумба, я сварилка научумба. Намбо томбо захотемба и немного попотемба" Всё.
-
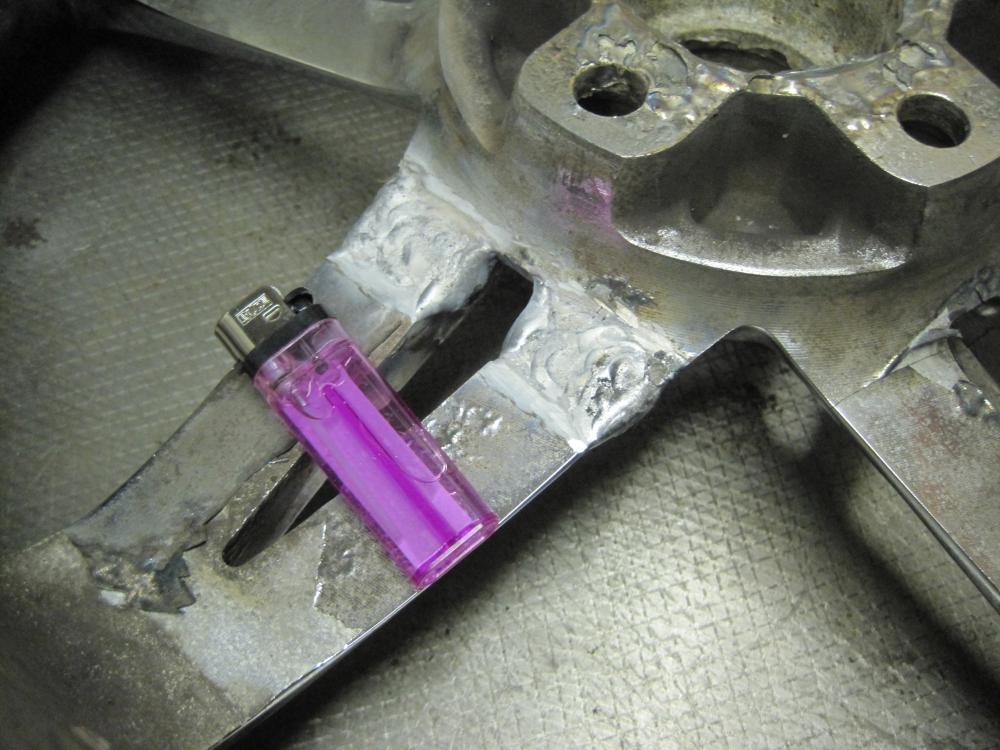
Попросили диск заварить. Китай. Лопнули спицы у самой ступицы. На моё предложение купить новый диск ответили отказом. Короче, надоело мне дураков учить, тем более, что я всё сделаю зер гут, а другие абы как. Размеры диска видны по приложенной шкале. Толщина спицы 30мм, разделка Х-образная. Сегодня подготовил, на днях заварю.
-
жёстко вы его, прощай лигатура, здравствуй ржа.
-
а вот тут надо грамотно настроить спад дабы уйти в него в случае "неуспеваемости". Можно в 4Т работать - этот режим имеет нормальный и пониженный ток , да и пруток взять посолиднее не помешает. А тонкий пруток в углу на больших тока бывает и на пол шестого уйдёт ввиду не большой разницы между солидус/ликвидус у алюминиевых сплавов.