alek956
-
Постов
1 712 -
Зарегистрирован
-
Посещение
-
Победитель дней
17
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент alek956
-
Два раза прослушал - молодцы ребята , музыка классная . Никогда не увлекался тяжелым роком ( так вроде называется направление ) . Люблю быстрый темп - сейчас както отхожу но раньше буквально недавно болел современной электронной музыкой. Попробую чтонибудь найти .
-
Я немного сторонник повышеных токов , проволоку применяю 1.2 для всех толщин от 1мм до бесконечности потому как работы то сантиметровые . Конечно если что серьезное или большой объем то уж тут как положено подстраиваешся . Поэтому приходится варить с отрывом какбы . Да и потом так и хочется прожарить насквозь , а вертикальным с повышеным током после прожарки без отрыва уже не получится .
-
Я по чернухе хотел применить . Особенно при вертикальном шве , приходится на метре шва нажимать отпускать кнопку на горелке раз 100 . Думал что импульсный режим восновном для этого . Просто хочу поставить схемку для регулирования сварочного напр. или тока - не знаю что получится , ну заодно и импульсный режим хотел вставить .
-
Хочу доработать схему ПА немного . Появился вопрос насчет импульсного режима сварки . Логика работы режима ? Определенное время сварка происходит на выставленом токе , потом ток на определенный момент снижается (соответственно и скорость подачи проволоки) , потом ток возрастает и тд. Или же выставленный ток отключается полностью , потом снова включается с определенным интервалом ?
-
Принцип у этих схем наверное одинаковый - посмотреть что и как чтоб понять . Вышлите какую нибудь из них - наверное RE 189 Чтоб незасорять тему прикрепите в мою фотогалерею пожалуйста .
-
Как снять перепады напряжения на дуге чтоб потом добавить или уменьшить напр. питания двигателя протяга ? Наверное можно добавить схемку к управлялке итальянской ? Схему бы управлялки .
-
Понятно , тогда этот регулятор трогать не буду - настроен нормально .
-
Здравствуйте hau ! Рад видеть Вас на форуме . Полезная информация насчет резисторов , да выведу наружу их . И впрямь мягкий старт дело хорошее . Вылет проволоки это как ?
-
с металлами приблизительно одинаковыми по твердости. Да сначала попробывал без прослойки меди - не получилось . Один клиент увидев мои терзания сказал что раньше они аллюминий со сталью подобным методом соединяли нагревая до красна сталь , но все это держалось всеравно ненадежно .
-
Вот нашел http://www.rosbalt.ru/2010/09/12/770842.html Немного толи я не правильно понял о 14 процентах , толи мне бухгалтер заговорился . Но сути не меняет .
-
Да оказывается не так все гладко за кордоном , как в моих мечтах о цивилизации . Кстати сегодня ездил в бухгалтерию , там мне сказали что у нас в России с 1 января подымается налог с работника с 14 процентов до аж 34 ! Ударит это крепко по всем нам здесь !
-
У меня все нормально открывается и в Эксплорере и в Опере. Только вот чтоб файл прикрепить приходится заходить через Эксплорер . Через Оперу нет функции - Обзор . И через Оперу при переходе на следующую строку клавишей Enter - перепрыгивает через одну .
-
Нда - в чужой стране мы гастарбайтеры .
-
Сначала в потроне сверлильном зажал - слижком жидко , деталь играет . Потом в резцедержатель зажал - нормально , даже чувствуется по звуку станка что нагрузка давольно быстро увеличивается из за сцепления металлов . В этот бы момент мнгновенно остановить процесс . Придумать можно конечно чтото .
-
У нас небольно давно фирма Рено выкупила часть разрушенного завода , ну и облагородила свою территорию , выстроила цех для производства пластиковых топливных баков для своих машин . Процесс изготовления интересный конечно - почти полностью автоматика , Пресс огромный горизонтальный , над пресформой находится емкость с подогревом из которой выдавливается труба из горячего пластика , которая запечатывается с низу . Потом в нутрь "мешка" подается азот , для проверки герметичности (датчики утечки видимо стоят) , потом азот выкачивается и подается фтор , как мне сказали для покрытия бака изнутри тефлоном (новые евро стандарты) . Одновременно с боков сжимается пресформа дюралевая , охлождаемая водой и через полминуты бак готов .(Кстати газы они возят из польши и германии , наши не годятся ) Так вот у них во время сжатия пресформы внутрь чтото попало и надрало поверхность . Я наварил (заняло буквально 20 мин) , а ждать пока ихний спец подгонит под размер форму пришлось целый день , ну малоли лишнего сошлифует . На заводе работают ихние специалисты , нашим не доверяют станки . Ну в общем культура производства на высшем уровне , даже присесть некуда - нельзя сидеть , ходить только по нарисованым дорожкам - в некоторых местах это кажется глупо . У специалиста напильник упал случайно , откалолся кончик капельку - так он его сразу подарил нашему брату , помотав головой "никуда уже не годится напильник" . Ну вот я полный впечатлений еду домой и смотрю на нашу разруху , грязь , пянь и думаю , и мечтаю .http://websvarka.ru/talk/public/style_emoticons/default/mellow.gif
-
Попробывал - не вышло . Дело тонкое , на токарном станке тяжеловато справиться - зажимы нужны более жесткие и остановка детали мнгновенная , и я думаю получится . Металлы перемешиваются , но изза медленной остановки их раздирает .

-
Да очень интересно , как там за границей живут и работают люди . Я как то на заводе ,где изготавливают комплектующие для "рено" наваривал пресформу дюралевую . Один день С утра до ночи там работал , и покидал этот завод с огромной тоской , чтоли . Условия и отношения к работе совсем другие , во всяком случае там где я ранее работал до такого ух как далеко !
-
Нет не пробывал пока - почти всю прошедшую неделю не работал , на этой недели некогда было - разгребал неторопясь ,но завтра обязательно найду время .
-
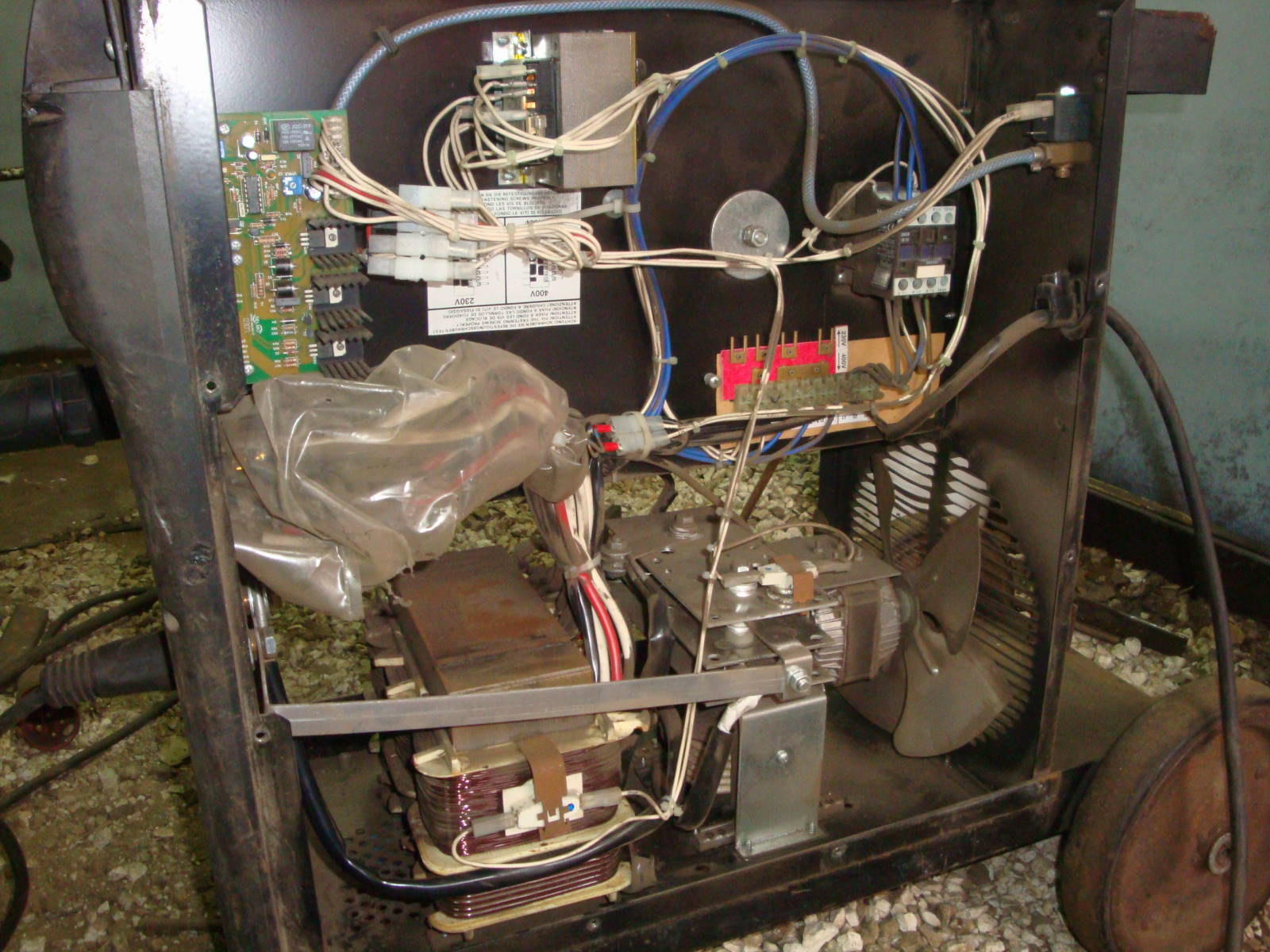
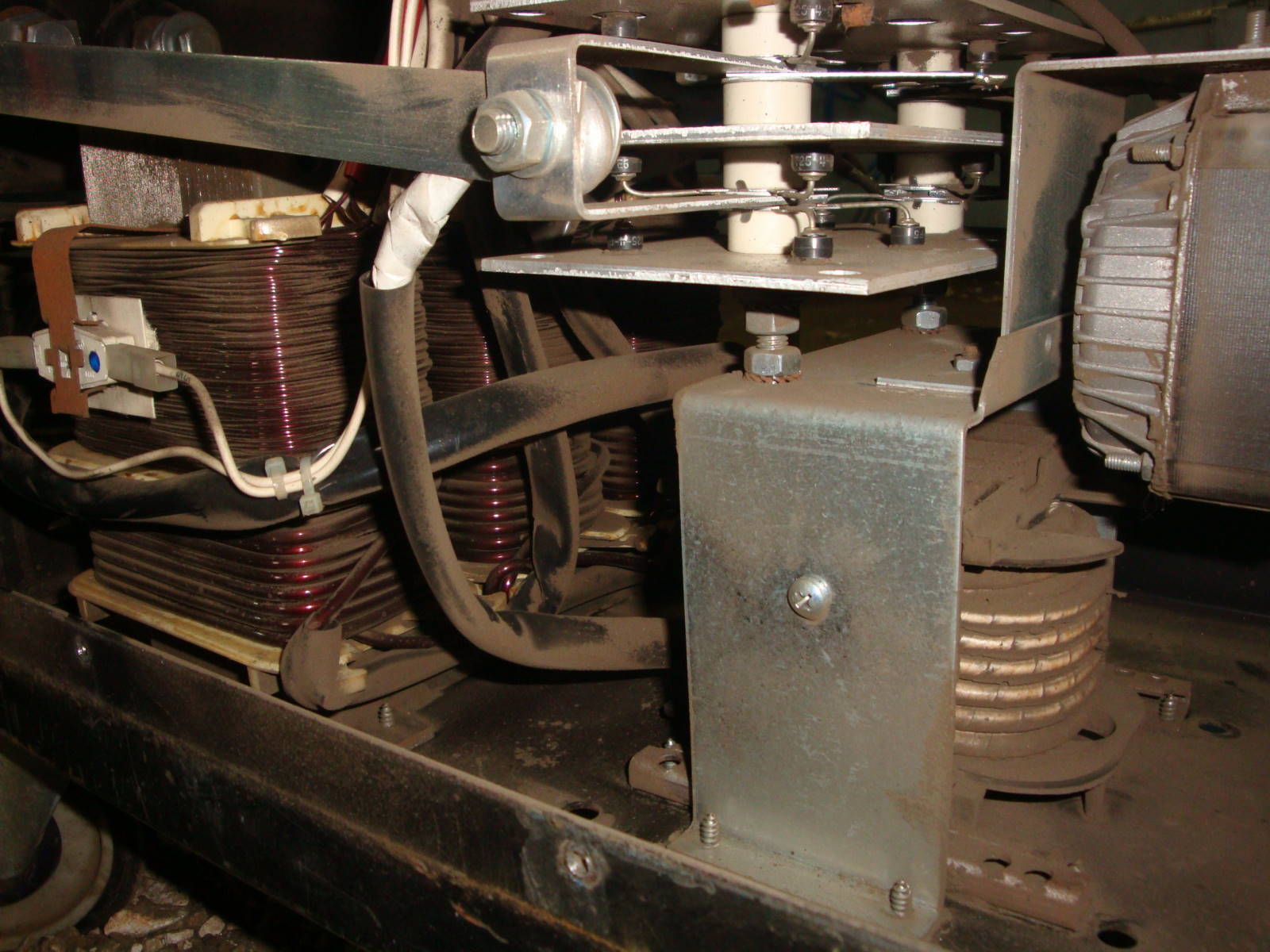
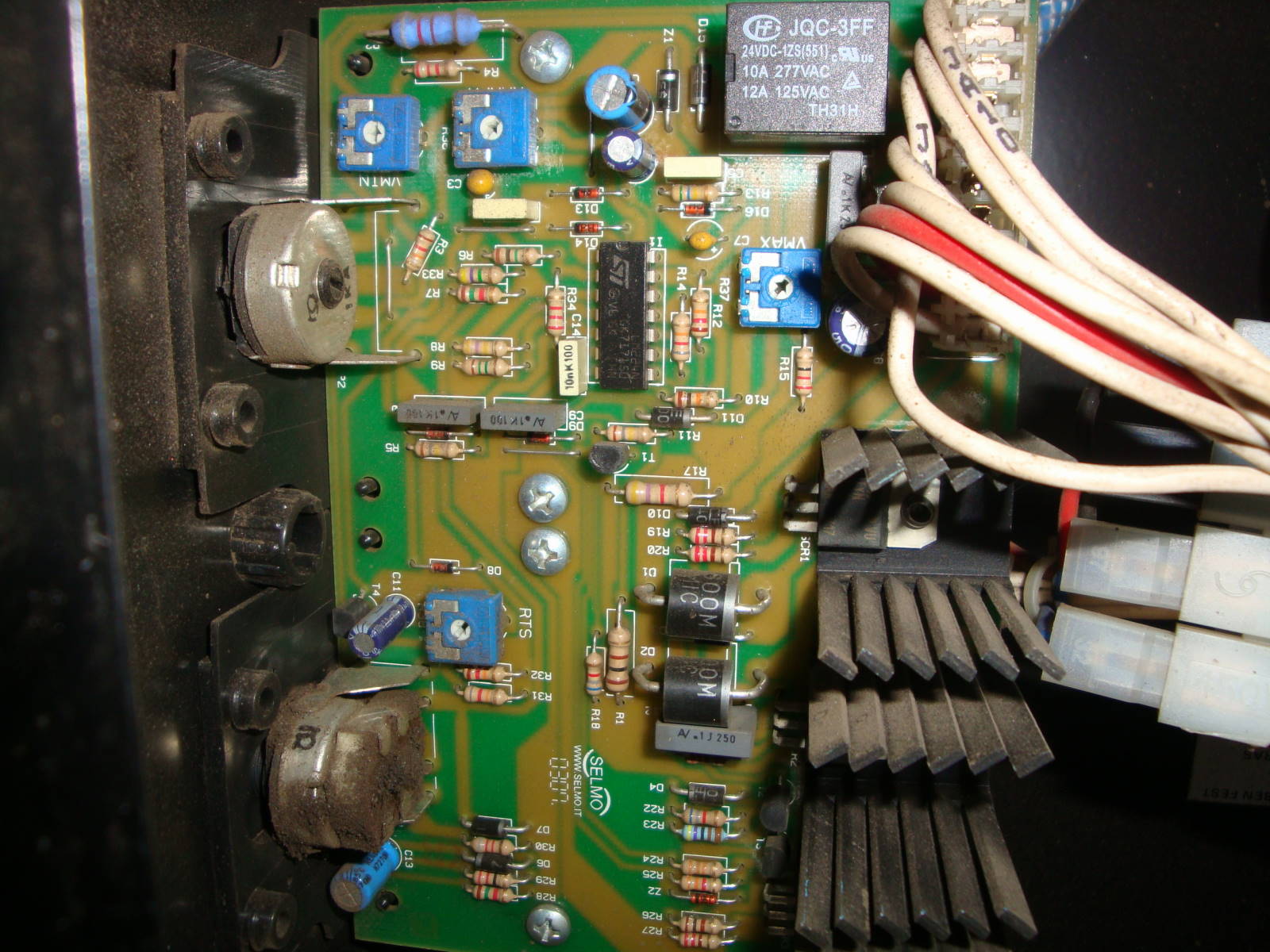
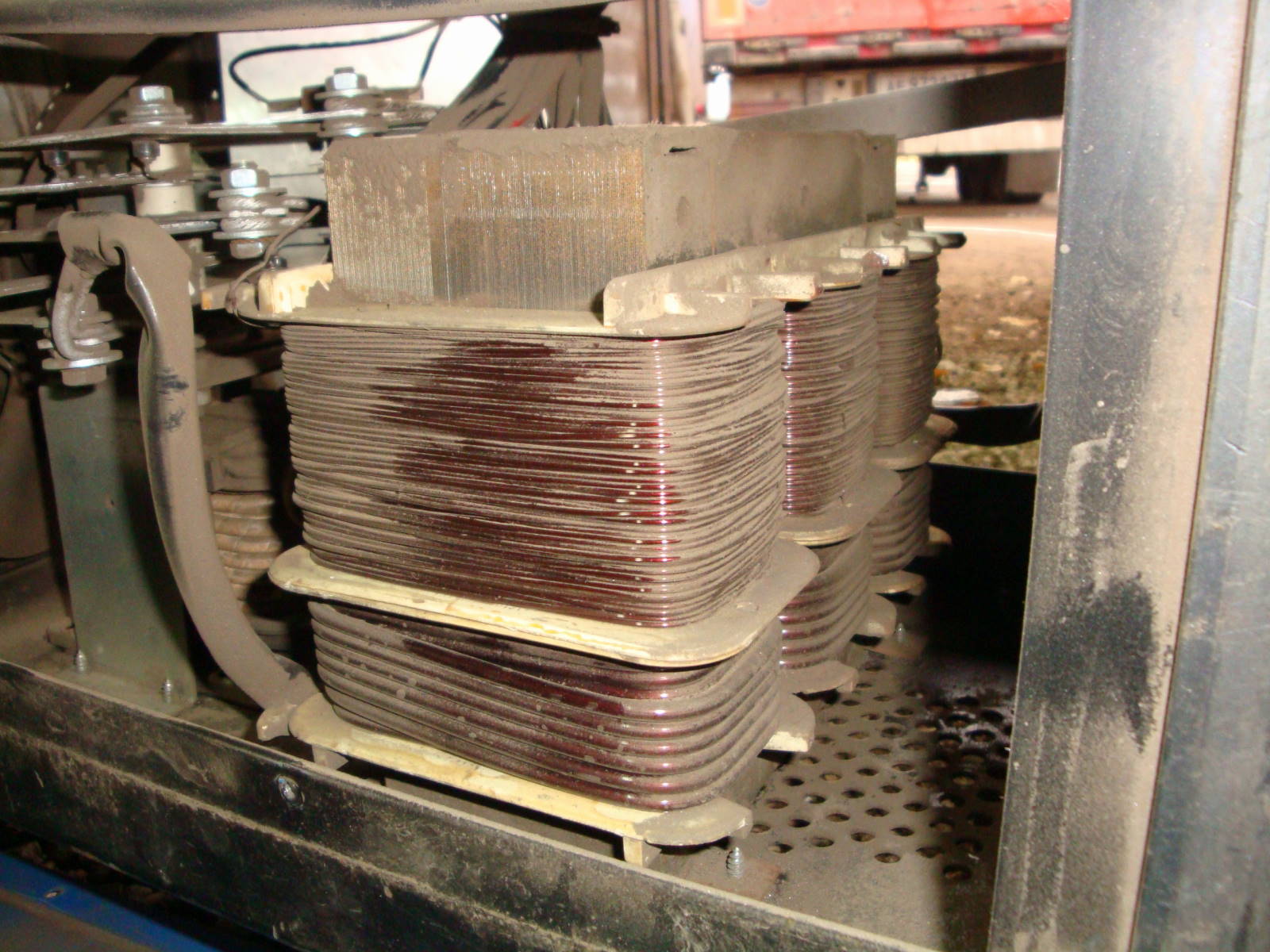
Верхний резистор скорость проволоки , нижний время прихватки (при нажатии на курок включается на поставленное время ) . Должен быть еще третий , между верхним и нижним его место , похоже что для импульсного режима . На аппарате две клеммы для массы , одна напрямую к выпрямителю , вторая через дроссель . Так вот в инструкции рекомендуется сварку сталей производить без дросселя , с дросселем только аллюминий . Хотя я везде встречаю слова что дроссель всеже необходим для сварки стали . Немоглиже разработчики аппарата это упустить . Поэтому я и сомневаюсь в ВАХ трансформатора . Насколько я знаю жесткая характеристика формируется при намотке вторичной обмотки поверх первичной , тут же обмотки рядом , как на обычном ММА - непонимаю .
-
Внутренности blueweld 270 s . Трансформатор с пологопадающей характеристикой ? Немного электроники Фото трансформатора поближе
-
Сталкивался както с подобной проблемой . Разводку для скважены делал 12х18н10т , разные диаметры трубы и фланцев , но почемуто 7 из 10 фланцев 159-х потекли . Микротрещины отходят от шва и проходят по фланцу . Что только не делал - на разных токах , с подогревом , на холодную , электродом - все бесполезно . На фланцах маркировок не было , хотя на металлобазе уверяли что металл соответствует заказанному . Не знаю может быть и проверяли потом металл , я вскоре открестился от данной работы . На фланцах меньшего диаметра постоянно встречались приличные раковины при сварке , хотя с внешнего вида все было чисто . Наводит на мысль что фланцы - литье . Один человек мне объяснял что для сварки должны быть точеные .
-
Учебное видео по ТИГ сварке . ПА сварка красиво http://www.youtube.com/watch?v=w4RrDeUKcH4 И Вот еще http://www.youtube.com/watch?v=w4RrDeUKcH4
-
Помоему инвертор тут не причем . Если есть у кого поблизости (например в гаражах) сварочные аппараты , подойдите и дайте электрод попробывать . Электродами нерж не варю обычно , но пробывал на ВД-306 как то - тяжело , липнут . Марку электродов не помню .
-
Инвертор по характеристикам - нормальный . Электроды прокалить , полярность согласно инструкции . Кстати варил тут недавно плиту от погрузчика (чугунную) злектродами ОК 92.58 аппаратом Брима 315АС/ДС - даже очень!!! , а попробывал этими же электродами на следующий день (хранились в открытой пачке сутки) специальнопредназначенным ММА WELDO 200 - вообще ни как (гаснут , липнут)! На Бриме проверить не было возможности . Но явно присутствие влаги в электродах со всеми вытекающими ..
-
Дуга в дугу - это как ? А биметалл - чего с чем ?