

Luza
-
Постов
1 096 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Luza
-
-

-
 4
4
-
-




-
3
-
-
Добрый вечер. Про сервис Чеборы. По треку утром сегодня смотрел, аппарат должны были доставить им до места. В 11.30 пришло уведомление, что груз доставлен. В 16. 50 позвонила девушка, уточнила я ли это
 , сказала, аппарат готов, замена силовой платы полностью, завтра он отправляется ко мне. Меня это впечатлило. Порадовало. Молодцы.
, сказала, аппарат готов, замена силовой платы полностью, завтра он отправляется ко мне. Меня это впечатлило. Порадовало. Молодцы.
-
2
-
-
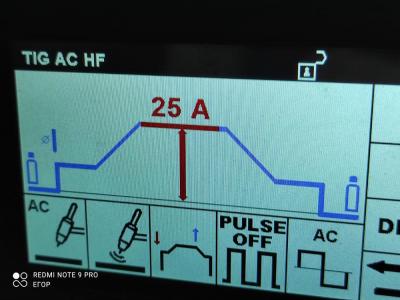
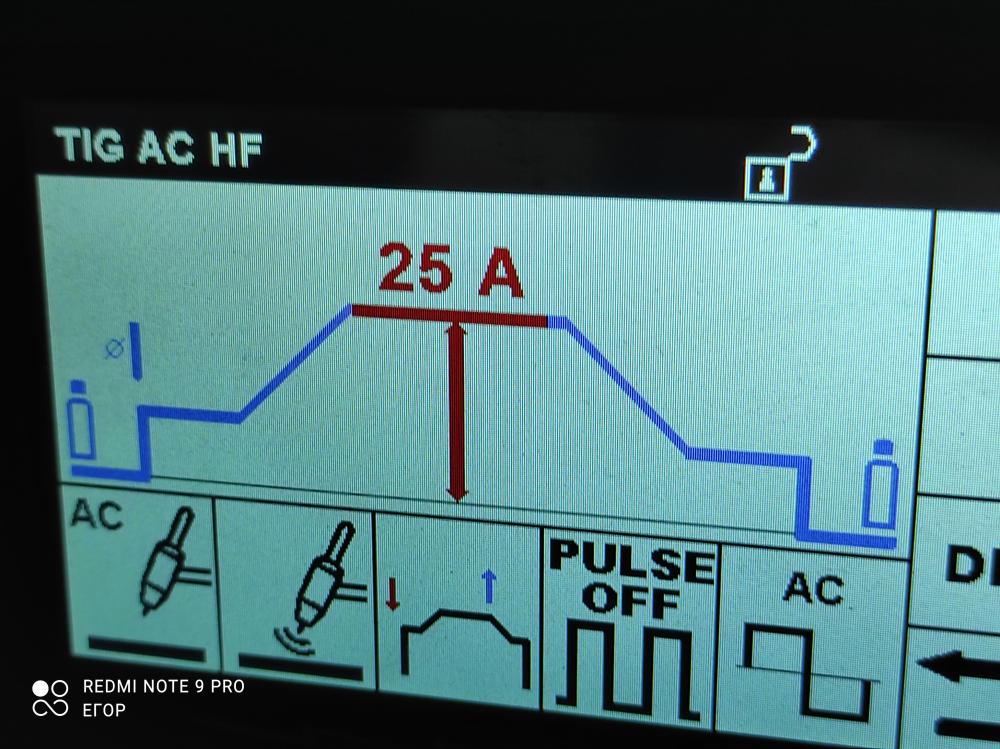
В настройки я полез, мне надо было сварить 2 лезвия от бритвыПопробовал убрать ток первого и второго поджига до 10А. Также загнал баланс максимально в плюс. На частоте 200Гц работает и нет намеков на срыв, это и при 30А вроде так же было но тем не менее. Дуга просто шепчет, звук у нее какой то мягкий. Попробовал опустится по герцам максимально низко на 50Гц, тоже работает только через 10-ок см электрод 2.4мм превращается в тупую болванку но тем не менее продолжает поджигаться и работать, шов шире и это понятно. Но при таком балансе и такой частоте наверное это нормально что электрод такой на других брендах наверное тоже самое, так как там почти один плюс. Так же с такими настройками теперь настройка толщины электрода начала работать более менее соответствовать, а то я ее не крутил, как стояло 0,5мм так хоть 1.6 электрод ставь, хоть 3.2 все равно поджигает без проблем. Жаль не могу записать процесс, не пойму как некоторые на телефон снимают, я пробовал через фильтр (стекло 10DIN)) так телефон резкость не может навести, на стекло наводит. Принудительно навести резкость не кому.
IMG_3129.jpeg IMG_3130.jpeg IMG_3131.jpeg
Да, и интересно, если у Егора с аппаратом не было проблемы на переменке, какого он полез в дополнительные настройки и убрал ток поджига. Что то тут не чисто, что то не чисто. Наверное надо брать двух крепких парней утюг и к нему, спросить как так вышло.
 , а с таким током поджига это не возможно, при ударе дугой на 120 А все разлеталось в пыль. Ну и при работе с сотами мне не нужно было чтобы они превратились в лужу расплавленного алюминия. А так как все работало, я не видел причин устанавливать заводские настройки обратно. Вот как то так.
, а с таким током поджига это не возможно, при ударе дугой на 120 А все разлеталось в пыль. Ну и при работе с сотами мне не нужно было чтобы они превратились в лужу расплавленного алюминия. А так как все работало, я не видел причин устанавливать заводские настройки обратно. Вот как то так.На сгоревшем аппарате настройки поджига тоже поставил такие же.
-
На заводские настройки не менял, аппарат отдал хорошему человеку, давно он мечтает о своем гараже, он сварщик, оборудования пока нет, отдал на развитие бизнеса
-
Поджиг 10 А я ставил сам. И на балансе в + у меня работало без проблем, это кто то просил снять видео на таких настройках, я снял, и не пропадать же добру, выложил на Ютюб.О как, значит другие аппараты как то это обходят.
У тебя баланс максимально в минусе, в таком режиме я всю лестницу сварил без проблем. И еще заметил что в дополнительных настройках у тебя стоит по 10А на первичном и вторичном поджиге это ты сам поставил или так было из начально? Я опустился на них до 30А и вроде как уже и лучше не надо, но будет время попробую опустить до 10А, может вообще все заработает как надо.
-
https://youtu.be/xsyyXzjCq80, в чем у вас за проблемы? У меня он работал без проблем, поджигал, может просто аппарат у вас косячный?
-
Добрый день, Николаевич, в принципе, у него 2 года гарантии, ( если зарегистрировать покупку на их сайте), так что думаю ничего страшного, починят. Нашлась бракованная деталь, поменяют плату, или что там сгорело. Цена 290155, это голый я брал, без БВО и горелки.@Luza,как -то печально на новой машине поиметь подобные проблемы.....теперь слово за сервисом...Егор, а за почем данная машинка?
Сервис у них Зона Сварки, в прошлый раз отправил аппарат, за их счёт, и обратно тоже. А песни петь, хваля аппараты, если там есть косяки, это не честно по отношению к другим, кто прочтя допустим мою тему, приобретет аппарат, и у него, допустим возникнут проблемы с аппаратом, лучше без прикрас, и восторженных ах и ох описать преимущества и недостатки. И если бы даже он вчера не хлопнул, я бы все равно опубликовал видео, что в режиме РДС он не варит на переменном токе, но я полагаю что из за неисправности, в силовой части. Придет с ремонта, протестирую его в хвост и гриву, в РДС, как аппарат МИР тестировал, стрелу какую нибудь 4 мм электродами порежуПо сервису - похвально! Немногие могут похвастаться таким подходом.
Обидно,что вышел из строя...странно даже,ведь так этим моделям Песни поют...
-
4
-
-
Он что то очень долго включался, моргал все время, напряжение в розетке 238-240 В, думаю, что это для него самое то. Но была мысль, что кондеры, после выключения и повторного включения, через несколько минут, он включался сразу. А после 30 минут, он снова начинал моргать экраном.Транзисторы...
Аппарат брал в Тиберисе, а сервис отработал так, я позвонил, скинул видео, они попросили мои данные, через 10 минут прислали скрин на отправку за их счёт в сервис, предлагали забрать с места, но мне до транспортной 170 км надо ехать. Завтра отправлю. Я им и ту Чебору отправлял в перепрошивку, без проблем.Расскажите потом пожалуйста как сервис отработает вашу проблему и как представители данного бренда с вами общались.
Они предлагают нам их аппаратами занятся, очень интересно как у них в реале обстоит с решением проблем , "все ок" у них или неочень
Вы на выставке напрямую у себоры аппарат брали?
-
3
-
-
Ну что, печальные новости, при попытке снять видео о работе в режиме РДС, в аппарате раздался хлопок, громкий, ( кондеры по ходу) вырубило автоматы, завтра едет в ремонт. Счастье было не долгим.
-
1
-
-
Валерий, информацию на новый форум несем мы сами, и если там мы сами ничего писать не будем. соответственно и там ничего не появиться. Согласен, здесь много чего из информации и опыта участников написано, вложены души и опыт людей, но если так тут пойдет и дальше, без работы модераторов, наступит бедлам. Я редко захожу, маленькие дети не дают вальяжно посидеть за компом, с одной математику нужно делать, другому 9 месяцев, он вообще мне скучать не даетИнтересно .... интересно ...... вот на новом форуме пока практически большой 0 информации , а тут ее даже больше чем достаточно ., и сегодня зайдя и увидев рекламу диванов и порнухи я был в шоке.
-
5
-
-
-
Спасибо за высокую оценку моих скромных данных, а эксперименты и самому интересны.@Luza, ждем продолжения в экспериментах. Интересно же. Это вам не Тула ТИГ слушать, тот только эмоции в ход пускает, а по делу тоскливо. С вами все наоборот.
-
1
-
-
Добрый вечер всем. Как уже писал, приобрел себе этот аппарат, вместо 180 Чеборы, выбор был сделан из за возможности комбинировать и менять форму волн и полуволн. В принципе от младшей модели она отличается только возможностью выбора форм волны и полуволн. Мне не понравилась в ней невозможность поменять % на А в токе поджига, высчитывать % конечно полезно, с точки зрения " чтоб мозги не засохли" но бесит то, что опять не дают выбора. Но это в принципе не существенный недостаток. Поджиг четко отрабатывает, на грязном алюминии попробовать не довелось пока, радиатор и куллеры им чинил, видео сниму, пока много работы по лесовозам, и прочей тяжелой технике, пока не до Чеборы.
Аппарат по размеру больше чем 315 Форсаж, и тяжелее его на 4 кг, фото внутренностей добавлю, когда буду его продувать, разбирать Чеборы еще то удовольствие, (по крайней мере 180).

-
9
-
-
Поздравляю с покупкой нового помощника, чтоб машина повышала благосостояние, больше ей и ее владельцу работы, больше денежных заказов!
-
2
-
-
Наверное применялась советская горелка для сварки на постоянном токе обратной полярности? С водяным охлаждением электрода? Такие были в армейских ПАРМАх.грязный ... возможно, для выжигания грязи, это поможет. Сам на это обратил внимание. Но как действовать, рассматривается каждый раз в частном порядке, в зависимости от изделия. Но и при этом, лично у меня не было надобности падать совсем в низкие частоты, хотя и не было изделий аналогичные вашим.
Для обратной полярности применяли не обычную горелку. Ну и алюминий был чистый. Магниевый сплав и кремниевый. Магниевый легче переносил процесс, а кремниевый быстрее начинал кипеть. Плюс алюминий был чистый от слова совсем. Т.е. ни масла ни грязи, травленый. Но в моем случае, закипание, как я понял, от перегрева было ( о чем в книжках понаписано, но как уйти от этого ни слова). Тока было 250-300А. Толщины варили 15 - 20 мм, за один проход. 15мм на ура получалось, что магниевый сплав, что кремниевый. А вот 20 мм, нюансы вылазили, в виде баланса температуры нагрева\перегрева алюминия в следствии чего и было порообразование. Да, они все вылазили на поверхность, но от этого не легче, т.к. результат другой ожидался ))) .
В любом случае, ваш опыт, это информация, которая ни когда лишней не будет. Чему вам благодарен.
-
1
-
-
Разница заметна, алюминий аж выворачивает в ванне, даже самый грязный, и после зачистки щеткой можно сразу заварить уже без всяких лезущих пор, но глазам не комфортно, я вообще не люблю работать в пульсе, и тут примерно так же получается.@Luza, а разница между 25 и 5 герцами в работе ощутима? Ниже 25 глаза будут очень быстро уставать. Смысл в 5 есть?
На обратной полярности много тока не навалишь, а у нас толщины бывают далеко за 20 мм, масляные радиаторы от бурильных установок, и от 100 тонных самосвалов, я паял кастолином соты, используя резак в качестве горелки, по этому и заказывал 500 а аппарат.я работал на обратной полярности, в режиме DC где на электроде +, на детали -, и там визуально видел как алюминий кипит, мелкие пузырьки, только в путь. Поэтому, низкая частота как предотвращение дегазации, не сильно понимаю как может помочь. Но как информация к размышлению принята. При возможности надо будет попробовать. Спасибо!
-
3
-
-
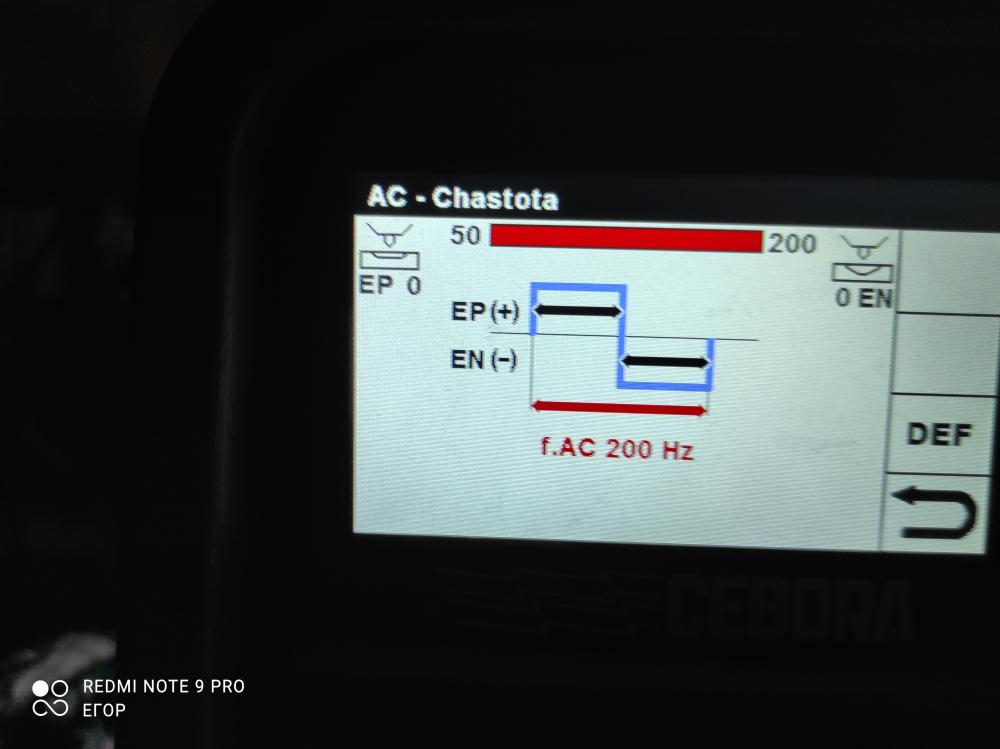
Добрый день, низкая частота нужна, как верно объяснил Сергей на сплавах силумина, грязных, замасленных, и чем ниже частота, тем сильнее колышет ванну, сильнее дегазация. На работе 500 Сварог, там вообще от 5 Гц частота переменного тока.интересно, а почему нужна такая низкая частота? В древних книжках и по опыту, чем толще железяка тем ниже частоту выставлять нужно. 50 Гц вполне хватает для работы с толстыми 6 - и более мм толщины. Так же и для электрода эта частота не смертельная, в противном случае и баланс наверное не спасет от перегрева электрода. Я думаю, что в старых аппаратах 50 Гц обусловлено в основном схемотехникой аппарата. Но ни разу не слышал ни от одного сварщика, что им нужно ниже, ну может и привычкой сварщика обусловлено.
Но у вас какие задачи, что заставляют желать более низкой частоты переменки?
, а так как я больше по ремонтам всякого убитого и поломанного, мне это очень актуально.Добрый день, низкая частота нужна, как верно объяснил Сергей на сплавах силумина, грязных, замасленных, и чем ниже частота, тем сильнее колышет ванну, сильнее дегазация. На работе 500 Сварог, там вообще от 5 Гц частота переменного тока.
-
3
-
-
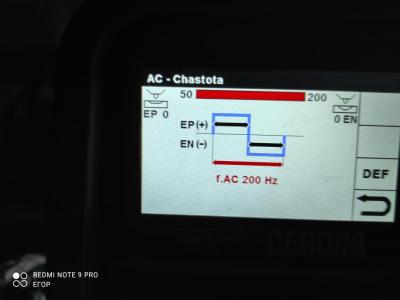
Ну верхний порог 200 устраивает, а нижний бы от 20 -30 хотелось бы.а зачем больше, если не секрет? Более 150 Гц не использовал. В последнее время так вообще ниже 100 Гц работаю (60-80).
-
2
-
-
Вот частота переменки не радует, единственное что не нравится, 50-200 Гц. Немец судя по обзору более наворочен@Luza, я ее тоже смотрел, но как в деле она не знаю. А волны можно менять и на фроне и на евм...
Какая максимальная частота на перменке?
-
Я взял себе очередную Чебору, 230М АС/ДС, из за возможности менять форму волн и комбинирования полуволн, прикольный аппарат, есть 180 Чебора, но функционал куцый.Всем привет, давно не заходил... Работал...)))
Ну что скажите у кого какой аппарат, кто с чем дружит. Мой форсаж потихоньку помирает, поджига нет , да и его функционала мне уже не хватает.
Но розетка все та же - 220В!!!
Вот это аппарат понравился, в прошлом году на выставке на кнопочки нажимал...)) EWM Tetrix XQ 230 puls AC/DC Expert 3.0 5P
Вот тоже его конкурент - Fronius iWave 230i AC/DC EF
Но в свете последних событий понимаю что можно вообще остаться без аппарата, после его поломки и суть не в деньгах...
Эвоспак ждем уже лет.... дай бог памяти..., а вот 380В - нет...!
Что скажите эксперты!??? Что посоветуете???
-
1
-
-
Там не диаметр электрода а s пластины указанна, 3 мм АМг, электрод был Ф2,4.Ну или так. И если посмотреть на картинку с ослика при нулевом балансе видно на сколько много плюса на электроде. Вот прям архи сейчас посмотреть бы такую же картинку что на другом аппарате другой фирмы с балансом. Думаю вопрос бы сам отпал.
Да и сразу что то не обратил внимание, Егор поставил электрод 3.2 и ток 25А я так жестко не испытывал, в том плане может на таком токе и таким электродом будет все нормально. Надо тоже попробовать, но это не к тому что нормально, а кто му что дефект не проявляется, не хватит такого тока для разогрева электрода, да и не представляю зачем на 25А ставить такой электрод если надо что то сваривать на таком токе.
-
Прошивка у меня 14.АМг, 3 мм электрод не точил, поставил 25 А, где то за 30- 35 секундобразовалась ванна.




-
@sherwood,Добрый вечер, завтра у меня работа нп алюминии предстоит, прогоню его на всех Вами озвученных режимах, хотя я постоянно работаю на разных частотах и балансах полярности.
-
2
-







CEBORA 230 AC\DC
в Обзоры, тесты и отзывы
Опубликовано
Приехал аппарат, все работает, немного погонял его в РДС, если успею, смонтирую видео, завтра уезжаю на вахту, так что эксперименты придется отложить на 1,5 месяца.