Точмаш 23
-
Постов
5 559 -
Зарегистрирован
-
Посещение
-
Победитель дней
434






Достижения Точмаш 23
")
Мастер (14/14)
-
 Редкий
Редкий
-
 Редкий
Редкий
-
 Редкий
Редкий
-
 Редкий
Редкий
-
 Редкий
Редкий
Последние значки
17,3 тыс
Репутация
1
Ответы сообщества
-
Здравствуйте,Роза Георгиевна. Вообще-то я модератор фоума.Даже не знаю,что мне с вами делать. Подскажете?
-
Ванька свернул вчетверо исписанный лист и вложил его в конверт, купленный накануне за копейку… Подумав немного, он умакнул перо и написал адрес: На деревню дедушке. Потом почесался, подумал и прибавил: «Константину Макарычу». От себя добавлю:не приведете объявление в надлежащий вид,удалю.
-
Есть такая поговорка- С дуру можно одну штуку сломать. Кратковременное воздействие,а потом можно либо смыть водой,либо нейтрализовать щелочью,тем же гелем для удаления жира с плит рН 10 и смыть водой. Гелем также можно удалить масло с бетона,если оно свежее...
-
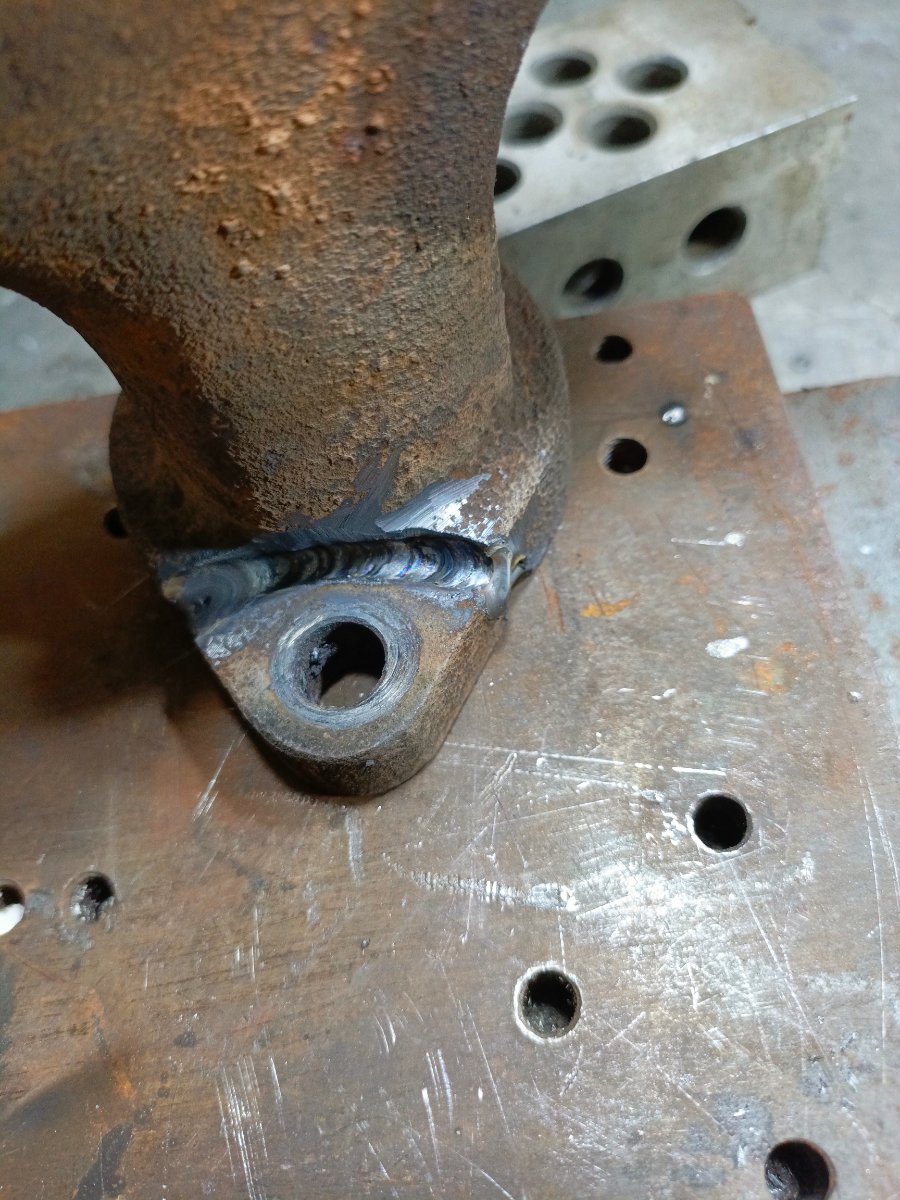
 Расклепать- это плохая идея. Штифт должен выступать на 4-5 мм. Загнуть в сторону пробки и закрепить сваркой. Штифт из нерж. ст. Если надо будет открутить пробку,то срезать прихватку,вытащить штифт и открутить ее.
Расклепать- это плохая идея. Штифт должен выступать на 4-5 мм. Загнуть в сторону пробки и закрепить сваркой. Штифт из нерж. ст. Если надо будет открутить пробку,то срезать прихватку,вытащить штифт и открутить ее. -
https://www.yaplakal.com/forum13/topic3025917.html Учитель пения
-
Никакой. Кратковременный нагрев св.дугой вала надо исключить в принципе.
-
Печально и закончится такая сварка. Что бы я сделал в этом случае. Закрутить пробку,сверление по границе резьбы пробки и вала,скажем,диаметром 3мм. Нарезать резьбы и зафиксировать "штифт" сваркой на пробке. Можно сделать скобку:небольшое заглубление в теле вала( сверлом,фрезой гравера),скобка входит в тело вала и фиксируется сваркой на пробке.
-
В отделе бытовой химии любого магазина купите средство для удаления ржавчины. Смотрите,чтобы в составе была соляная кислота.
-
Пожалуй,я попробую ответить на ваш вопрос. Посмотрите статистику форума-тем 10тысяч,сообщений 420 тысяч,47тыс. пользователей. Есть поиск по форуму. Для кого это все сделано? Регистрируется новый пользователь,задает какой-то банальный вопрос и ждет,что сейчас же все население форума примется объяснять ему то,что уже десять раз обсуждалось. Самое интересное,что никто не удосуживается посмотреть материалы форума на интересующую его тематику,а требует абсолютного внимание к себе немедленно. Читайте материалы форума,ведь для кого-то это писалось...
-
Современные приказчики и управляющие,те, кого сейчас называют менеджерами ,довольно своеобразная публика.

-
Статьи ук не хватает, да?- за оскорбление чувств сварщиков. Смотри-ка, глаза открылись,возбудились за 12 лет существования ветки...