alek956
-
Постов
1 712 -
Зарегистрирован
-
Посещение
-
Победитель дней
17
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент alek956
-
Я работал очень давно в нашем Горгазе , правда слесарем в паре с газосварщиком , потом с электросварщиком . Разряд не о чем не говорит , но клеймооо - у нас это громко , в принципе и с четвертым разрядом некоторые варят - загляденье и тд. Но как подошла пора сдачи на клеймо - в человеке все меняется . Совсем другое отношение к выполняемой работе (оно и понятно) - и это даже в чемто радует ! Отношение к работе - параноидальное - зазоры , фаски только начало паранои . При мне семья распалась , с ребенком изза задранного носа в небо , а другим семьям живется после этого несладко . В принципе у нас ни где не устроишся выше 4 разряда , Будь то Газпром , Техкранэнерго или какая шаражка . Хотя можно до клейма дорости было за пару лет,(пересдача через 1 г.) 5р-6000,6-8000,клемо-18000.(без сдачи теории , только практика). И замечу - хоть ты с клемом , все равно возьмут по 4 разр. (негласно) , знают наверное что купить не проблема) .
-
Люблю порыбачить в свободное время http://video.bigmir.net/show/36844/
-
Жжуть . Надож так ТИГом . Хотя бы зачистили от ржи и графита коллектор . Вылет вольфрама , - все вместе зашлаковал просто и все . Аж искры летят !! Чтоб поддон варить качественно, его сначала нужно какследует прогреть весь , тем более если варить встык заплату , зря он ее утопил , надежнее сверху . Нерж тоже с таким вылетом - наглядно , ни какой нормальной защиты ванны .
-
Да нашел - никогда бы не додумался до такого способа сварки . Медные с алюминиевыми трубками этим способом оказывается в холодильниках сваривают . Интересно а со сталью алюминий как ? ( бывает нужно ) . Надо подумать , может алюм +медь + сталь ! На сталь наварить медь а потом люм . Надо попробывать в токарном станке притереть , в понедельник .
-
tig, у меня ссылки обе не работают .
-
Вот здесь http://www.sespel-av...ir_welding.html Вижу часто стыки , на стали - цилиндрические детали так сваривают не редко . Но чтоб листовой металл .... вводят зонд , и тд , информации мало , а интересно ведь ! на зонд бы глянуть.
-
Нашел вот что - Ротационная сварка (трением). Сварка алюминиевых автоцистерн этим способом. Пробы на изгиб .

-
@Spec - информации достаточно . Выкинем из головы .... пока .
-
@tig у меня "копировать" в полутоне" - не действует , @AkaShira и так не получается . Чтото с компютером ....
-
@AkaShira Попробуем . Никак , ну ладно - не проблема . Спасибо .
-
@tig я так и делаю , получается ссылка на профиль в сообщении . Может и нормально так .
-
Чтото у меня не получается вставить имя (логин) пользователя в сообщение . Подскажите .
-
Да , может быть за валы последнего ремонта браться не следует , но если у человека продрало одну шейку , можно и напылить наверное . Хотя изза нагрева местного чтонибудь и произойдет нехорошее с валом , незнаю.
-
Я бы хотел вернуться к вращателю для напыления . Видел в сварочных швах наплавленные части коленвалов .Задумка возникла - в соседней организации шлифуют коленвалы . Некоторые валы они отбраковывают - последний ремонтный размер сносился и тд. Есть ли способы напыления или наплавки шатунных и коренных шеек ? ПС. Я к тому что если возможно напыление или наплавка то и станок то нужен будет несколько другой . ( на будущее )
-
Разделал болгаркой , и заново . Проходы по 3-4 см - не рвало .
-
Если осциллятор параллельного включения - нужен еще и высокочастотный дроссель .
- 4 ответа
-
- 1
-

-
Опечатка - не 1070 а 1570 http://websvarka.ru/talk/public/style_emoticons/default/rolleyes.gif
-
Бак был сухой . Водитель хотел его снимать , и перекачал в другой бак солярку . У меня просто времени не было (был занят работой - чугунный противовес варил) поэтому и не стали снимать его . Не успел бы он его поставить - лимит времени - после 17.00 территория закрывается . Наполнял как всегда - СО2 . Заборник не смогли вытащить и пришлось его обмотать тряпкой и этим кляпом заткнуть отверстие . По моему баки рвут одинаково - в жару или мороз . Зимой даже опаснее их варить - льют туда всякую гадость чтоб не мерзла солярка .
-
Помоему здесь то посложней будет .Нужно все подогнать , выставить и следить чтоб не увело . У плиты размер между центрами крайних отверстий 1070мм - нужно выдержать довольно точно . Я перед сваркой сделал на 1080 и начал варить с внутренней стороны . Когда проварил почти полностью размер получился 1067 . После проварки обратной стороны размер получился 1073 - в допуске , почтипопал в точку .http://websvarka.ru/talk/public/style_emoticons/default/smile.gif
-
Да , после этих электродов , НЧ и др. в руки не возьму больше . . Приятные электроды пусть и дорогие получаются , зато не липнут , не тухнут , не плюются . Шлак интересный - как будто пена заливает шов .
-
Вот сегодня еще вварил под заборник отверстие не снимая бак .
-
Нет не стал - прикинул - смысла особого не будет. Прихватив ее с боков , поработал слегка кувалдой специально - гнется но не лопается .
-
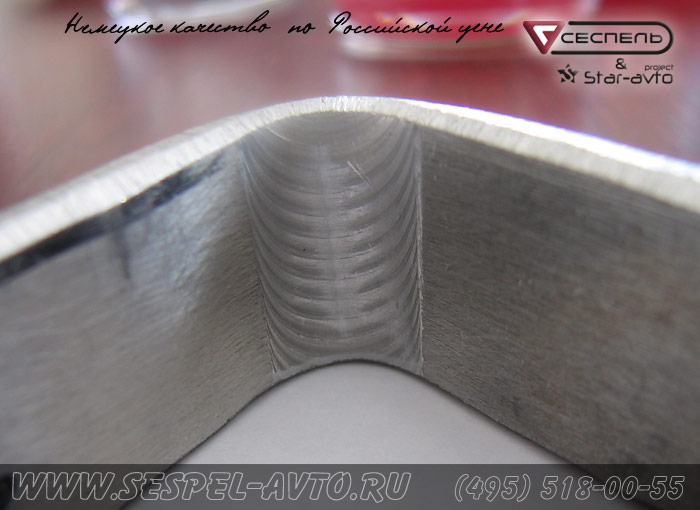
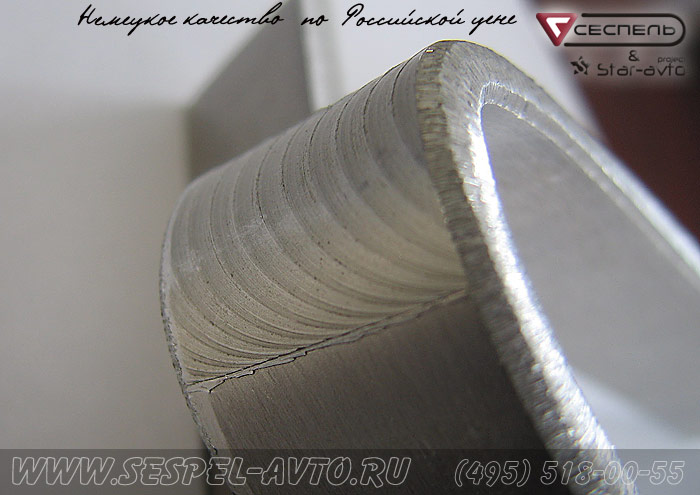
Заварил плиту - получилось нормально . @Spec спасибо за рекомендованые электроды и технологию ! http://websvarka.ru/talk/public/style_emoticons/default/smile.gif Весь шов проваривал ОК 92.58 , нержавейкой не стал . Ушло 2 кг почти . Сначала подогнал в размер (при ударе немного выгнулась оказалось ) , потом прихватил , сделал разделку зачистным кругом , прогрел . Варил по 3-4 см примерно , пробывал подлиньше - рвет . http://websvarka.ru/talk/public/style_emoticons/default/huh.gif Проковка . На фото видны границы шва .
-
Заплата 12-12 см . Подгоняю по форме бака и прихватываю с прижимом по углам , и по сторонам (если большая), без присадки стараюсь . Потом простукиваю слегка для более плотного прилегания и провариваю (с максимальной скоростью слегка продавливая ), не встречал чтобы заплату раздувало или коробило - в основном втягивает сам бак - очень не люблю этого , приходится пробивать и ставить почаще прихватки . На фото шов проходит по центру заплаты , пришлось слегка выгнуть ее . И видно следы от молотка - там бак начал втягиваться во время прихватки - пришлось подстучать . Вообще , если делать какследует этот бак - нужно вскрытие . Слижком продавлен он на кроштейнах (поэтому то его при сварке и ведет внутрь) . Бак с Рено - самая ненадежная конструкция (плоские поверхности бака), их везут больше всего . 40р-см итого - 1.9тр
-
Бак топливный Brima315РAC/DC , 110A , АМг-5