alek956
-
Постов
1 712 -
Зарегистрирован
-
Посещение
-
Победитель дней
17
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент alek956
-
Сегодня привезли электроды . Spec может быть сначала нерж электродами проварить , а повех эсаб , или всеже лучше как Вы советовали ? Проковка нержи тоже нужна ? Пытался проковывать раньше - незнаю чесно как правильно нужно , и по скольку см варить для проковки - или же полный шов наложить , потом проковать (хотя так наверное не хорошо делать)? ПС. завтра собираюсь занятся плитой .
-
@tig этого перевода вполне достаточно . Дымище при пайке ужасный , вонючий и опасный .http://websvarka.ru/talk/public/style_emoticons/default/angry.gif Спаял то два маленьких кусочка чугуна , а последствия - под утро сегодня чуть грудную клетку не разорвало от кашля ( как будто маршбросок под старость лет пробежал ) Нужна мощная вентиляция , а лучше таким вообще не работать .! Алкс, а на излом как себя ведет шов? Еле отломал (Ломал как положено - растягивая корень) , шов не лопнул , а отстал от поверхности чугуна , но поверхность всетаки осталась с тонким слоем присадочного металла . Цвет наплавленного металла желтоватый слегка .Видны в некоторых местах на изломе мелкие пузыри .(ближе к поверхности , но сверху все чисто и ровно ) А поподробнее можно,что это?Электроды мма или ЭТО поджигают,и как с ним работать?Или это прутки для тиг или горыныча Точно как МР-3 С , только слой обмазки тоньше . Паял ацетиленом , на упаковке стоит значек - МАРР на фото выше - видно .

-
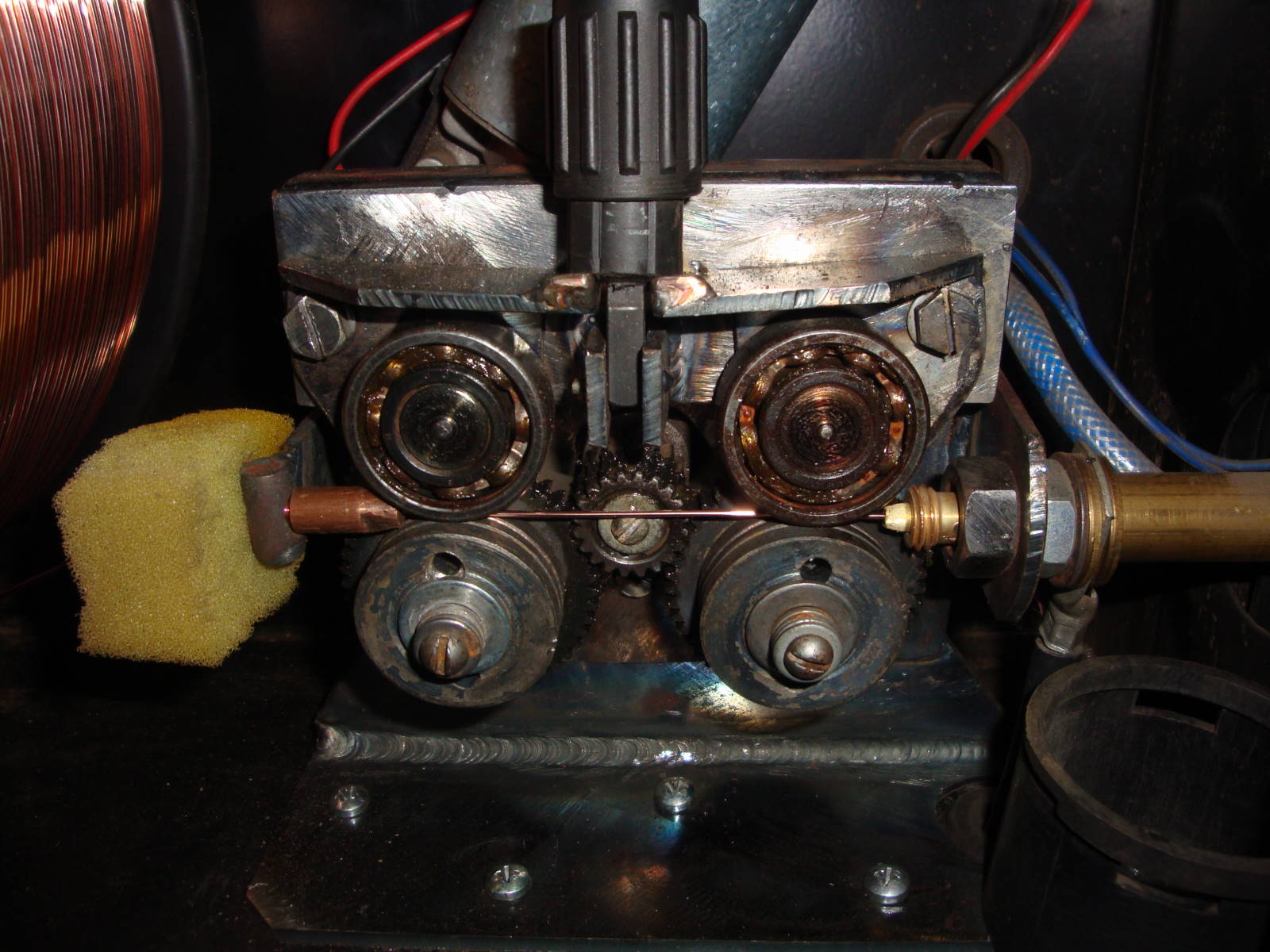
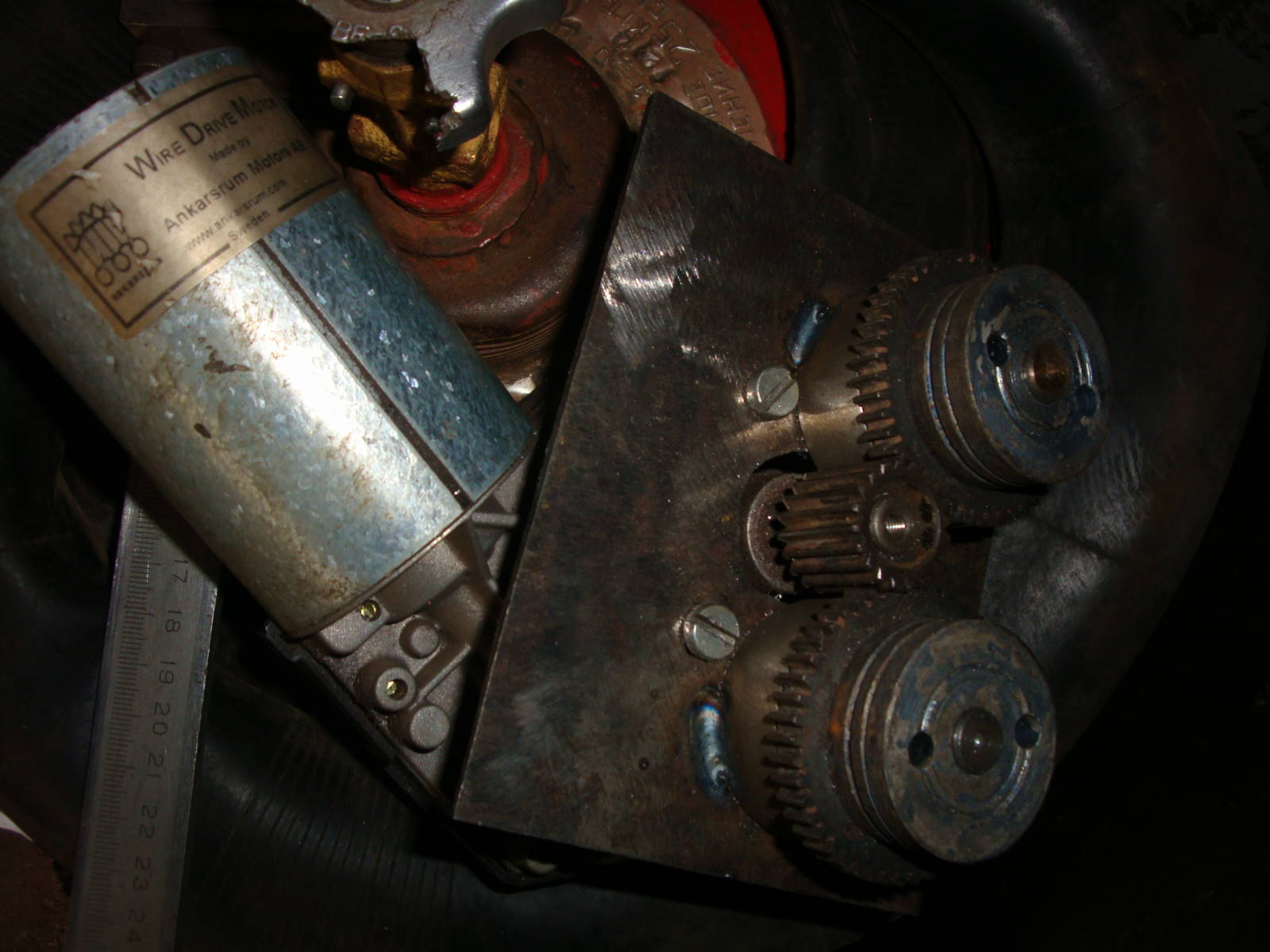
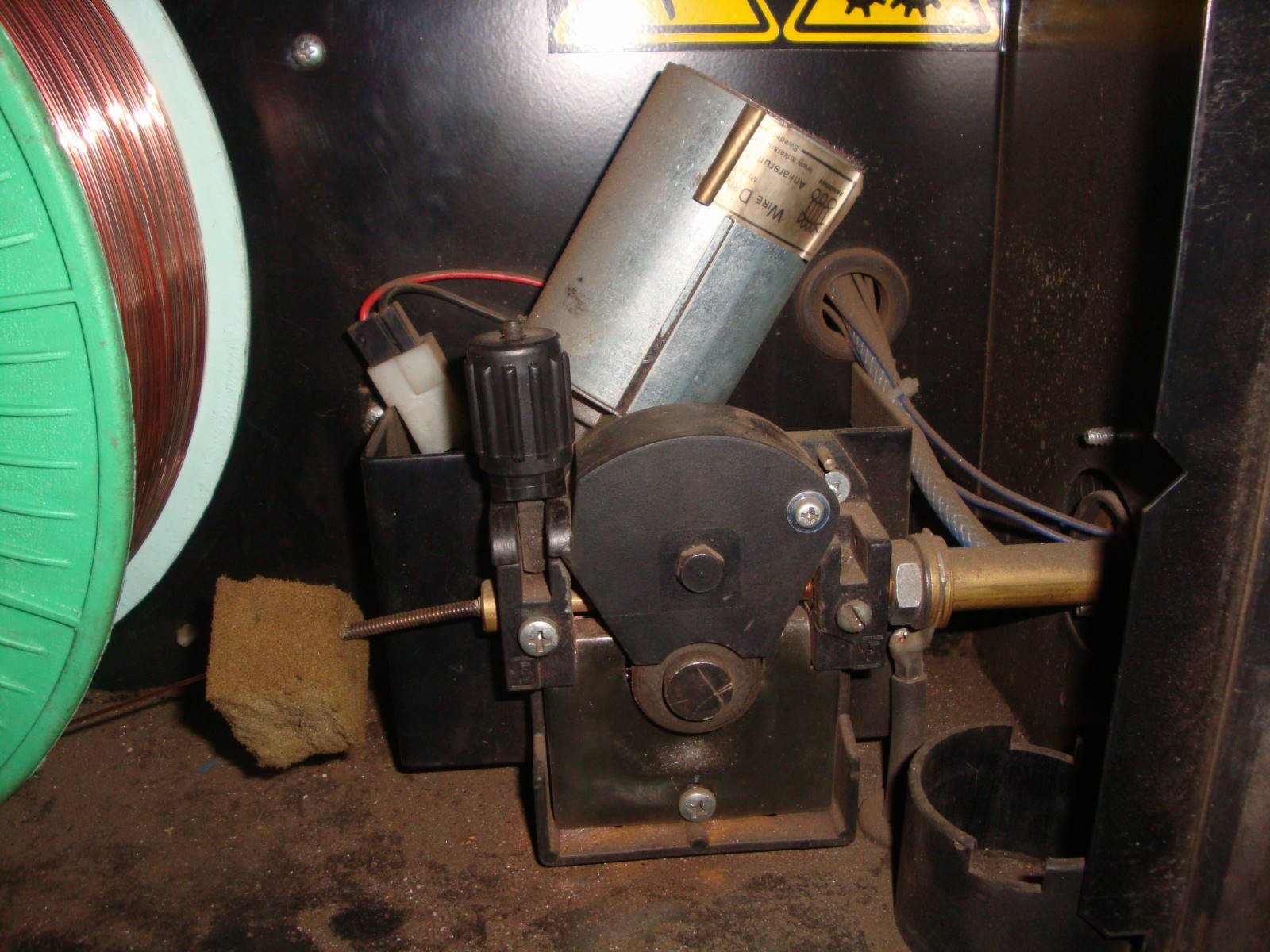
Чертежей нет "импровизировал" из того что нашлось в огромной куче чермета (в 50 шагах скупка металлолома) - золотое дно для меня , любую железку , электронику и тд отдают по 18р - кг , мелочи даром .http://websvarka.ru/talk/public/style_emoticons/default/rolleyes.gif Подшипники новые слегка поржавевшие , шестерни (жаль не накопал еще две большие такиеже , а тобы поставил вместо подшипников еще пару роликов) , ведущая шестерня - это часть шлицов от полуоси какойто легковушки , просто подошла по шагу и диаметру . Все из чермета короче. Ролики под 0.8 переворачиваемые , самодельные из ножей гильотины для рубки бумаги , потом закалка в воде . http://websvarka.ru/talk/public/style_emoticons/default/huh.gif При жимной механизм слизал слегка с Вашего tig - Kemppi / можно было ограничится одним роликом, Один и стоял (выше есть фото фирменного) . Не тянул один нормально проволоку , из чего только не делал его - на пол катушки хватает , а дальше нервоз начинается . (даже насечки накатывал)http://websvarka.ru/talk/public/style_emoticons/default/blink.gif Сейчас думаю ко второму такомуже ПА. взять переносное подающее устройство , только пока не нашел такого , нет чтоли таких чтоб подходили к любоиу источнику ? Нужно лиш чтоб на нем регулировалась скорость подачи и усе . Делать самому чтото некогда пока . Может зимой займусь , если не найду "фирмового".
-
Понятно , нижние части трубы тянет вниз с обоих сторон , так ?
-
Вот пробы пайки чугуна ацетиленовым пламенем .
-
Почему не цилиндрический корпус , изза потере в объеме ? Наверное можно выштамповывать ребра жесткости или продавить слегка середину .
-
Наткнулся на присадку в магазине . Продавец не знает для чего она . Взял на пробу . Нашел знакомое слово - никель , решил попробывать чугун Смачивание хорошее держет крепко . Для чего предназначена присадка ? И что там написано , не знаю язык . На второй фотке с лева упаковка от алюминиевой присадки
-
Короткими швами варю объемные , тонкие изделия . Иногда варят с медными подкладками . Варил бы я постоянно такую деталь , изготовил бы кондуктор - брусок с поджимами . Потом бы заглушил (сзади , где резьба ) , потом и саму резьбу .
-
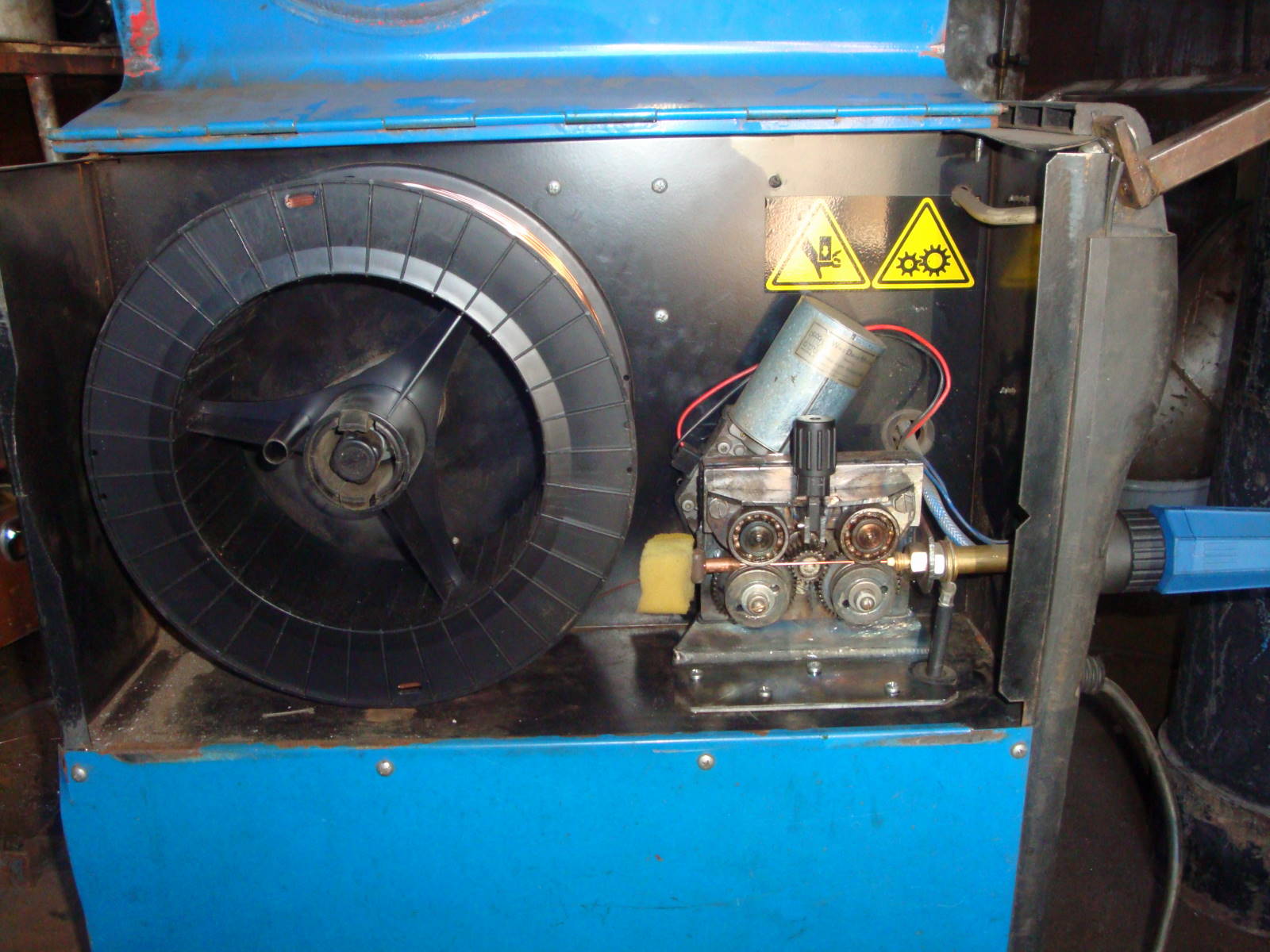
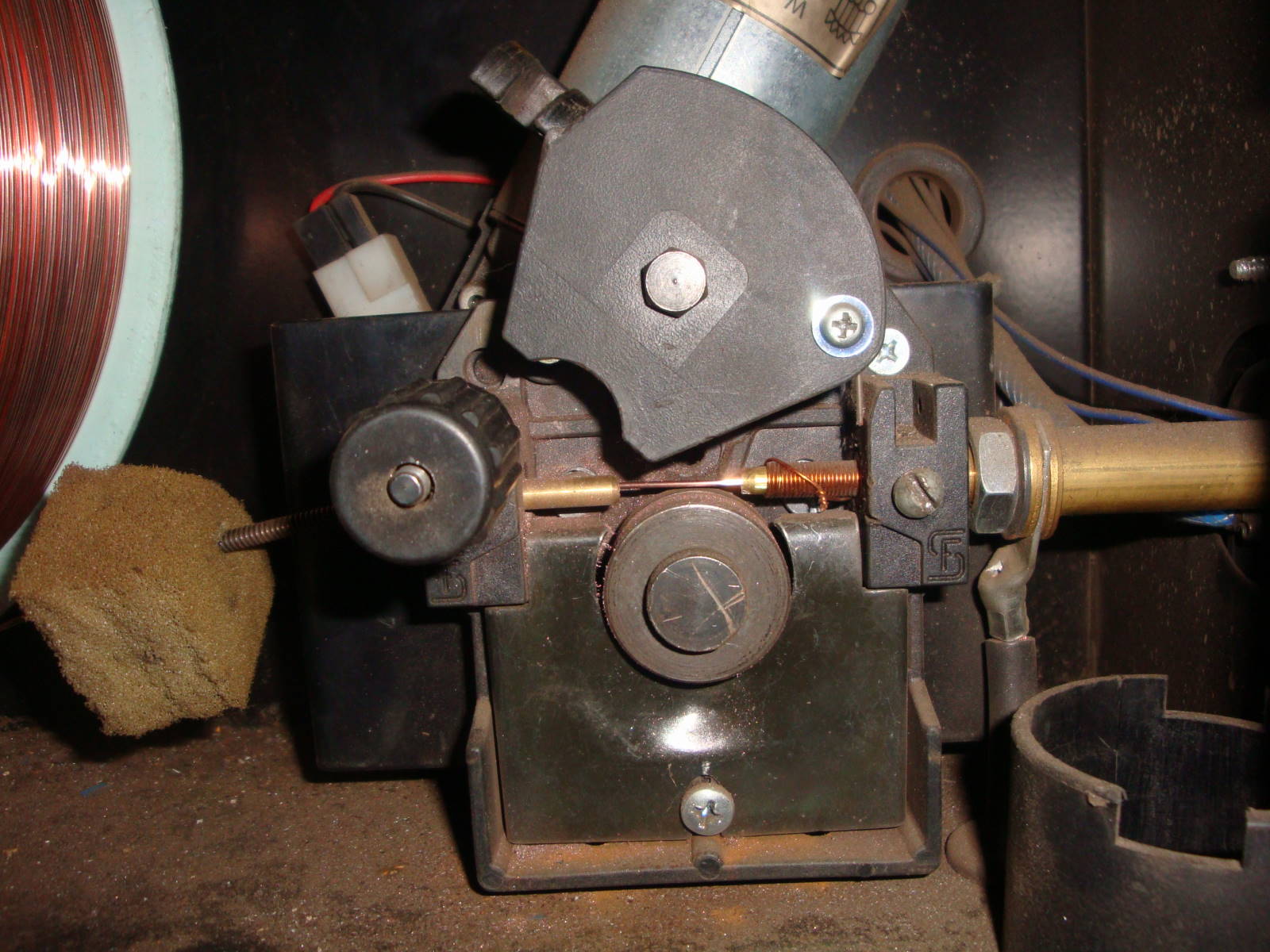
Вот какой получился механизм . Ребята радуются , не тыкает и не проскальзывает ролик , звук другой совсем (стабильный) . И еще один ПА - забыл про него совсем . Аппарату 6 лет почти . Ни разу не ломался , хотя и мок насквозь , и мерз до костей . Удивляюсь - в горелке ни разу не менял канал , и не чистил . Варил на нем люминь проволокой 0.8 - нормально .
-
Винтовка ? Заваривают сормайтом говорят , чтоб не прогрызли .
-
@Spec нашел тему с фото про смесители . @AkaShira говорим про сварку нержи .
-
Сварщик ни когда не подключит массу на второй конец обмотки , потому как есть определенный опыт и знания. У сварщика это в подсознании , и поэтому Вас @Balbes ни кто не предупредил об этом .
-
Spec Пожалуйста выложите Незнаю , в аргоне не могу поймать нормальное соотношение скорость - ток . Проволока утыкается - делаю скорость чуть меньше - дуга горит капля скапливается и шлепки.... На СО2 дуга не горит вообще . Такое чувство что мощи аппарата не хватает . На 08г2с - 1.2 все в порядке . Кстати пробывал ставить 1.6 ни как не тянет ! Вообще аппараты странные у меня - транс с падающей характеристикой по моему . Рекомендуется стальной проволокой варить без дросселя а АЛ -как положено с дросселем . tig Во во . так и есть .
-
tig проемы в корпусе шнека вырезали плазмой ? потом зачищали ? ПА варили в смеси так понимаю , а в чистом аргоне и чистом СО2 пробывали ? ПС. Катушка проволоки 1.2 лежит - пробывал в чистом аргоне - не пошло чтото , позвонил знакомому инженеру - говорит некоторые варят в чистом СО2 , попробывал - тоже не пошло . Смесителя для газов у меня нет - надобы разузнать как смешать газы .
-
Как зовут аппарат ?
-
Нашел , спасибо . Сильный механизм .
-
Вот вот и я убедился , что поднятие аренды , гонения , выдумывание условий - от этого ни куда не денешся пока в аренде . То я электроэнергию ворую , то мои машины дорогу ихнюю разбивают , аренда дается на год - в январе - новый договор и само сабой поднятие цен на 20 %. Приходится както договариваться и соглашаться со всем - чтож теперь делать . А свое , это пока в мечтах .
-
Да , подчиним , подделаем - еще долго прослужит . Вот к полуавтомату делаю сейчас механизм подачи Родной , пластиковый весь расшатался Вот прижимные подшибники думаю сделать так же как на родном , только как бы на одном карамысле , или сделать отдельно ? чтоб регулировать раздельно степень прижима ?
-
Главное чтоб постоянство было , (если в аренду брать) там потихоньку наладится , нарастет . Я к примеру за последние 5 лет 3 раза переезжал не по своей воле , плюс напоследок "кризис" по голове http://websvarka.ru/talk/public/style_emoticons/default/blink.gif . Все это цепляет и тормозит развитие .
-
Попробывав инвертор (совсем недавно приобрел Бриму ) , к УДГУ больше не подхожу - стоит без дела . Главная проблема установки в том виде, в котором она до сих пор выпускается (идеологический аналог MARC-500HF появится не раньше сентября этого года) - попытка совместить жесткий трансформатор с классической схемой регулировки тока (встречно-параллельное включение тиристоров). Ну, и слабенький осциллятор, не позволяющий гарантированно переподжечь дугу на положительной полуволне.<BR minmax_bound="true">Настоящий источник для сварки аллюминия от СЭЛМЫ - УДГУ-351 серия 01 исполнение 10 - двухтиристорный источник на токе "квадратной" формы появился в декабре прошлого года. Сейчас проводятся испытания 500А источника - уже полностью управляемый мост (4 тиристора), тоже "квадрат", сделан по идеологии источника MARC-500HF ("KEMPPI"). Это слова специалиста по оборудованию Сэлмы . Проявляется это вот в чем - Очень нестабильная дуга , Алюминий на больших токах варить очень тяжело ,металл в сварочной ванне как бы сотрясается с частотой сети , и чем больше ток тем это ощутимее , т.е. до 200А более менее - свыше тяжело приходится . Все сказывается на внешнем виде шва . А завидовать то и не чему - аппаратура изношена до предела . - Полуавтомат один встал на ремонт - делаю подающий механизм , второй тоже придется переделывать если не найду подходящий выносной податчик . Компрессор - чуть слегка похолодало , не запускается . Хочу все постепенно менять на более качественное оборудование .
-
Станок - буквально пару месяцев назад взял - мечта молодости , токарил когдато. Вальцы самодельные . Трубы на глушители гну .
-
Просторно у Вас , светло , чисто и тепло , мечта ! Оборудование серьезное .
-
Родную горелку с Бримы снял - на токах от 100А греется невозможно держать . Поставил АГНИ-18 - на полную катушку можно Ампераж поднимать. Не есть и еще помещеница - но там забито все всякой всячиной . Насчет начала - помоему это конец - год почти как работаю на этом месте . Выгнали нас со старого места - вот там был нормальный бокс 20 на 6 м. Все почти работы проводятся на улице - занимаемся ремонтом груз. техники так что утеплять то вроде и не нужда
-
Вот здесь я работаю "на свежем воздухе так сказать", арендую небольшой уголок на предприятии . Аргоносварочный пост и потихоньку налаживаюгазопорошковую наплавку
-
ОЗС 12 пользуюсь последнее время - тоже повторно зажигаются отлично .