

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Сварка полуавтоматом.Основы.
Процесс - саморегулирование - дуга
Процесс саморегулирования дуги в значительной степени зависит от внешней характеристики источника питания, плотности тока в сварочном электроде и стабилизирующих свойств флюса. [1]
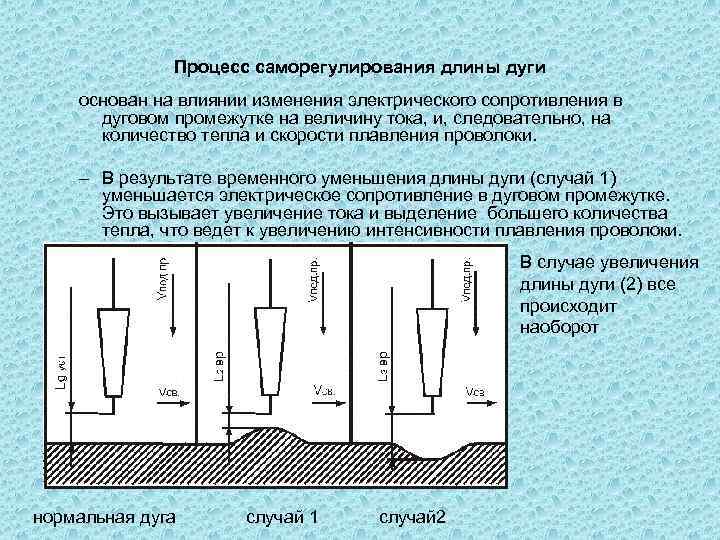
Процесс саморегулирования дуги проявляется как результат реакции на какое-либо внешнее возмущение, вызвавшее нарушение в установившемся равновесии между скоростью подачи и скоростью плавления. Так, при увеличении длины дуги уменьшаются сварочный ток и скорость плавления электродной проволоки, а скорость подачи, оставаясь постоянной, становится больше скорости плавления, что приводит к восстановлению длины дуги. В случае уменьшения длины дуги происходит обратный процесс - скорость плавления проволоки становится больше скорости подачи, что приводит к восстановлению нормальной длины дуги. Для того чтобы горение дуги было устойчивым, необходимо равенство скоростей подачи и плавления электродной проволоки. [2]
На эффективность процесса саморегулирования дуги существенно влияет и форма ВАХ источника питания. С большим быстродействием колебания длины дуги будут отрабатываться при жестких ВАХ, так как при этом будет возрастать параметр р рд - ри ( р уменьшается при переходе от крутопадающих ВАХ источника питания к жестким) и, как следствие, параметр р будет увеличиваться, а постоянная времени Т уменьшаться. [3]https://www.ngpedia.ru/index.html
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки
Многие домашние мастерские укомплектованы не хуже специализированных профессиональных сервисов. В том числе – и оборудованием для выполнения сварочных работ. Но далеко не все возможности аппаратов используются в полном объеме. Причина заключается в том, что не каждый любитель сможет самостоятельно настроить сварку на работу с алюминием, нержавейкой или другими металлами. Инструкции бывает недостаточно. Недостающим звеном может стать опыт производственников.
На настройки влияют внешние параметры
Толщина заготовок, пространственное положение сварного соединения, конфигурация стыка, необходимость в усилении катета и другие показатели требуют корректировки в настройках аппарата. Основные настройки полуавтоматической сварки:
- сила тока – подача присадочной проволоки. Зависимость прямо пропорциональна: увеличение скорости подачи проволоки требует более высоких значений в настройках силы тока;
- напряжение дуги. Значения регулировки влияют на величину тока;
- расход защитного газа зависит от основных параметров сварки.
Первичные значения можно задавать по настроечной таблице. Далее выполняется тестовое сваривание определенного количества элементов. По его результатам настройки корректируются.
После приобретения полуавтомата необходимо время для того, чтобы привыкнуть к особенностям его работы. Со временем даже звучание электрической дуги станет для пользователя информативным. А пока что нужно привыкать к изменениям:
- комплектация полуавтоматов с идентичными эксплуатационными показателями могут сильно отличаться. Отличия в настройках – не редкость даже среди моделей одного производителя;
- из-за перепадов напряжения настройки полуавтоматической сварки сбиваются;
- изменение марки и состава проволоки;
- изменение состава газа;
- даже небольшой ремонт, а тем более замена комплектующих ведут к изменениям в работе оборудования.https://stal-kom.ru/
Газозащита
Газовый поток тоже является справочной величиной и не влияет напрямую на настройки сварочного агрегата. Контроль над расходом газа существенно упрощается при условии, что редуктор имеет две шкалы. Более точно объем потока учитывает ротаметр, который довольно часто устанавливают на промышленных сварочных линиях.
Ротаметрический показатель расхода газа дает данные о подаче инертного газа в зону сварочного процесса в постоянных величинах. Статическое давление будет снижено в том случае, когда сработает горелка и будет создано облако защитного газа. Стартовый диапазон значений для ротаметра составляет от 6 до 10 литров на минуту. В случаях, когда установлен манометр – порядка 1-2 атмосфер.

Норма расхода газа подбирается в зависимости от наличия пор в зоне сварного шва. Газовый поток увеличивается в объеме до того момента, когда поры не исчезнут. Применение газа на ветру или в помещениях со сквозняком не оправдано. Здесь лучше прибегнуть к проволоке с флюсом.
Подбор газовой смеси
На выбор газовой защитной смеси влияют два фактора – свойства свариваемых материалов и требования по качеству исполнения:
- углекислый газ идеально защищает сварочные ванны. Является идеальным вариантом для обеспечения глубокого проплава. Но не подходит для тонкой работы в силу грубого по внешнему виду шва и большой разбрызгиваемости;
- аргон в сочетании с углекислотой в пропорции 3:1 применяется для сваривания тонколистовых заготовок. Формируется тонкий шов высокого качества, генерируется минимальное количество брызг;
- для нержавейки оптимальной газовой смесью является композиция из аргона (98%) и углекислоты (2%);
- при сварке алюминия применяется чистый аргон.

Настройка напряжения
Изменения вольтажа определяются издержками энергии на плавление металла и горение дуги. Рост энергозатрат вызывает увеличение толщины расходного материала и глубины провара заготовок. Настраиваются бытовые полуавтоматы ступенчатым методом.
На крышке кожуха с внутренней стороны есть справочная таблица выбора значений напряжения. Это важная информация от компании-изготовителя, которая позволяет для каждой модели подобрать оптимальные значения мощности с учетом конкретных условий работы.

Скорость подачи проволоки
От скорости подачи расходного материала в зону расплава зависит и значение силы тока. Величина подачи проволоки является одним из основных изменяемых параметров. Выбирается она после того, как уже установлено напряжение, так как интенсивность плавления напрямую влияет на скорость подачи.
Величина изменяется в зависимости от марки и диаметра используемого материала и после каждого изменения в значениях напряжения. На рынке представлено оборудование с автоматической настройкой параметра. Однако, оно относится к числу дорогостоящих полуавтоматов.
Чтобы оптимизировать настройки полуавтоматической сварки, требуется тонкая корректировка значений. В случае слишком быстрой подачи присадочной проволоки будут образовываться наплывы; медленная подача станет причиной разрывов шва, просадки или волнистости. Хороший валик невозможен без точной балансировки трех параметров: напряжения, силы тока и скорости подачи расходника.

Слишком высокая подача проявляется сразу же после начала работы. С зажженной дугой скорость подачи снижается, но проволока не перестает изгибаться, липнуть к поверхности металла и не успевает плавиться. При этом наблюдается активное продуцирование брызг. Недостаточная подача проявляется в том, что электрод перегорает еще до касания с металлом. При этом наконечник, откуда подается расходный материал, будет забиваться. Таким образом, можно сделать вывод: правильный выбор режима скорости подачи и величины тока при ранее выставленных настройках напряжения является первым шагом к профессиональному росту.
Талица прямой зависимости между регулировками и результатом работы:

Полярность
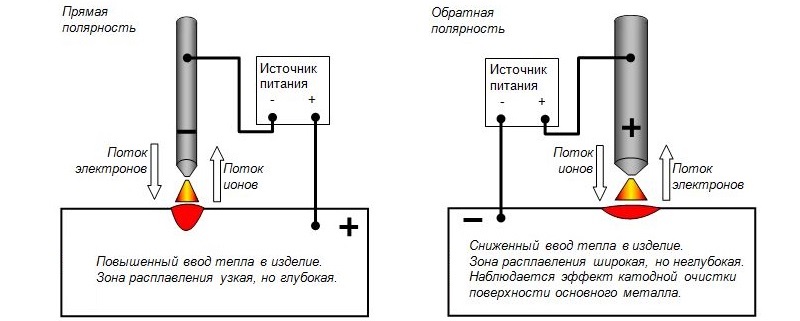
Изменение полярность относится к числу наиболее простых регулировок. Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги.
При прямом подключении свариваются заготовки с использованием проволоки с флюсом. Большая часть тепловой энергии идет на защиту сварного соединения. Флюс полностью реагирует и в свободном остатке его нет. Основные издержки метода – обилие брызг и приличное количество шлака.

Омедненная цельная проволока должна быть запитана от плюсовой клеммы. Подготовка свариваемых заготовок заключается в зачистке поверхности и разделки. С увеличением диметра проволоки возрастает и проводимость. Поэтому при работе с заготовками большого размера целесообразно увеличить диаметр расходника.
Выпуск и вылет проволоки
На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению.
В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм.

Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
Выпуск и вылет напрямую зависят от диаметра присадочной проволоки:

Настройка дуги
Даже сравнительно недорогие модели полуавтоматических сварок наделены верньерами управления индуктивностью. Данные настройки изменяют температуру сварочной дуги, глубину проплава металла, выпуклость соединения. Можно работать с чувствительными к перегреву деталями, тонкие листовые материалы теперь не представляют серьезной проблемы для сварочного аппарата.
Возрастание индуктивности возникает из-за сжатия токового канала. С ростом показателя возрастет и температура плавления, глубина расплава; сварочная ванночка становится более жидкой. Валик готового шва при этом будет более плоским. При небольшом диаметре присадочной проволоки дуга становится устойчивей, возрастает коэффициент наплава, глубина проплава металла; уменьшается количество брызг.

Влияние напряжения на качество соединения
Красивый без пор шов, достаточно выпуклый, без подрезов, наплывов и прочих дефектов можно получить только при условии сбалансированности напряжения с другими регулировками. При низком напряжении сварочный шов получается узким с малой глубиной провара. И наоборот – при высоких показателях напряжения шов получится слишком широким, высоким; кратер ванны будет глубоким.
Проблемы и ошибки
В случае слепого копирования усредненных данных по настройкам оборудования, которые приведены в разных справочниках и таблицах, не исключены проблемы и промахи. Вина здесь полностью лежит на сварщике. Важно учитывать не только рекомендации, но и тонкости выполнения каждой конкретной задачи. Внимание к мелочам и творческий подход являются залогом успешного выполнения работы.
Опытные специалисты сразу улавливают некорректность работы оборудования. Вот некоторые из признаков:
-
- щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала;
- если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой;
- слишком много брызг: нужно увеличить показатели индуктивности и подачи газа;
- шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита;
- непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения. Не исключено, что требуется повернуть регулятор индуктивности;
- сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок);
- зазубрины и неодинаковая полнота валика нарушена скорость ведения горелки по шву;
- прерывистый шов + избыточное разбрызгивание – длина дуги очень большая.
Как устанавливается ПВ/ПН и примеры аппаратов
Продолжительность включения/продолжительность нагрузки
Для определения продолжительности нагрузки у любых видов сварочных аппаратов используют методику, прописанную в ГОСТ Р МЭК 60974-1-2012. Согласно документу, испытания проводятся при температуре окружающего воздуха +40º С в течение 10 минут. Оборудование подключается в сеть, возбуждается электрическая дуга и засекается время, сколько аппарат сможет варить беспрерывно в течение 10 минут, пока сам не отключится из-за перегрева.
Например, у инвертора ///////// указано в характеристиках ПН 35%. Это означает, что на максимальном токе 200 А получится варить 3.5 минуты, а 6.5 минут нужно давать аппарату остывать. Конечно, такая характеристика не означает, что инвертор отключится сразу на 31-й секунде четвертой минуты. Время уходит на смену электрода, отбивание шлака, смену положения, поэтому оборудование немного отдыхает в такие паузы и может варить 4-5 минут, но не более. https://www.svarbi.ru/
§ 79. Сварка в углекислом газе
Советскими исследователями К. В. Любавским и Н. М. Новожиловым в начале 50-х годов был разработан способ сварки в защитной среде углекислого газа, который в настоящее время нашел широкое применение во всех странах мира.
Сущность процесса сварки в углекислом газе заключается в следующем. Поступающий в зону сварки углекислый газ защищает ее от вредного влияния атмосферы воздуха. Причем при высокой температуре сварочной дуги углекислый газ частично диссоциируется на окись углерода и кислород 2СO2 ↔ 2СO + O2.
В результате в зоне дуги образуется смесь из трех различных газов: углекислого газа, окиси углерода и кислорода.
Вследствие того, что температура дуги не везде одинакова, неодинаков и состав газовой смеси в зоне дуги. В центральной части, где температура дуги высокая, углекислый газ диссоциирует почти полностью. В области, прилегающей к сварочной ванне, количество углекислого газа преобладает над суммарным количеством кислорода и окиси углерода. Все три компонента газовой смеси защищают металл от
воздействия воздуха, в то же время окисляют его как при
переходе капель электродной проволоки в сварочную ванну, так и на поверхности.
Fe + СO2 ↔ FeO + СО; Mn + СO2 ↔ МnО + СО;Si + 2СO2 ↔ SiO2 + 2СО; 2С + 2СO2 2СО + 2СО;2Fe + O2 ↔ 2FeO; 2Мn + O2 ↔ 2МnО;Si + O2 ↔ SiO2; 2C + 2O2 ↔ 2CO2.Порядок и интенсивность окисления элементов зависят от их химического сродства к кислороду. Вначале окисляется кремний, имеющий большее сродство к кислороду, чем другие элементы. Окисление марганца также происходит значительно интенсивнее, чем окисление железа и углерода. Следовательно, нейтрализовать окислительный потенциал углекислого газа можно введением в присадочную проволоку избыточного кремния и марганца. В этом случае погашаются реакции окисления железа и образования окиси углерода, но сохраняются защитные функции углекислого газа в отношении атмосферы воздуха.
Качество наплавленного металла зависит от процентного содержания кремния и марганца в сварочной проволоке (при условии наличия необходимого количества углекислого газа). Хорошее качество наплавленного металла при сварке углеродистых сталей гарантируется тогда, когда в составе проволоки соотношение Мn к Si составит Mn/Si = 1,5 ÷ 2.
Образовавшиеся окислы кремния и марганца не растворяются в жидком металле, а вступают во взаимодействие друг с другом, образуя легкоплавкое соединение, которое в виде шлака всплывает на поверхность сварочной ванны.
Углекислота/смесь не рассматривается
-
Углекислота (по ГОСТ 8050-85 «Двуокись углерода газообразная и жидкая») применяется как защитный газ для электросварочных работ. Состав смеси: СО2; Ar + CO2 ; Ar + CO2 + O2. Еще производители могут маркировать ее как смесь MIX1 – MIX5.
Параметры и размеры баллонов для ацетилена можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров.
При рабочем давлении углекислоты в баллоне 14,7 МПа (150 кгс/см2) коэффициент заполнения: 0,60 кг/л; при 9,8 МПа (100 кгс/см2) – 0,29 кг/л; при 12,25 МПа (125кгс/см2) – 0,47 кг/л.
Объемный вес углекислоты в газообразном состоянии равен 1.98 кг/м³, при нормальных условиях.
Посчитаем вес углекислоты в самом распространенном баллоне в строительстве: объемом 40л с рабочим давлением 14,7 МПа (150 кгс/см2).
40л • 0,6 = 24кг
Посчитаем объем углекислоты в газообразном состоянии:
24кг / 1,98 кг / м3 = 12,12м3
Вывод (для рассматриваемого случая): 1 баллон = 40л = 24кг = 12,12м3
Св. проволока
По механическому строению различают следующие структуры проволоки.
Сплошная. Представляет собой протянутый цельный калиброванный сердечник, собранный с помощью рядной укладки в бухты, катушки или кассеты. Механические свойства позволяют применять на автоматах и полуавтоматах.
ESAB OK Autrod 12.64 — сплошная омедненная проволока, легированная 1,7%Mn, применяется для полуавтоматической сварки углеродистых и низколегированных сталей.
Порошковая — это полая трубка, наполненная порошком (флюсом) со специальными свойствами. Такая структура затрудняет настройку протяжки проволоки на полуавтоматах. Усилия роликов, кроме создания качественной подачи, не должны превращать круглую трубку в овальную
Активированная. По возможностям использования в полуавтоматах она аналогична сплошной. Такой же цельный сердечник, но с добавлением, например, в виде тонких прослоек, компонентов, используемых для порошковых проволок.
По виду поверхности
Качество сварки полуавтоматом зависит от состояния поверхности проволоки. Покрытая медью, она значительно увеличивает стабильность сварочной дуги. Это создается улучшением подвода тока к зоне сварки по причине хороших электротехнических характеристик меди, а также уменьшением сопротивлению подачи проволоки через отверстие подающего наконечника.
Преимуществом непокрытой «черной» проволоки является более дешевая экономическая составляющая. Непокрытая проволока может выпускаться с полированной поверхностью. Этот вид приближается по характеристикам к проволоке с омедненной поверхностью.
По химическому составуХимический состав сварочной проволоки должен соответствовать составу свариваемых материалов. Этим требованием объясняется многообразие видов проволоки по химическому составу — от проволоки из обычной малоуглеродистой стали до легированной с большим количеством элементов.
Легированная сварочная проволока ДЕКА ER70S-6 0,8 мм. евро-кассета, 5 кг. Фото Сварочные Технологии
По количеству легирующих элементовСвойства проволоки напрямую зависят от количества входящих в нее легирующих элементов. Различают следующие виды легированной сварочной проволоки:
низколегированная (до 2,5% содержание элементов);
среднелегированная (от 2,5% до 10%);
высоколегированная (свыше 10%).Применение легированного присадочного материала делает возможность сохранить, а в некоторых случаях улучшить, такие уникальные свойства основного материала, как коррозионная стойкость, жаростойкость, жаропрочность и другие.
Для разных материаловКроме стальной существует проволока для сварки чугуна и сплавов цветных металлов (алюминия, меди, титана и других). Это дает возможность применять полуавтоматическую сварку для разных материалов. Для получения качественного шва требуется учитывать особенности материалов при настройке параметров сварки.
Нержавеющая сварочная проволока в расплавленном состоянии обладает повышенной жидкотекучестью. Это сильно затрудняет сварку в вертикальном и потолочном положениях. Высокая скорость плавления нержавейки требует от сварщика наличия квалификации при формировании шва.
Исправление литейного брака чугуна (раковины, трещины) производится с помощью сварки. Текучесть чугуна является препятствием при заваривании сквозных трещин. Высокая температура сварочной дуги при длительном воздействии приводит к изменению структуры, что делает чугун в месте сварки хрупким и склонным к появлению трещин. Полуавтоматическая сварка нагревает ограниченную по площади поверхность. Шов формируется отдельными последовательными точками. Тем самым минимизируется влияние обозначенных выше свойств на качество сварки.
Сварочный процесс цветных металлов сопровождается появлением тугоплавких окисных пленок. Это предъявляет высокие требования к защитному газу — обычно это аргон с высокой степенью очистки. Высокая теплопроводность требует наличия на полуавтоматах импульсного режима сварки для уменьшения риска прожига свариваемых материалов, особенно тонколистовых.
По диаметруВыбор диаметра проволоки напрямую связан с толщинами свариваемых материалов. Чем меньше толщина, тем меньше диаметр. Соответственно этому правилу варьируется параметр величины сварочного тока. Рекомендуемые размеры диаметра:
оборудование со сварочным током до 200А – применяется проволока диаметром 0,6 мм, 0,8 мм, 1,0 мм;
с током 200-350 А — диаметры 1,0 мм, 1,2 мм;
с током 400-500 А — диаметры 1,2 мм, 1,6 мм.Марки
Многообразие количества видов проволоки (только стальной существует около 80 наименований) всегда позволят подобрать лучший вариант для сварки. Наиболее часто применяются следующие марки.
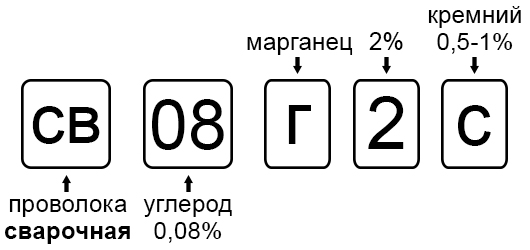
Св-08Г2С – применяется с омедненной и не омедненной поверхностью, аналогом является ER70S-6. С помощью этой малоуглеродистой и низколегированной проволоки на полуавтоматах сваривается большое количество марок стали. Поэтому проволоку выпускают многие производители, в том числе лидеры мирового рынка ESAB и DEKA. Во время работы электрод практически не залипает, разбрызгивание минимально. Защитная атмосфера создается аргоном или углекислым газом. Для выполнения работ в соответствии с технологией аргонодуговой сварки применяются и другие типы материалов.
Св-06Х19Н9Т – применяется для сварки нержавеющих сталей. Также может применяться в качестве наплавки и заготовок для изготовления электродов. Пониженное содержание углерода повышает пластичность сварочного шва. Большое количество хрома позволяет использовать в качестве присадки для материалов, используемых в нефтяной, пищевой и химической промышленности.
ПАНЧ-11 – используется в полуавтоматической сварке чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Причем делается это без нагрева заготовки и при отсутствии защитного газа. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению.https://kovka-svarka.net/material/svarochnaia-provoloka-marki/#

-
 2
2
-

-
 1
1
-
1
-
-
Активированная сварочная проволока
19 Февраля 2019Состав активированной сварочной проволоки
Активированная сварочная проволока по своему составу сходна с порошковой сварочной проволокой. В её составе также содержаться различные дополнительные компоненты, которые предохраняют металл от разрушения во время сварочных процессов и создают оптимальные условия в зоне сварочной ванны. Количественное включение порошкообразных добавок в составе активированной сварочной проволоки значительно меньше, чем в составе порошковой проволоки и составляет всего лишь семь процентов от общей массы. За счет этого становится возможным радикально иное конструктивное строение данного вида проволоки. В составе активированной сварочной проволоки порошковый компонент не насыпается в специальные полости, а вставляется в виде тонких фитилей. В результате получается сварочная проволока сплошного сечения со свойствами порошковой. Чаще всего активные компоненты внедряются в центральный канал сечения проволоки.
В виду малого содержания дополнительных компонентов у сварочной проволоки активированного типа есть существенный недостаток. Она не предназначена для проведения сварочных работ без использования среды защитного технического газа. Это значительно ограничивает область её применения.
В качестве дополнительных компонентов в сварочной проволоке активированного типа используются различные соли щелочных металлов. Они достаточно легко ионизируются и создают необходимые рабочие условия в сварочной ванне. Также в состав дополнительных активных компонентов входят и шлакообразующие элементы, такие как оксид магния, кальцинат железа, двуоксид кремния и некоторые другие.
Все эти активные элементы при производственных сварочных процессах создают такие условия, при которых происходит значительное снижение потенциальной эффективности электрической дуги. За счет этого увеличивается устойчивость её горения.
Преимущества активированной сварочной проволоки
К основным преимуществам активированной сварочной проволоки можно отнести следующие рабочие моменты. В первую очередь стоит сказать о том, что активированная проволока по своим рабочим качествам не уступает по ряду параметров порошкообразной сварочной проволоке. Однако благодаря своей цельной структуре может использоваться для таких сварочных процессов, где необходим многократный перегиб сварочной проволоки в ходе выполнения работ. Для сварки этим типом проволоки может использоваться тоже оборудование, что и для сварочной проволоки сплошного сечения. Её подача в сварочную зону не требует использования специальных защитных механизмов.
Недостатки активированной сварочной проволоки
Основным недостатком активированной сварочной проволоки является её низкие защитные свойства. Необходимость использования защитной среды технического газа при производстве сварочных работ снижает производственные показатели, увеличивает себестоимость произведенных операций.https://www.gaz-kom.ru/
-
4
-
-
Эта тема в дальнейшем получит свое продолжение .
-

"И что я в тебя такой влюбленный?"

"Я свободен!"

"- Зовите меня просто — ХОЗЯИН!.."https://anekdotov.net/
-
2
-
2
-
-
- Популярный пост
- Популярный пост
Коллектор. Проволока NiFe55. Прямая полярность.
![IMG_20221213_131852[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1942682441_IMG_20221213_1318521.thumb.jpg.7b8e42ec1959520ad1673b4d0a261da7.jpg)
![IMG_20221213_132717[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/338856612_IMG_20221213_1327171.thumb.jpg.5d540393765060dc9855c303b8a69cb9.jpg)
![IMG_20221213_133305[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1671586477_IMG_20221213_1333051.thumb.jpg.72a0722b61bd6ac046f9a6e718c2e121.jpg)
![IMG_20221213_133623[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/573432985_IMG_20221213_1336231.thumb.jpg.1565e6c2239dadb98013c7654849e9b7.jpg)
![IMG_20221213_133809[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/629580460_IMG_20221213_1338091.thumb.jpg.d3478e1acf7cf4eba45ee92b144da547.jpg)
-
1
-
10
-
В 11.12.2022 в 11:00, fedorovf сказал:
Добрый день , требуется услуга . Есть вал диаметр 40 мм , длинна 2420мм . Есть просадка в трех местах до 2мм на диаметр длинной просадки с ремнем 120мм. Необходимо наварить дуплексную присадку с целью восстановления диаметра до исходного . Если есть ещё и Токарка то вообще отлично . У нас в городе нет ни оборудования , ни проволоки ни нужного защитного газа . Поэтому готов отправить вал в любой город .
Мой телефон для связи 929 777 5537
Давайте несколько подробнее остановимся на вашем вопросе. Установлен вал в ток.станок, снят изношенный слой до чистого металла, наплавлен слой металла с требуемыми свойствами. Каким бы способом не был наплавлен металл, после наплавки будет присутствовать деформация- в зависимости от способа вопрос в ее степени. Прежде чем задавать подобный вопрос -Можно ли?, надо расширить вводную часть, а именно: обозначить места наплавки -их расположение. В каких условия работает вал? Тежелонагружен или нет? Что это тело вращения или это колона,шток? Число оборотов вала? Допуски на радиальное биение,овальность.Класс чистоты поверхности -только токарная обработка или требуется шлифовка? Приведу один пример. Надо было изготовить вал из ст.ХН78Т , размеры примерно такие же. Так вот ,допуски по рад.биению были такие, что долго голову ломали, как это сделать -одна шлифовка должна была происходить в двух люнетах.Это многочасовая работа:минимальный слой за проход,чтобы избежать прижогов, выглаживание и т.д.,учитывая вязкость металла. Приезжает заказчик. Задается вопрос-В каких условия работает вал? Оказалось,что это шток задвижки газохода на химкомбинате . Понимаете в чем суть? Это шток, который перемещается в горизонтальной плоскости и для него определяющим условием будет класс чистоты поверхности(сальниковое уплотнение), все остальные требования по допускам не суть важны,особенно по радиальному биению и овальности. Вполне возможно,что наплавка изношенного участка металла с необходимыми свойствами является наименьшей проблемой в данном случае.
-
2
-
-
Тот, что за разумные деньги -это универсальный комплект, но таких комплектов надо иметь два и к ним еще пару комплектов запасных наконечников...,если на то пошло. А бывает так, что перероешь 3-4набора и с трудом подберешь нужное.
-
1
-
-
2 часа назад, Serj55441 сказал:
Виктор,этот набор нужен 1-2 раза в год,,,,но нужен,т.к. бусы,фуры,трактора.
Иногда бывает так, что не обойтись без него.
-
2
-
-
Хочу обратить внимание пользователей на следующее:прежде чем, что-то покупать на различных сайтах сравните цены.
Посмотрел цены на наборы для поиска утечек в атокондиционерах и слегка удивился, "российскому производителю" .. Все инструменты

Цена 35 550 р.
Али.

Реальная цена 12 000руб. с доставкой .
Нужен ли такой набор? Нужен, но первой необходимости в нем нет.

17250 руб.http://holodps.ru/

Алтайский завод агрегатов
РК-70 (Редуктор высокого давления)
7 200.00
Так что десять раз посмотрите большее сайтов и сравните цены, чтобы потом не было больно за напрасно потраченные деньги.
Что такое сверхпроводимость? Это..когда надо .. телеграфный столб, чтобы забеременела телеграфистка.
Что такое сверхнаглость? Она пред вами в разнице цен.
-
3
-
-
Обратите внимание на то, что сейчас участились взрывы газа в многоквартирных домах, следовательно, власти будут предпринимать какие-то меры дополнительного контроля. Вы со своими баллонами, пусть это будет инертный ,а не горючий газ, можете попасть в сложную ситуацию.
-
В 07.12.2022 в 10:35, Luckystorm сказал:
Если пытаешься с мобильной версии главной страницы вызвать меню в правом верхнем углу, ничего не получается, не кликабельно , до обновления движка форума работало
Это работало, когда SSL не было. С этой проблемой будут разбираться в самое ближайшее время.
-
Мелочь всякая. Приспособления занимают много места, но без них сложно.Сказывается кризис.Начинают как-то выкручиваться из положения. БМВ. В таких случаях пригодятся обрезки алюминиевых трубок, оставшиеся после .. после ремонта радиаторов -надо было бы выбросить, да рука не поднимается ...и пригодились.
![IMG_20221209_175909[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1110898832_IMG_20221209_1759091.thumb.jpg.9c624db7aa20c2c78ec64be0d3add54d.jpg)
![IMG_20221209_180053[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1499943275_IMG_20221209_1800531.thumb.jpg.f9f99d62412864d4815340fd195a2b4f.jpg)
![IMG_20221209_182706[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/53876857_IMG_20221209_1827061.thumb.jpg.b1926ff73d0dca899ddeeb988dbe5117.jpg)
![IMG_20221209_182957[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1354015980_IMG_20221209_1829571.thumb.jpg.23debec2c35d02e3c965fc4bbcf6019e.jpg)
![IMG_20221209_183123[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1220610646_IMG_20221209_1831231.thumb.jpg.4852135ac8944f56849d266c57678c37.jpg)
-
1
-
7
-
-
Теплообменник котла.Первый контур опрессовка азотом 8ати. Второй контур воздух 5ати. Пескоструйка и пайка Харрис 0. В первом случае думал, что стык потек. Запаял, опрессовал. Нет, не стык в изгибе трубки,чуть выше стыка. Как в том анекдоте - Факт бачил?..нет, не бачил, факт был выше. Повторная пайка и опрессовка. Отдаешь теплообменник счастливому заказчику, забираешь штуку баксов, а попутно суешь им под нос самый дешевый пруток Харрис 0,чтобы проникся важностью момента -Видишь, что пишут? Что пишут? Made in USA- это тебе не китайское фуфло, а вот такое ого-о. Маркетинг ,что сделать. Для большого автосервиса самый раз.
![IMG_20221209_121425[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/561795645_IMG_20221209_1214251.thumb.jpg.e37b1d791631cfc068cc58fd42a5d766.jpg)
![IMG_20221209_121733[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/708029621_IMG_20221209_1217331.thumb.jpg.1d64994b8f623c23820769564e17ed48.jpg)
![IMG_20221209_123348[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/869716873_IMG_20221209_1233481.thumb.jpg.373efee34813effd62779516de7db15c.jpg)
![IMG_20221209_124314[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/2009765641_IMG_20221209_1243141.thumb.jpg.8156f13bee8161e4a5e78e65281323eb.jpg)
![IMG_20221209_124600[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1087358724_IMG_20221209_1246001.thumb.jpg.c5c778c1cd67237cc5b97a5bb0a537b2.jpg)
![IMG_20221209_124959[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/862302566_IMG_20221209_1249591.thumb.jpg.b2fc1d6db6baf06d1cb9148498716a47.jpg)
![IMG_20221209_125339[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/821136834_IMG_20221209_1253391.thumb.jpg.0c76e0c75d4e4bcf7ce869140510520b.jpg)
![IMG_20221209_130135[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1529448899_IMG_20221209_1301351.thumb.jpg.6e516aecefe5a8241868e23eef6137aa.jpg)
-
3
-
-

"Молодец! И мух отгоняй!"

"я из дому вышел и сразу зашел"

"Маша подросла, а привычка осталась"https://anekdotov.net/
-
3
-
-
1 минуту назад, welderman сказал:
8 лет в доме Сварог200Про, простенькая синергетика, регулировки индуктивности вообще нет( да и не требовалась как-то), отварено железа и алюминия ну кг так на пару тонн....и в смеси, и в кислоте, и в аргоне... и ТИГом он тоже поработал и ММА( с этим плохо), УОНИИ не любит, рутил жрёт нормально)-в ремонте не был не разу. Для начала-пойдёт. Это моё личное ,никому не навязываемое мнение.
Вот примерно на этом надо остановиться. Ни о каком "пульсе" речи не может идти, если человек не освоит работу с таким аппаратом.Ведь никому не придет в голову посадить курсанта летного училища сразу в истребитель, минуя кукурузник.
-
2
-
3
-
-
1 час назад, tehsvar сказал:
Не стоит. Они тоже ломаются.
https://websvarka.pro/threads/285/post-2507
Сам недавно ремонтировал. В принципе, он не первый, просто фото только этого выкладывал.
Разве что на форумхаус фото других Лорхов после моего ремонта ещё есть.
Последнее время весьма не люблю темы с советами, потому как дело неблагодарное и всё равно купят то, что сами и надумали.
Посему это просто переливание пустого в порожнее. А вопросы типа, такой, чтобы сразу не сломался... Меня просто смешат. И от цены это не зависит.
Это понятно, что если порекомендуешь купить определенный аппарат, потом он сломался, все обвинения и проклятия в гости к нам. Конечно, человек менжеваться будет до последнего, потом купит что-нибудь эдакое. Получит точку опоры /отсчета. Поработает, повозиться с ним и потом уже придет какое-то понимание. Начинающий хочет попробовать кузовщину поварить ), забор какой и т.п.,следовательно, ему нужен аппарат что-то вроде твоей Энергии или Авроры -недорогой и ремонтопригодный -минимум функционала, но недорогой в ремонте. По ремонтопригодности тебе виднее. Скорее, их надо сориентировать на заводы, выпускающие приличные аппараты в данной ценовой категории, которые потом представлены на рынке России под разными торговыми марками. Речь идет о репутации китайского завода. К примеру, в советском станкостроении был Рязанский станкостроительный завод - это уже имя и репутация со всеми вытекающими.
-
5 минут назад, hvr63 сказал:
(каждому имени присваивался рейтинг)
Рейтинг- это чудесно. Поставят рядом Гроверс и Хелви, а потом начнется многочасовая битва между сторонниками и противниками Китая.
-
2
-
-
6 минут назад, Vovan64 сказал:
В темах нет кнопки перейти к новому, раньше при открытии темы сразу открывалось с непрочитанных, сейчас с первой страницы всегда.
В разделе последние сообщения под ником есть время размещения сообщения ,нажмите на строчку, это и есть кнопка перехода к последнему сообщению.
-
1
-
-
12 минут назад, copich сказал:
Поэтому список из форума можно почерпнуть, форсаж, неон и что там еще ... гроверс, викинг и т.п. Его в целом в таком случае все устроит.
Вот, это уже конкретика для начинающего.
-
Игорь,давай так . Приходит новичок в эту тему,начинает читать ее от корки до корки, и какой вывод он сделает? Читать постоянно пространные рассуждения ? Не за этим человек сюда приходит. Он просит -Ребята,у меня есть несколько десятков тысяч руб. Покажите мне аппарат, который я могу купить безбоязненно , простой и надежный. Все, больше ничего другое его не интересует. Он просит указать аппарат , а не читать бесконечные рассуждения непонятно о чем.
Видит бог, если бы я пришел сюда и просил совета в выборе, и послушал бы эту бодягу, плюнул бы и убрался отсюда, как многие и делают. Задурят голову всякой хренью любому. Что угодно, кроме внятного ответа на поставленный вопрос.
-
2
-
-
Наберите в поиске - Прокладки для кислородно редуктора. Будут представлены фторопластвые и из полиамида. Вторые лучше.Цена 30р.
-
2 часа назад, copich сказал:
А если касательно данного случая, то только покупатель знает, какие для него особенности в оборудовании важны. А следовательно по конкретным точкам и стрелять в бренды или китайцев. Но лично у меня с китайцами пока не везет. Обязательно какая нибудь мелочь но вылезет, рано или поздно, обычно раньше. И именно, обязательно!
А если по новичкам. Собрал человек последние деньги тыс.60 и ночами не спит, выбирая полуавтомат. Голова идет кругом и не знает , что выбрать. О целях и задачах речь не идет -он сам о них не знает ничего.
Он хочет купить надежный аппарат и научиться варить , а ему здесь все уши прожужжали про расширенный функционал, еще про какой -то ужас, неизвестный ему. Сбили с толку и запугали со всех сторон...в общем обратился человек за помощью.Что ему делать? Ему нужны рекомендации -Гроверс,значит Гроверс, Форсаж,значит Форсаж. Нужна конкретика, а не заумные рассуждения.
-
3
-
1
-
-
Так,начинаем возвращаться к теме - Помогите с выбором
![IMG_20221213_131852[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1398653813_IMG_20221213_1318521.jpg.925bbaf0f40a589ea1d162b156ce542a.jpg)
![IMG_20221213_132717[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/230818033_IMG_20221213_1327171.jpg.8b013d783ae15cb49f4b1f38e5abe04e.jpg)
![IMG_20221213_133305[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/509394092_IMG_20221213_1333051.jpg.cbcd26686288cfc98e06254f15e6b012.jpg)
![IMG_20221213_133623[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1630636249_IMG_20221213_1336231.jpg.14f8574eb21f6cea6287e19f434fa02a.jpg)
![IMG_20221213_133809[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1919814654_IMG_20221213_1338091.jpg.d968b276c2c078151cce16efc4552287.jpg)
![IMG_20221209_175909[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/214967805_IMG_20221209_1759091.jpg.bff32e6cba05aa48716a93bf5d6732a0.jpg)
![IMG_20221209_180053[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1609222059_IMG_20221209_1800531.jpg.2ed2678eb7df352e11d813d7e511c2be.jpg)
![IMG_20221209_182706[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/235175970_IMG_20221209_1827061.jpg.9714265e4771b5f040d95b3f1a090ad9.jpg)
![IMG_20221209_182957[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/673451497_IMG_20221209_1829571.jpg.d3d7d8a9ccc25fc7d64382bb1ab0e13d.jpg)
![IMG_20221209_183123[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1516427308_IMG_20221209_1831231.jpg.c3e43d61124b185453082a3b024d18f1.jpg)
![IMG_20221209_121425[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1775827029_IMG_20221209_1214251.jpg.ac2b1a37e2b0ab487940dffc8da2a54d.jpg)
![IMG_20221209_121733[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/2084442755_IMG_20221209_1217331.jpg.8a933ada88eb6cb801b20ec72c39e366.jpg)
![IMG_20221209_123348[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1113113519_IMG_20221209_1233481.jpg.e22bf06184caf988deafd15f631fadf5.jpg)
![IMG_20221209_124314[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/76004315_IMG_20221209_1243141.jpg.da473e1a03e3af0b13f606ab235c8632.jpg)
![IMG_20221209_124600[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1708502149_IMG_20221209_1246001.jpg.0a83c118b81993d9ccab4ec52b4fcf9e.jpg)
![IMG_20221209_124959[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1473305244_IMG_20221209_1249591.jpg.1bb8b5c0435ee57a1e60311aaf38decf.jpg)
![IMG_20221209_125339[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1116791004_IMG_20221209_1253391.jpg.35ec07e9a0e3e5dcb522b8fd216b40b8.jpg)
![IMG_20221209_130135[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1155342794_IMG_20221209_1301351.jpg.8cabc1af36866071d470984b5e537748.jpg)
Ремонтная сварка деталей из термопластов - технологии, материалы, оборудование.
в Сварка полимерных материалов
Опубликовано
У меня горелка ГЭП-2 служит для сварки термопластичных материалов, о чем речь идет в данной теме.Она удобнее, чем приведенный выше фен, скажу так, мобильнее при сварке протяженных швов . В основном она применялась для сварки винипласта и пластиката, если не ошибаюсь ПВХ 3мм. К этой горелке нужен компрессор, и киловаттный трансформатор 36в. При сварке листов пластиката необходима такая палка-каталка) -диаметр 12-14мм и заострение конца, как у шариковой ручки. Зачем? Допустим, надо облицевать внутри пластикатом гальваническую ванну хромирования. Сама ванна сварена из листовой стали ст.3 5-6мм и облицовывается изнутри. Габариты ванны 4500/1800/1000. Делается выкройка и сваривается. На листе железа стыкуется листы.Расплавление , подача присадки, нарезанной из этого же материала. Сварка. В процессе участвуют двое -сварщик и помощник .Помощник вдавливает присадку вращательными движениями палочки, так как мягкую присадку сварщик в труднодоступных местах может не сильно прижимать. Сварной шов дублировали с двух сторон: основной шов по стыку и два с боков этого шва. Нужна была гарантия, что шов не почет, когда в ванне будут 4 куба электролита при Т 60-70С, а течь в хромовой ванне - это проблема ого -го какая, как говориться, не дай бог.