

Luza
-
Постов
1 096 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Luza
-
-
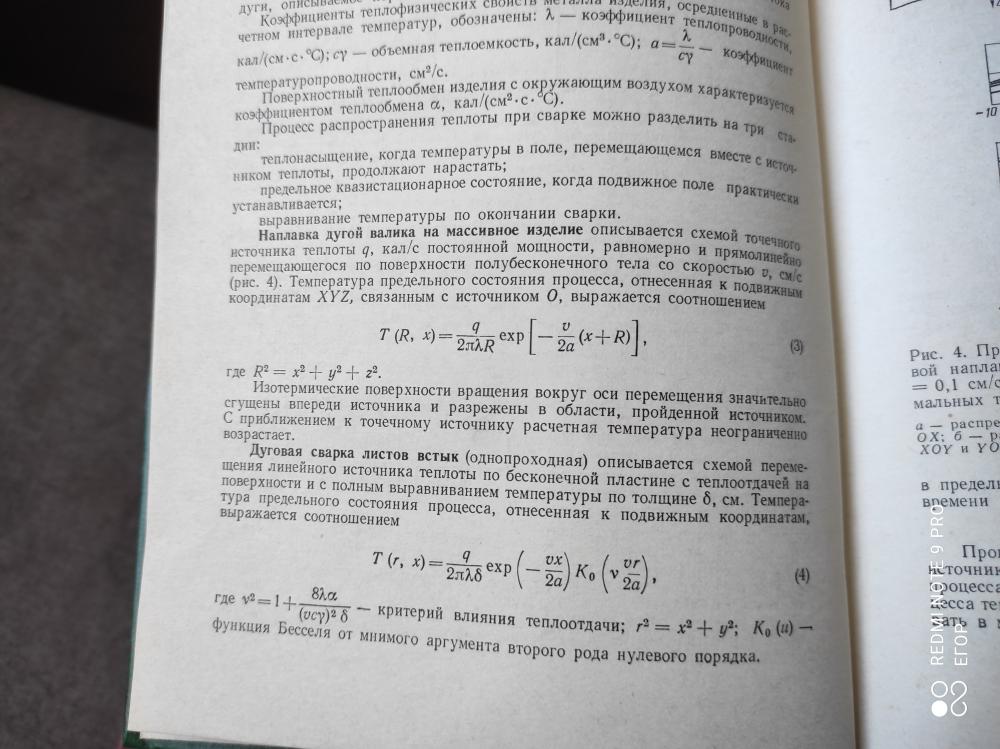
Какой то не настоящий он инженер-конструктор, раз он хватает деталь и бежит ее установить не на собственную сноповязалку, а на самолетдеталь и обжигая руки убегает, хотя сам является авиационным конструктором. 1.2. Выбор и обоснование свариваемых материалов, расчет содержания эквивалента углерода.
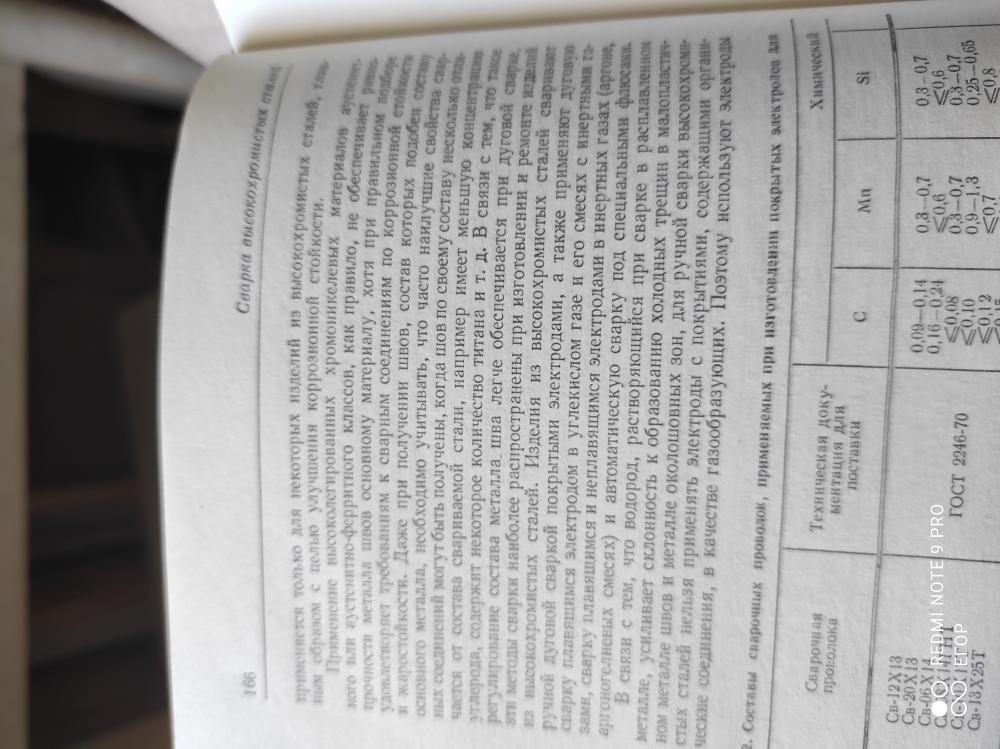
1.2. Выбор и обоснование свариваемых материалов, расчет содержания эквивалента углерода.Для изготовления конструкции «Корпус» применяется сталь 30ХГСА.
Таблица №1. Характеристика материала 30ХГСА.
Марка:
30ХГСА
Заменитель:
40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА
Классификация:
Сталь конструкционная легированная
Дополнение:
Сталь хромокремнемарганцовая.
Применение:
Различные улучшаемые детали: валы, оси, зубчатые колеса, фланцы, корпуса обшивки, лопатки компрессорных машин, работающие при температуре до 200°С, рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах.
Таблица №4. Технологические свойства материала 30ХГСА.
Свариваемость:
ограниченно свариваемая.
Флокеночувствительность:
чувствительна.
Склонность к отпускной хрупкости:
склонна.
7
1
Сварочная:
Произвести сварку позиций 1 и 2 - С18 в 2 прохода.
Первый проход без присадочной проволоки, второй проход с подачей
присадочной проволки, повторить операцию для 2 кольцевого шва.
Щиток ННП-С-6 ГОСТ12.4.035-97;
EWM Tetrix 230 AC\DC Comfort
8
1
Термическая:
Непосредственно после сварки узел А поместить в электропечь с температурой 200-250 С и выдержать при этой температуре не менее1 часа.
Часы; Электропечь Т-669
9
1
Слесарная:
Зачистить сварные швы от брызг металла, окислов и других загрязнений, врезание в основной металл не допускается.
Машинка шлифовальная пневматическая ИП 2014 ГОСТ 12634-80;
Щетка из нержавейки;
Щиток защитный лицевой НБТ ГОСТ 12.4.023-84;
10
1
2
Контрольная:
Проверить геометрические размеры узла А, сварных швов.
Провести визуальный контроль качества сварных швов на наличие
видимых дефектов.
ШР-400 ГОСТ 164-90;Очки защитные;
ЩЦ -1- 125-1 ГОСТ 166-89;
Лупа 2;Шаблон сварщика WG2;
11
1
2
3
4
Сборочная:
Установить узел А в приспособление.
Установить на узел А позицию 3 по приспособлению и прихватить
узел А и позицию 3 между собой 2 прихватками, длина прихваток 10 мм,
высота 2 мм - Н1 2, повторить операцию для другой позиции.
Установить на узел А по приспособлению позицию 4 и прихватить
узел А и позицию 4 2 прихватками, длина прихваток 10 мм,
высота 2 мм - Н1 2.
Установить на узел А по приспособлению позицию 5 и прихватить
узел А и позицию 5 на 2 прихватки, длина прихваток 10 мм,
высота 2 мм - Т1 3.
Щиток ННП-С-6 ГОСТ12.4.035-97;
ЩЦ -1-125-1 ГОСТ 166-89;
Щупы измерительные ГОСТ 882-75;
Шаблон сварщика WG2;
EWM Tetrix 230 AC\DC Comfort
12
1
Слесарная:
Зачистить места прихваток от брызг металла, окислов и других загрязнений, врезание в основной металл не допускается.
Машинка шлифовальная пневматическая ИП 2014 ГОСТ 12634-80;
Щетка из нержавейки;
Щиток защитный лицевойНБТ ГОСТ 12.4.023-84;
13
1
2
Контрольная:
Проверить геометрические размеры изделия, прихваток.
Провести визуальный контроль качества прихваток.
ШР-400 ГОСТ 164-90;Очки;
ЩЦ -1- 125-1 ГОСТ 166-89;
Лупа 2;Шаблон сварщика WG2;
14
1
2
3
Сварочная:
Сварить узел А и позицию 3 - Н1 2 по замкнутому контуру,
повторить операцию для другой позиции..
Сварить узел А и позицию 4 - Н1 2 по замкнутому контуру.
Сварить узел А и позицию 5 - Т1 3 по замкнутому контуру.
Щиток ННП-С-6 ГОСТ12.4.035-97;
EWM Tetrix 230 AC\DC Comfort
15
1
Термическая:
Непосредственно после сварки изделие поместить в электропечь с температурой 200 - 250 С и выдержать при этой температуре не менее 1 часа.
Часы; Электропечь Т-669
Это из дипломной работы, на защите которой председатель приемной комиссии был инженер-технолог завода которые как раз работают с данными марками сталей, и думаю он бы очень удивился поведению своего коллеги, тем более они тоже работают с авиацией.
-
Настоящий пакистанский умелец варит "резаком"
Резаком я как пакистанский умелец,прошлой зимой радиатор паял, объемом 300 литров
 http://websvarka.ru/talk/topic/2332-pajka-aliuminievykh-radiatorov/page-52
http://websvarka.ru/talk/topic/2332-pajka-aliuminievykh-radiatorov/page-52-
 4
4
-
-
- Популярный пост
- Популярный пост
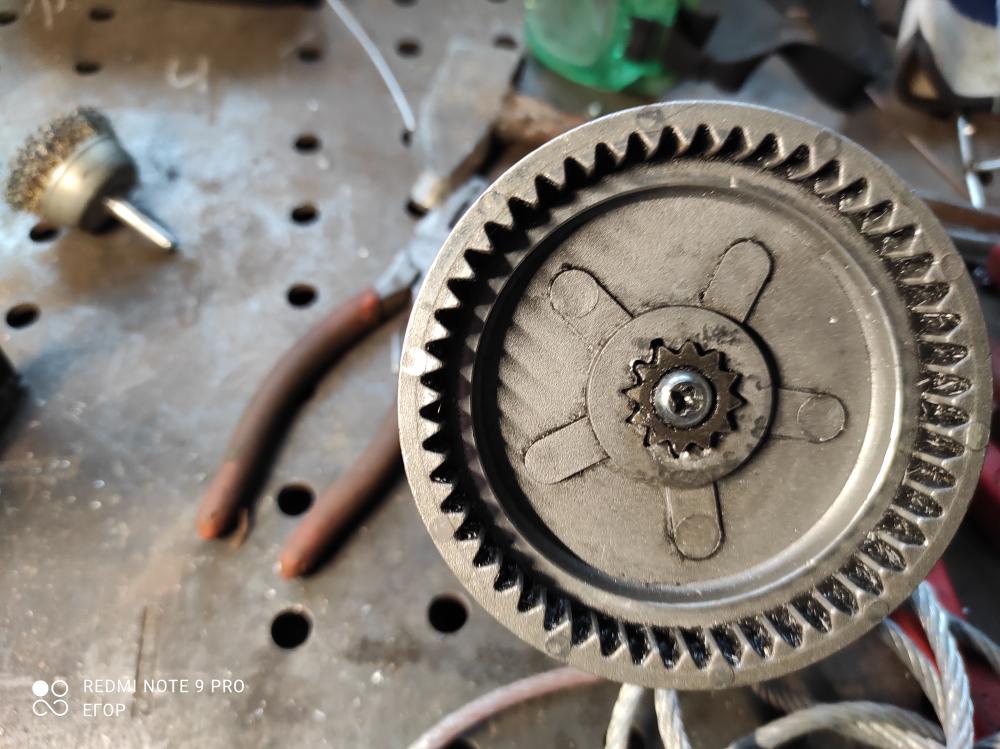
Шестерня редуктора от автомобильной лебедки, чувствую себя пакистанским умельцем





-
12
-
Да, это на работу взяли.@Luza,Егор, это на работе так неплохо упаковался?
У меня подобный агрегат на работе-чем больше на нём работаю, тем больше грущу по ЭвоТИГ500 АСDC...

Агрегат так-то не отстой, но до Эво ему-как до Шанхая ползком...
-
-
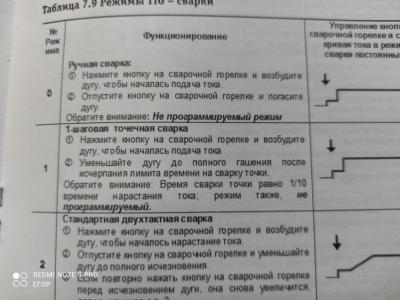
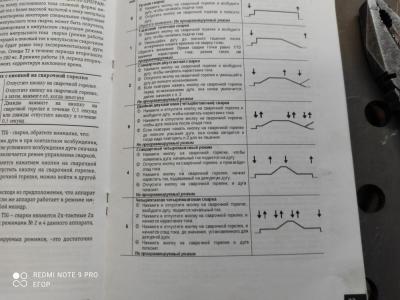
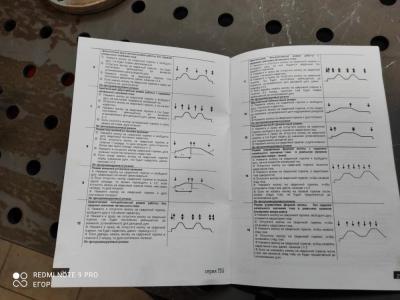
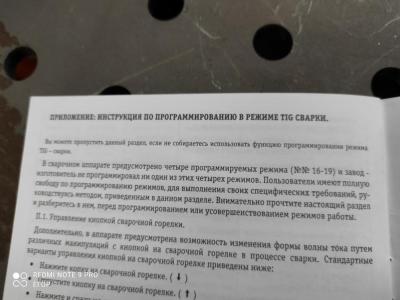
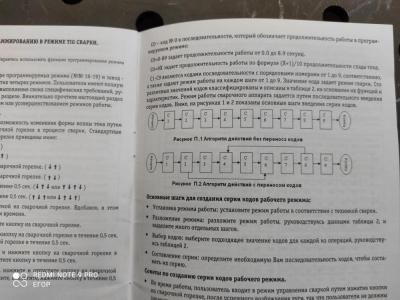
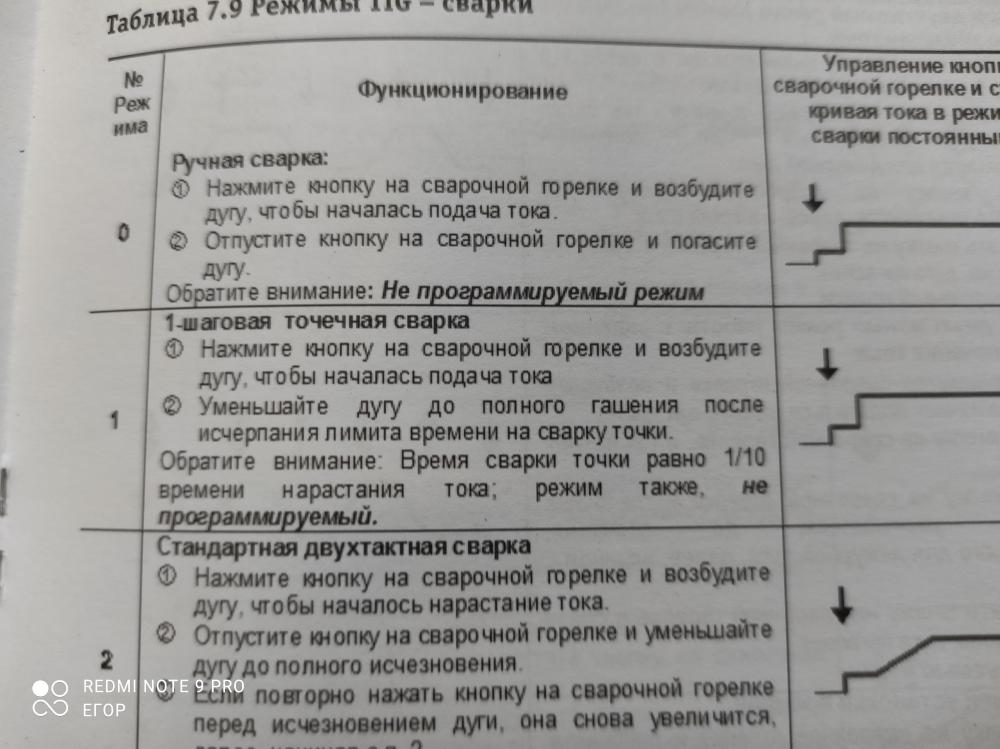
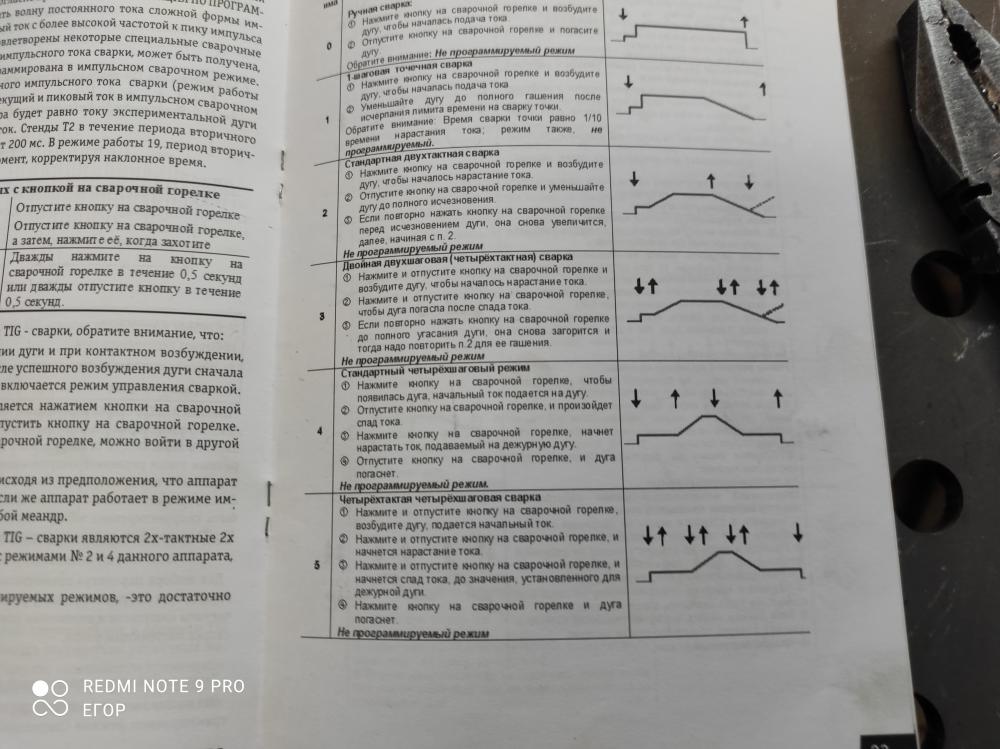
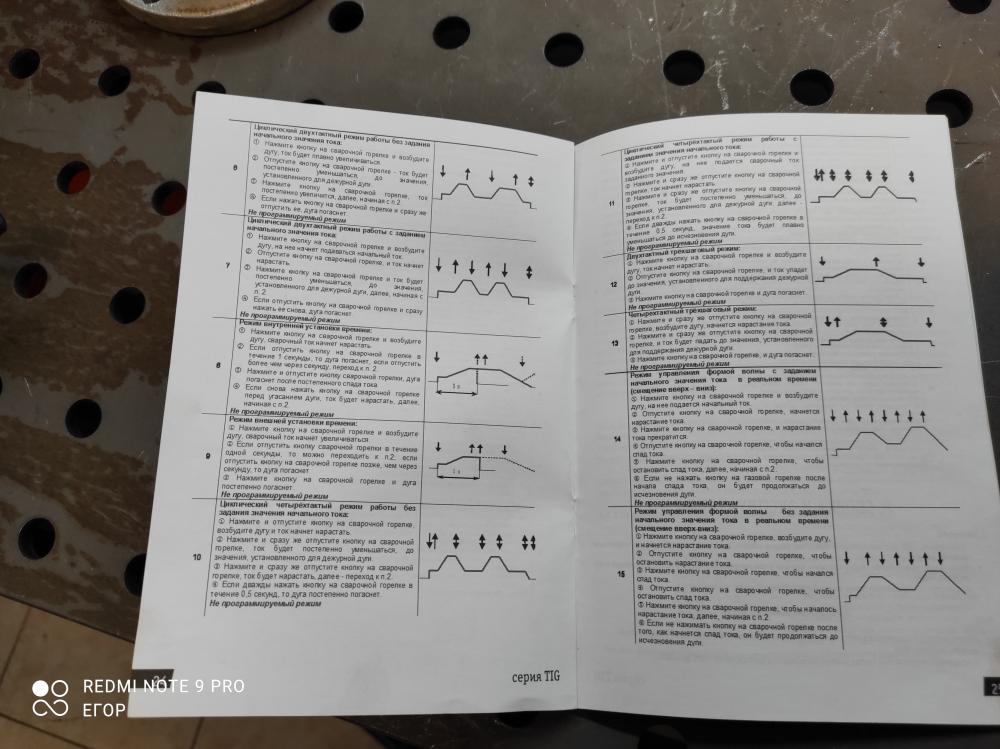
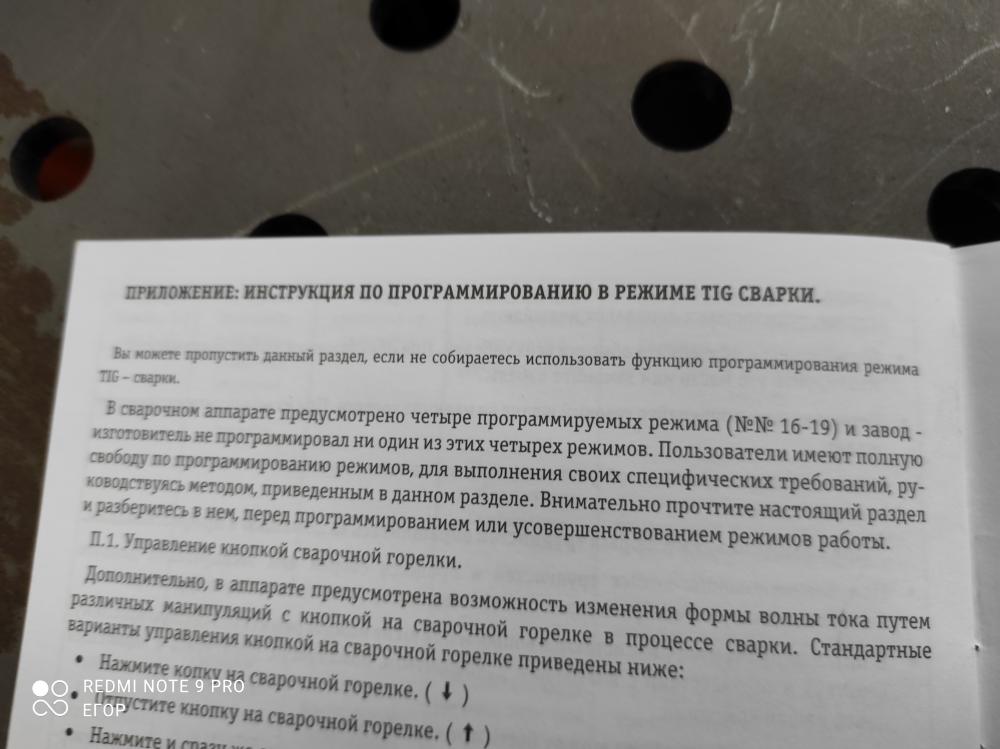
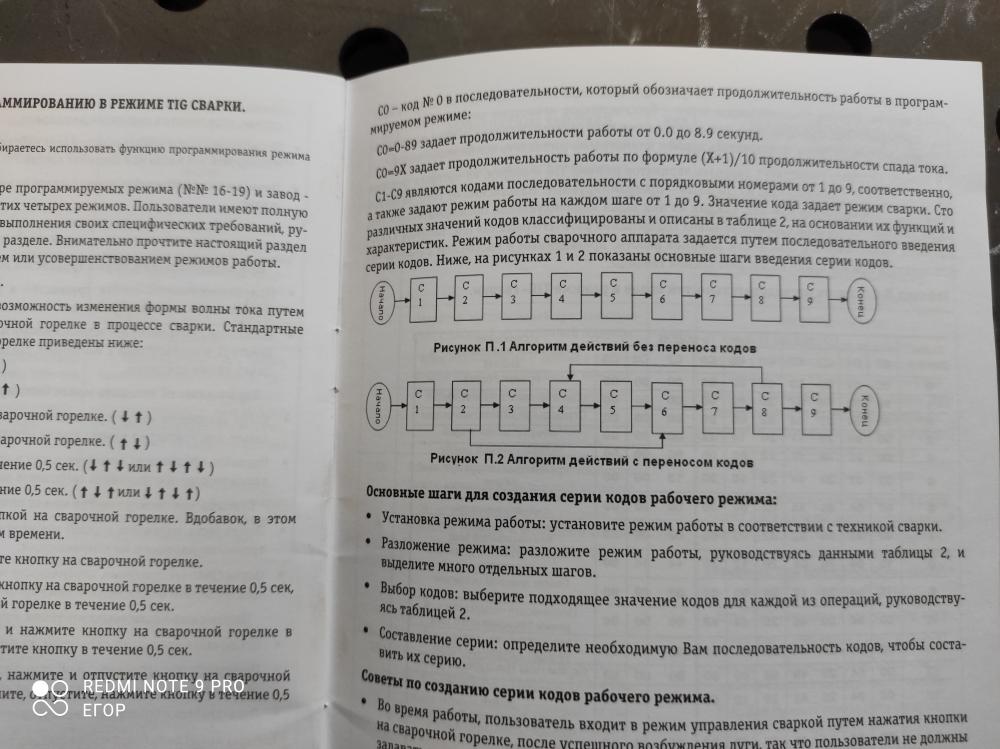
Реализация режимов управления аппаратом. Нужно будет распечатать, и повесить над ним.
-
3
-
-
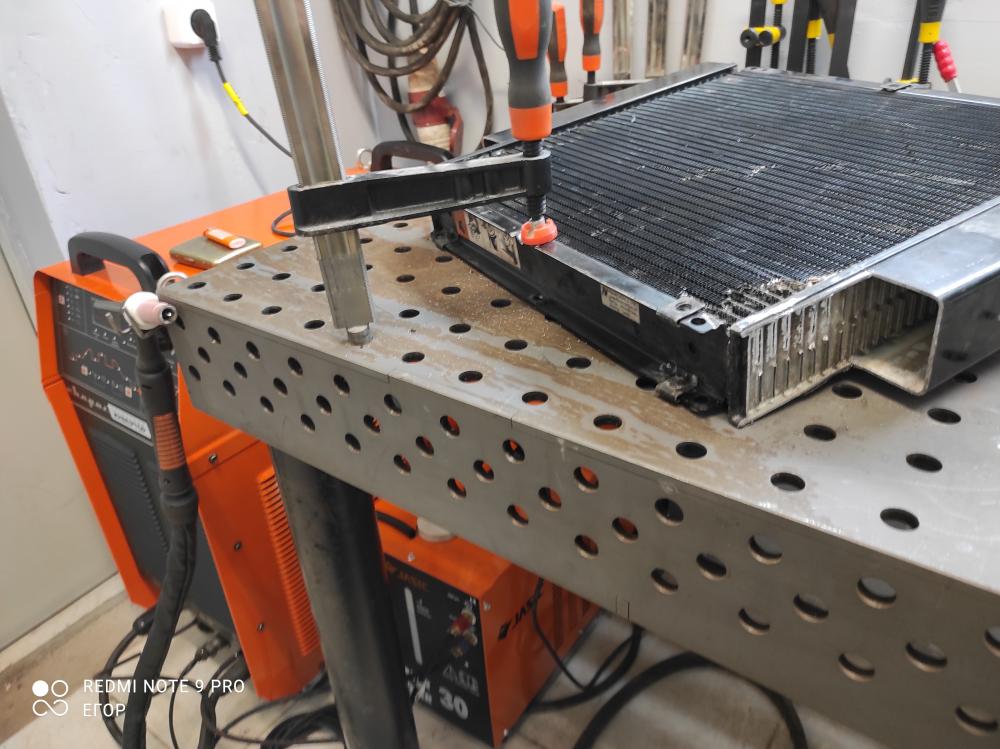
Сегодня аппарат проходил испытание на радиаторе, глушил оторванные соты,ради интереса попробовал на 15 Гц переменки интересно, только пришлось баланс полярности в - практически ставить, дуга на такой частоте ведёт себя стабильно, не прыгает как на 70 Гц. Пока все.



-
4
-
-
Николаич, добрый день. А тут частота переменки от 5 до 70 Гц. Есть режим Спот, пульс да, до 5 Гц, но мне комфортно работать в нем до 1,3 Гц, дальше уже получается бесполезное мелькание в глазах. Им бы частоту переменного тока поднять хотя бы до 250, было бы некоторые работы выполнять более комфортно.@Luza,Был у меня такой агрегат-там частота АС была 20-70Гц max.... то есть мощи много, а функционал-весьма средне....частота пульса на АС-5 Гц..но это было 8лет назад. может что и изменилось
-
А это вопрос снабженцу нужно задать, изначально я писал заявку на Эвоспарк 500 АС/ДС, но почему то приобрели Сварог, значит буду работать им. Печально то, что где то сидит молодая девушка, которая ни черта не понимает в оборудовании, но у нее есть указание, экономить средства предприятия, и она ищет что дешевле, а не то что не обходимо.будет интересно почитать, на тему подписался
А почему именно этот взяли, а не е202?
-
2
-
-
Добрый вечер всем. Приобрели мне вот такой аппарат, в принципе ничего в нем нет, обычная рабочая лошадка. Через неделю, примерно выложу видео обзор. В аппарате интересно реализовано 2 момента, частота переменного тока, и режим синергетики управления, ещё там что то можно программировать, почитаю мануал, сильно сегодня не вникал.


-
4
-
-
Не взирая на все ранее указанные недостатки, УШМ доказала свою экстримальную живучесть, и сильнейшую способность сопротивления любым привратностям судьбы.Пролежав час в углекислотной пене, и стильно обогрев, тем не менее ОНА работает, только пришлось переменный резистор заменить, тот расплавилось колёсико регулировки. Лак на якоре и статоре вообще не пострадал.

-
7
-
-
Много мною уважаемый Никита, позвольте с Вами не согласится, на мотиках детальки относительно не большие, и мощности 200 А аппарата будет хватать. А если предподогрев делать, с помощью горелки на баллончике с газом, то вполне себе хватит. Даже на литые диски вполне пойдет.Для 5мм алюминия однофазного не хватит
-
6
-
-
Это очередная ошибка в проектировании моторамы, я бы не из сосны бы сделал, а Лиственицасаки бы у меня был бы. Не подвержено коррозии, жучки не едят, минус только вес, но это решаемо за счёт более мощного мотора, и перевода его в разряд мотоцикла для дальних странствий. Типа магистральный тягач. Не знаю этому названия из мотоциклетной тематики, к сожалениюСразу видно, что Вы в мотоциклах не разбираетесь. Это фирма - Сосносаки.
.
-
А как тебе такое,Кавасаки?




-
8
-
-
- Популярный пост
- Популярный пост
Доброе утро. Вот и подошло к закономерному итогу наше обучение. Вчера был Госэкзамен, защитились, стали дипломированными специалистами сварочного производства. Училось нас в группе 4 человека с форума, Никита Nikotin, Красноярск, Алексей Devoctator, Нижний Новгород, Эльдар Масса Том, Москва, и я,Егор Luza, Кировская область. Во первых огромнейшая благодарность всему преподавательскому составу ВЭМТ, которые вели нас по дороге знаний, грамотнейшим специалистам- инженерам, к которым всегда можно было обратиться за советом, или с каким то не понятным вопросом. Всегда и на всех у них находилось и время, и терпение. И чувство грусти от того, что больше не надо вечерами корпеть над курсовыми, что то считать, что с большинством однокашников, ставших настоящими друзьями больше скорее всего не увидится онлайн, только телефон и видео связь. Ещё раз спасибо огромное ВЭМТ, ( за столом в комнате сидит Никита Nicotin,) может он тоже напишет свой отзыв, а я на этой сентементальной ноте закончу. Ещё раз спасибо ВЭМТ!!!-
12
-
У меня есть видео, 0,8 нержа, дабл пульс, 0,8 проволокой, шов белый.Последняя версия ПО ЭвоМИГ500 ТР имеющая в своем активе импульсный режим для 0.8 мм для нержавеющей стали для сплошной проволоки вполне решает данный вопрос с более чем приемлемым качеством.. при адекватной криворукости исполнителя. Данные на декабрь 2021... поверял лично, извините- без фото/видео... так как дело тогда уже шло к уходу с ВЭМТ..
-
4
-
-
Эти расчеты никому, кроме инженера проектировщика не нужны, сварщику обычно дают техкарту, где все режимы работы прописаны технологом, так что это так, для общего развития.В каком плане реальной? Скорость одна, та с которой производился сварочный процесс. Произвели сварочный процесс со скоростью например 1м/мин., вот эти данные и надо подставлять в формулу вместо буквы - v, что бы получить значение теплового воздействия (если правильно я понял, про формулу). Но мне это пока не нужно, это я так что бы поддержать разговор.
-
1
-
-
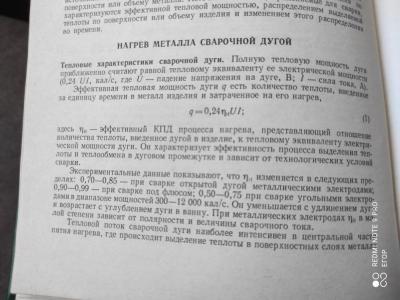
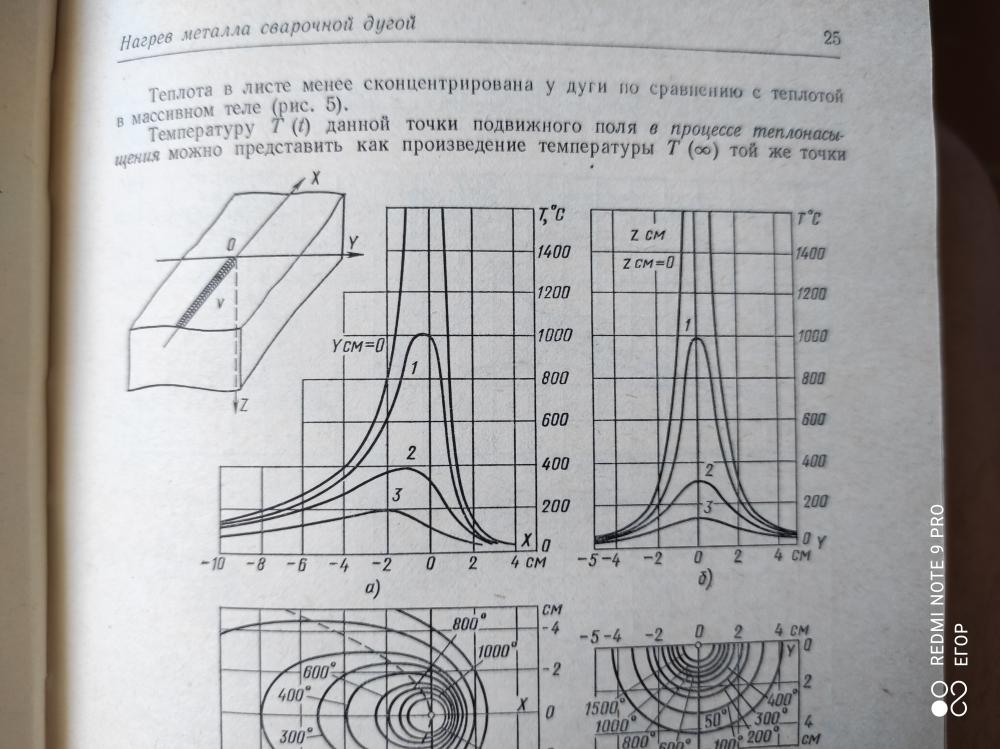
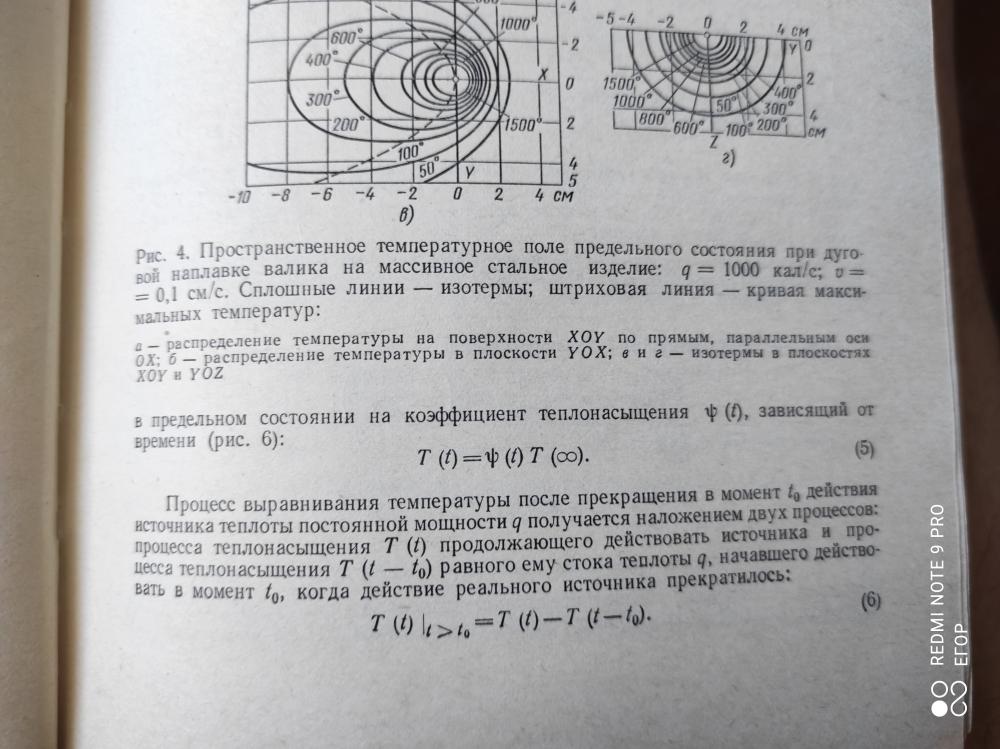
@sherwood,Но мне это пока не нужно, это я так что бы поддержать разговор. @sherwood,@hvr63,Я разве про формулу что-то говорил? Я выложил картинку на которой приведены коэффициенты термовлияния. @hvr63,Диплом писать не когда не поздно, мне 50, и в 47 почувствовав тягу к знаниям, я пошёл учиться. Приятно было пообщаться, я на поезд, в Киров, 17 защита диплома.
-
4
-
-
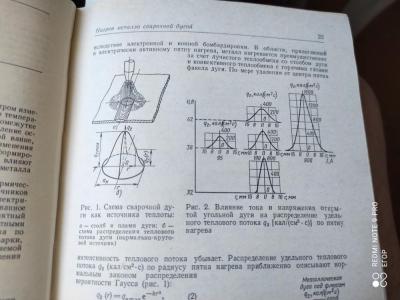
Видеть ли в чем дело, я сейчас писал дипломную работу, изготовление ковша экскаватора, сталь WELDOX. В работу входит обоснование выбора вида сварки, с расчетами тепловложение каждого вида. РДС РАДС полуавтоматическая, автоматическая под слоем флюса. Был выбран метод П/А, режим пульс, с расчетами и обоснованием. Так что я это не с потолка все брал, ну если вам так хочется, пересчитайте, и расчеты покажите, а прилепить формулу без значений, какие то данные написать, и сделать вывод о том, что тиг по тепловложение меньше Миг, извините, не сходится. И при чем проволока, с податчика, горячая, холодная, мы речь вели о глушителе, и человек спрашивал, чем лучше тиг или па. Про такие вводные как подача горячей проволоки речи не шло. И если Вы читали мой пост выше, можно вообще через присадок варить, сварка пайка называется.А при чем здесь криворукость сварщика? Я речь вел про тепловую эффективность металлической дуги и дуги с вольфрама. И еще, коэффициент на вольфраме приведен без учета подачи присадки, с присадкой он будет еще ниже. При автоматической сварке ТИГ, с подачей присадочной проволоки, различают холодную и горячую проволоку. Горячую проволоку применяют для увеличения тепловой эффективности сварочного процесса, чтобы повысить скорость сварки. И скорость сварки при ТИГ, которая меньше чем при МИГ, зависит не от криворукости сварщика, а от тепловой эффективности сварочного процесса. Точно такая же зависимость в скоростях сварки есть и при МИГ в защитном газе и под флюсом. Под флюсом тепловая эффективность выше и скорость сварки выше.
-
5
-
-
Реальной скорости нет, и вообще, эта формула выдернутая из расчетов, ни о чем. Учитывается полярность, скорость, теплоотвод, даже режим сварки, пульс, root, линейный, дают различное тепловложение, толщина проволоки. Тиг, наибольшее тепловложение.Вроде есть - v Это я так, не большое уточнение. Какой вид сварки дает меньше тепла в деталь я не знаю.
-
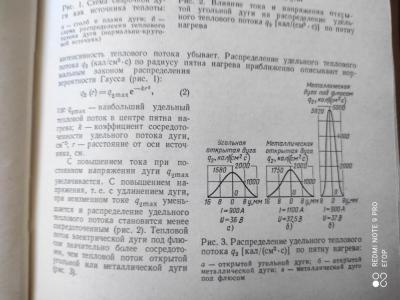
Совершенно верно, и про прямую полярность, и самое главное, скорость сварки, минимизировать тепловложение можно только сваркой через присадочный пруток, но это уже сварка- пайка называется. Полемизировать и писать формулы можно бесконечно, но есть самый наглядный способ, два стыка, один РАДС, другой П/А, на чистом металле видна зона зтв, это физика.@Luza, совершенно верно! Для того, чтобы получить от TIG тепловложение, хотя бы равное ПА, нужен сварщик, способный работать, как робот. Который каждый день десятки метров шва варит, с идеально отточенной моторикой. Иначе, там замешкался, перегрел. Там чуть посуетился не проварил. Поэтому, при выборе способа сварки надо учитывать не только особенности способа, но и возможности сварщика. И касаемо этой таблицы, как сварочный процесс на прямой полярности может обеспечить тепловложение меньше, чем на обратной? Я из своего опыта исхожу, я же вижу ширину ЗТВ по побежалости на металле. Узкая ЗТВ для TIG получается только при сварке без присадки с идеальной подгонкой. То есть, после мехобработки. А в реальной жизни, особенно гаражной, ну или как у меня, сантехнической. Какая мехобработка, болгарка - наше все. + - пол миллиметра, в лучшем случае.
-
1
-
-
Это, все замечательно, только вот это без одного важного фактора подтасовка, Вы привели формулу, но в формуле нет скорости сварки, реальной, если не лезть в высшие материи, то сколько вы протопчетесь на месте РАДС, и сколько тепла при этом будет вложено в металл, и расчеты тепловложение каждым видом сварки давно посчитаны, и миг/ маг даёт минимальнейшее тепловложение, это на первом курсе, на первых лекциях с ГПТУ рассказывают, с картинками, на которых нарисованы температуры дуги, при РДС, РАДС, и МИГ/МАГ.Мой вклад в развенчание этой догмы.

 там ещё 6 страниц формул, и вот это и является расчетом, а не одна формула.
там ещё 6 страниц формул, и вот это и является расчетом, а не одна формула.-
4
-
-
https://youtu.be/YF4lYUfOdDU, вот Вам швы с применением П/А, эстетичные, и все прочее,я не собираюсь спорить и чего-то кому-то доказывать, особенно любителям варить нержавейку П\А в углекислоте. Для себя ЛЮБИМОГО в данном вопросе только ТИГ, сгнившее вырезать и менять на не сгнившее. Швы П\А ни когда, НИ КОГДА не будут качества полученные ТИГ сваркой. А так же, если и есть задачи пересекающиеся для ТИГ и П\А, то выхлоп из нержи это точно не тот случай, особенно варенный углекислотой. Ну как решение можно рассматривать, но как временное в полях или ну надо, но точно не из разряда, это правильно, так и должно быть. Т.е. не надо сравнивать выхлоп из нержи с выхлопом из черной стали.
И советчики П\А. Ну ка давайте фотки ваших швов в ответку Валерию. Он выложил, как должно быть. А что у вас с вашими П\А получится? Ну не стесняйтесь, посмеемся вместе недельку другую... Оправдания в виде не там луна светила или на Марсе было не так жарко, не принимаются.
P.S. я понимаю, что сварщики советуют то с чем обычно имеют дело. Но задачу нужно все же рассматривать с разных сторон, не то что имеем, а как должно быть. И если нет другого выхода это одно, но если есть доступ к как правильно, то все же надо трезво оценивать ситуацию.
, Игорь, не сколько не пытаясь Вас обидеть, или зацепить, тем не менее вынужден с Вами не согласится по поводу ремонта глушителя РАДС. И не нужно так категорически утверждать, что сварка нержавеющей стали в углекислоте, это что то из разряда табу. Даже в Советских книгах этот способ описывался. И есть в современных аппаратах, заложен в синергетику. Но это уже из материаловедения, и уведет нас в такие глубины познания, что дисскуссия продлится на пару страниц.

-
3
-
-
430 ферритная нержавеющая сталь обычно лопается по зтв, и я поддерживаю Сергея в его совете ремонта глушителя П/А, данный способ даёт самое низкое тепловложение, так же вырезка- зазоры, легче па отработать, доводилось ремонтировать молочное оборудование СССР, работали П/А, швы даже щеткой не чистились, не говоря о кислоте, и прочих новомодных вещах. Все живое 35 лет как уже.я себе на БМВ варил, банка резонатора разошлась по шву (320 в Е36 кузове). Там нерж однозначно была. Использовал так же нержавеющую проволоку в виде присадка. П\А будет не сварка, а порнография. Извините, но если вам не важно как выглядит, то можно и П\А нагадить. Если качество нужно и красивые не заметные швы без зачистки, то однозначно ТИГ. Да не быстро как П\А но эстетика будет на высоте. Т.е. по времени сварки дольше но потом ни чего зачищать не надо. Все что видел, где использовали П\А на выхлопе, либо смешно до слез либо просто от грусти слезы. Я понимаю, что снизу не видно пока не поднять машину, но лично для меня и там должна быть красотища, чтобы потом не икалось от грязных слов в сторону сварщика. Конечно и ТИГ-ом можно все запороть, но это не будем рассматривать. В виду не проффесианализма.
Толщина глушителя, трубы, банки не большая. На П\А есть возможность прожечь, а это выступ внутрь трубы и еще свистеть начнет
кто-то свистки ставит, а у кого-то просто будет так работать машина. Да и пережоги от перегрева П\А, явно на долговечности скажутся. Варить точками в перехлест, наверное даже медленнее чем варить ТИГ-ом это первое и второе, может получиться не герметично, вроде бы сварено, но ...-
4
-















CEBORA TIG 180 AC/DC
в Обзоры, тесты и отзывы
Опубликовано
Не знаю, что там у вас за проблемы, у меня все нормально работает. Хоть на замасленном, хоть на АМг из магазина. Проблем нет, и надеюсь и впредь будет меня машина радовать.