Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
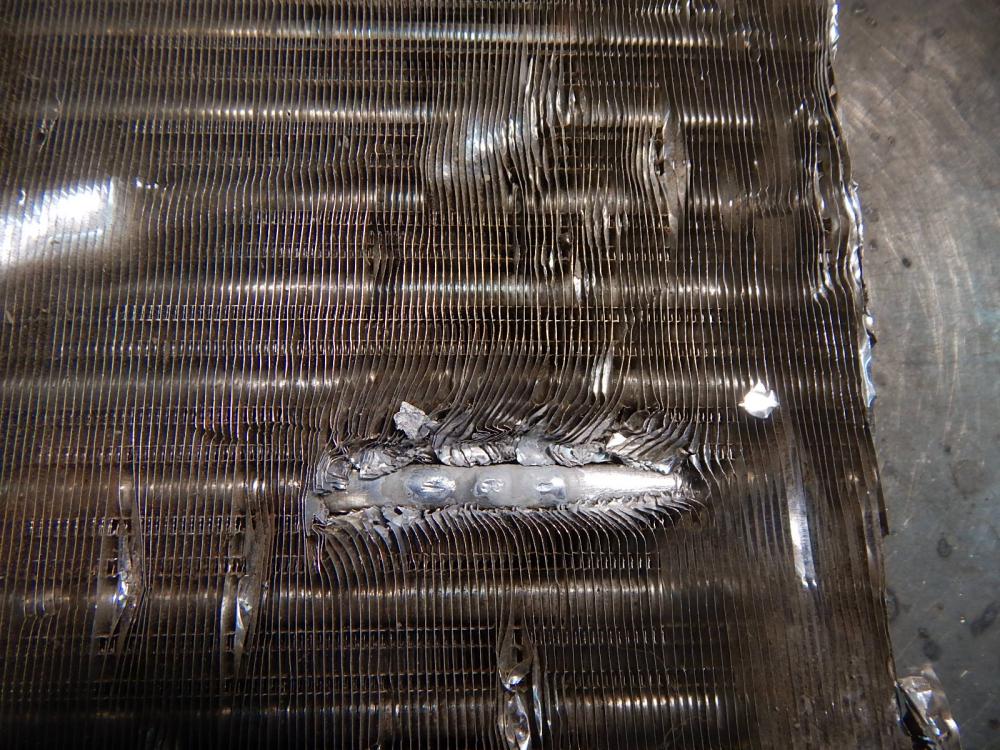
Во всех рекомендациях сказано,что можно варить полуавтоматом открытой дугой без защиты.Один шов(он либо первый слева,либо самый нижний на снимке )сделан с защитой,а потом на тех же режимах,но без защиты(второй слева или второй снизу).Без защиты слишком много пор

-
Это из разряда- дешево и сердито.Допустим,надо заварить тиски.Разделка,подогрев,сварка,минвата. Подогрев 450 С ..отбела нет,плюс хорошие механические свойства шва.Подогрев..и все будет так
-
В сообщении Аргониуса достаточно спорных моментов-это я о сообщении четырехлетней давности ,а не о вашем споре) Я не думаю,что нужно варить чугун в импульсном режиме.По нихрому не соглашусь.По температуре проковки шва тоже.Абсолютно упускается сварка чугуна ЦЧ 4 на горячую .
-
 Мундштук 1 ацетиленовый рассверлен на 1,2 под пропан
Мундштук 1 ацетиленовый рассверлен на 1,2 под пропан
-
Кронштейн.Такие детали надо на горячую .
-
Допустим,мундштук у ацетиленовой единицы рассверлить на 1,2
-
Инфракрасная горелка общего подогрева и №3 пропановая ...чтобы шока в отдельных случаях избежать,когда что-то вдруг расплавится
-
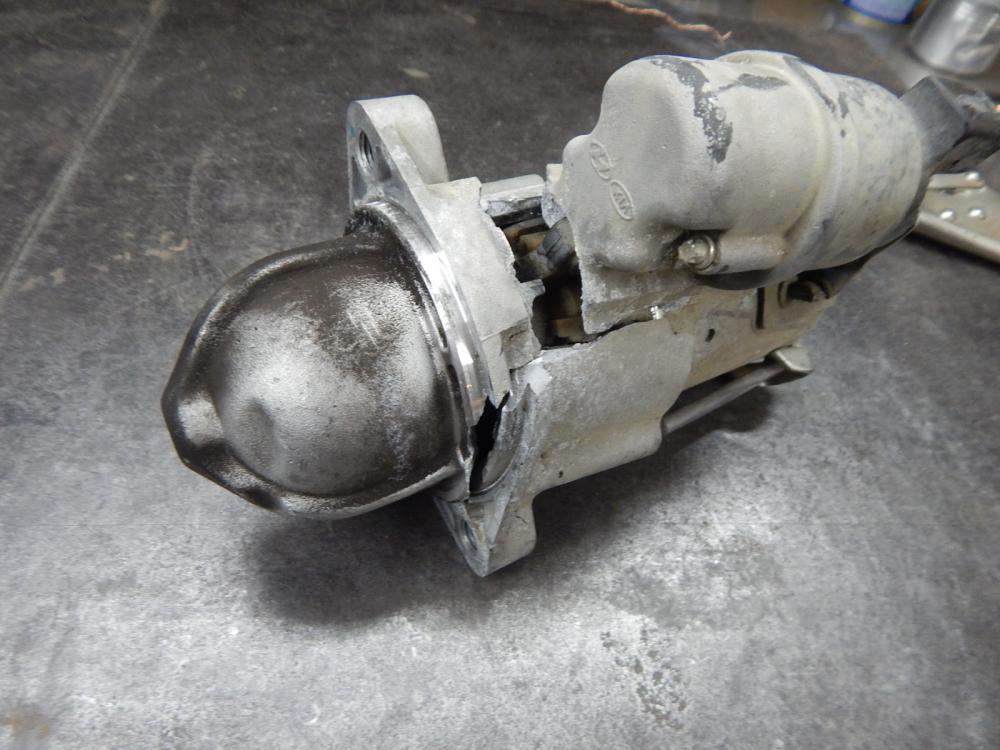
Стартер после аварии.Послесварочная доводка много времени занимает.Вроде и сложного ничего нет,а по времени 3 часа
-
Молодец, krech - сложный блок.Понаблюдать бы за этим блоком.Нагрузки он будет испытывать большие,и как он себя поведет после сварки неизвестно -сварка есть сварка,а "травмы" серьезные
-
Вы внимательно читали,что я написал? Это ГОСТ на медно-никелевые сплавы,а не моя выдумка Содержание кобальта прямопропорционально процентному содержанию никеля в сплавах и может доходить до 0,5%
-
Предпочитаю двухперьевые,либо дебевер для алюминия в нужных местах
-
Про стрелочника хорошо
-
Идея первая-отказаться от АД 31..нечего ему там делать
-
Это как сказать.Растворимость водорода в жидком алюминии и твердом 0,65 и 0,034 мл/100 г. Что-то я зарекся с головками на холодную и без травления присадки
-
А поры без подогрева ?
-
Сергей,это немного измененный МН 25( на 5% больше никеля и на 0,7% марганца),практически тот же самый материал ,из чего были сделаны советские рубли
-
Все это так,только ремонт золотым выйдет.Лучше,к примеру, крышку новую сразу купить-для серийных машин не особая проблем...если, действительно, дорогая и редкая деталь,то другой разговор .А так повторюсь:объяснить заказчику совокупность возникающих проблем,и пусть сам решает,что ему делать.
-
2. Для сплавов марок МН19, МН25, МНЖМц10-1-1, МНЖМц30-1-1, МНЖ5-1, МНЦ12-24, МНЦ15-20, МНЦ18-27, МНЦ18-20 за счет содержания никеля допускается содержание кобальта до 0,5 %. ГОСТ492-73 Вопрос о кобальте в бронзах-это навести тень на плетень
-
Что-то фреза меня смутила,..надо бы другую
-
МНЖКТ не уступит ПАНЧ 44 - 45 кг на разрыв
-
Крутилось на языке
-
Чего не сделаешь для науки. Это все александровский панч 0,8 .Сковородка с полным проваром.
-
Вообще артистические натуры."Разогреть блок до 700-800 С вытащить и спокойненько заварить,а потом опять в печь"-(пусть krech прокомментирует,известная для него забава ) . Этот парень видел когда-нибудь блок,разогретый до таких температур? Когда-то пытался спокойненько варить этот раскаленный чугун? В книжках хорошо написано
-
Что бы там не рассчитывали,а разница есть..и ощутимая
-
Конечно аргон..