
Космос
-
Постов
189 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Космос
-
-
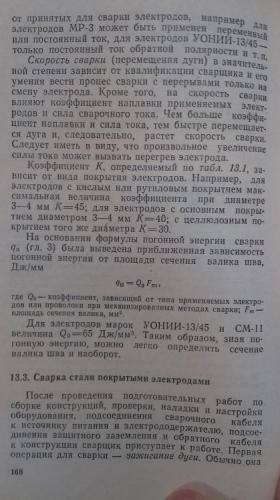
@Isperyanc, Когда я только начал свою трудовую деятельность, у мужиков со стажем лет по 30 на ответственных конструкциях, тоже были поры, причину тогда вроде не нашли. Что я могу сказать, всякое бывает.
Я пользуюсь Судиславскими (СЗСМ), возможно поры и присутствуют, но мои швы не светят. Хранятся электроды в тепле, перед сваркой не прокаливаются. Чаще всего я зачищаю, но бывает и сразу после резака приходится сваривать, бывает по ржавчине, бывает по сырому, в общем, всякое бывает, давление в 10 выдерживает.
У нас на САГе стоит ограничитель напряжения хх до 12В, зажечь конечно проблемно, но принаровился, чирканьем вполне ничего "заводится", так что в чём у вас проблема сказать не могу.
P.S. 95% сварочных работ использую УОНИ.
-
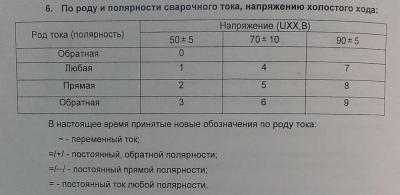
Их отличие от обычных в том, что надо высокое Uхх для комфортной работы,
Это какое?
Быть может нужна практика? Много практики! И всё начнёт получаться даже по ржавому.
-
Мне тоже интересен данный вопрос, пока только сделал закладку, куплю думаю не скоро.
-
наприер когда нужна равнопрочность основного металла и металла шва. В этом заключается смысл сварки. Как вы думаете, если мне нужен уголок длиной 15 метров, а в наличии только уголки по 6 метро, что мне делать? Беру уонии, собираю с зазором 1.5мм (s уголка 4мм), и варю стык на токе 115А.
При этом подкладываете пластину?
Я так понимаю опыта у вас не так много, да ? Я просто вообще не вижу проблемы, когда есть зазор, тогда убавляю, провариваю, переворачиваю, всё хорошенько зачищаю, и вот здесь уже можно немного добавить и заварить, металл ведь ещё горячий.
Если появляется прожог то ток убавляю, Если же прожег все таки то можно аккуратненько его заварить. В чем проблема, зачем чтото тисать болгаркой?Да нет проблем, просто иногда прожог недопустим, или сулит массу проблем, когда скрючен буквой зю в очень тесном пространстве.
У меня мечта есть, инвертор с пультом, вот где красота ! Все проблемы сразу отпадут.
-
В сварке 4 милимитрового металла проблем вообще не вижу, просто если в нижнем положении вариш то под низ для стопроцентного провара можно подкладку сделать
Пытаюсь представить себе ситуацию, где такое может понадобиться, и у меня не получается.
там черным по белому напискано что корень варят электродами не более 3 мм.А где я написал что я с этим не согласен?
вариш смотриш- если постоянно прожогиТо изделие получается Г. Опять таки, вариш трубу, прожог, да и чёрт с ним, и так сойдёт, так что ли ? Или дверь кому-нибудь, прожог, да и чёрт с ним, не переживай хозяин, болгарочкой тисанём!?
Прсто на большем токе двигаться нужно быстрее, да и только.У меня "напарник" такой, 250А и вперёд, только ему вообще плевать на подрезы и всё остальное.
но истинное удовольствие варить толстый металл (4-5мм)Почему он стал толстым? Вы что, жестянку постоянно свариваете?
однако для рутила четверки 230А- это не так уж много И если в штучном производстве не заметна разница между сваркой на низком и высоком токе, то в производственных масштабах это большие потери времени, а значит денег.
И если в штучном производстве не заметна разница между сваркой на низком и высоком токе, то в производственных масштабах это большие потери времени, а значит денег.
Давайте на этом и прекратим дебаты? Каждый при своём , все довольны и счастливы.
-
@Влад Соболев,
, я так надеялся что не будет всей этой тягомотины, вы бы знали.1) Что значить контролировать ванну? И тем более "Иначе провара не будет"? На металле в 4 мм и на металле в 40 мм при одних и тех же показаниях результат будет разный, тут и к годалке ходить не надо. Зачем мне ставить 120А на листе 4 мм? Что за призрачный такой провар? Давай газу до отказу, так что ли ?
2) "Ток подбирается не под толщину металла, а под диаметр электрода." Я посмотрел бы как вы заварите корень шва на 100А. Поднимая электрод вверх дабы не прожечь ?
3) "откуду вы взяли что металл толщиной 20 мм нельзя сваривать электродом 3 милиметра?" Прочитайте внимательнее моё сообщение.
4) "а чаще 2.5мм так как качество шва выше контролировать ванну легче, посторонних включений меньше" Вообще фантастика какая то, или я совсем отстал.
5) "пипец как много- не аргумент" У меня на работе стоит ВД-шка выкрученная на максимум, регулирую я через балластник. Вполне хватает 80-90А, но ведь везде бывают исключения, не так ли? Сегодня у меня было выставлено 120А. Согласно вашей формуле можно себе только мучений на голову найти.
6) А оно вам надо?
-
 2
2
-
-
Влад СоболевИз своего опыта скажу точно ток подбирать надо по максимальной границе ибо не бойся прожечь, бойся не проплавить.
Абсолютно не согласен. 130А для тройки это пипец как много. Ток подбирать надо исходя из толщины металла (забыл как это правильно называется), какой смысл жарить тройкой 20 мм железо? В том смысле что должна быть разделка кромок, зазор и всё такое, ну думаю вы меня поняли, а на верхней границе вы будете только перегревать/подрезать металл и вообще ничего хорошего не делать.
Да ладно. 65-80- это для 2.5.не знаю за 2.5, но двойкой на 65 уже много, а на 80 подавно резать можно.
-
@Влад Соболев, я бы на вашем месте не стал бы давать такие советы, всё-таки как не крутите, но всё довольно индивидуально. Мне вот чаще всего хватает 80-90А.
Да и многое зависит от аппарата, он ведь может и завышать! Научите человека на больших токах работать, потом будет сложно перестроиться.
-
@Георгий 11, все бы знали, не покупали бы то что я купил в прошлый раз

-
- Популярный пост
- Популярный пост
Инвертор приобрёл уже давненько, но только сейчас решил немного погонять его.
Для начала хотелось бы отметить упаковку посылки, всё очень надёжно и здорово, за что большое спасибо Алексею (tehsvar).

кейс также меня очень даже порадовал, но внутренний паролон..., но об этом позже.

И так, решил я погонять инвертор на "максимальной" длине переносок и с длинным держателем.
Взял вот эту переноску (28 метров)

держак с кабелем КГХЛ 1х25 10 м, землю сделал из двух родных кабелей по 3 метра, что за кабеля я не знаю. Дал держак в руки человеку мало относящемуся к сварке, сам "вооружился" телефоном и начали тестить. Ах, да, электрод во всех видео УОНИ 13/55 ф4.
После прицепили ещё переноску 49-ти метров , предположительно 1,75 мм2.
Это не всё, но интернет мне не позволяет загрузить видео на ютуб , скорость слишком маленькая, так что продолжение позже.
По результату получилось вот так.

-
13
-
@Rolli, это и так понятно, но мы же говорим о непонятных чайниках ....
-
-
6. наконец, устройство из категории "18+": снаружи прикрыто крышкой, по форме и размерам похожей на крышку люка заливной горловины бензобака у легковых автомобилей...
Я так и не понял что это такое

И самое главное , зачем ???
-
-
Напарник болгарку приобрел такую,хорошая машина,1500Вт мощность,регулировка оборотов.http://websvarka.ru/talk/public/style_images/master/attachicon.gifimage.jpeg
Георгий, а вы случаем не знаете регулировка оборотов каким значениям соответствует? У меня Hilti DAG 125‑SE, нигде не смог найти чему соответствует скажем положение 3.
-
@psi, такого тонкого талька не встречал, где такой продают ? =)
-
@psi, снимаю шляпу =) , у меня так ровно отрезать керосинорезом никогда не получится , поэтому чертилку и не рассматривал даже.
-
@psi, такой ? как по мне так он тоже быстро стачивается (закругляется), хотя в данной приспособе может и нет.
А чертилкой это как ? Под гильятину я ещё понимаю, а в остальном не вижу ей применение, даже точней будет и не пробовал , в голову не приходило =)

-
От нечего делать сегодня решил наконец то протестировать мелки, маркеры и т.д.
Лично меня интересуют только те материалы, которые не горят при резке, потому что с остальными (под болгарку или ещё что) думаю и так всё ясно.
И так взял следующее (с лево на право):
1) перманентный маркер
2) сангина
3) мел обыкновенный
4) восковой универсальный маркировочный мелок.
5) мелок восковой красный
6) Мел тальковый сварщика (Мелок тальковый для высоких температур.)
7) другой какой-то тальковый мелок
8) ещё один маркер
9) Paint marker (это которой на основе краски или как-то так)
10) Marker-Pro Карандаш сварщика
11) Маркер двухсторонний разметочный
и нарисовал по одной линии на блине из нержавейки (она была самая чистая)

потом собственно немного погрел резаком и вот что вышло

Для себя сделал следующий вывод, лучше всего справляется с задачей Paint marker.
А чем пользуетесь вы?
Вот немного подробней про некоторые
Marker-Pro Карандаш сварщика
Описание:
Специально разработанный промышленный карандаш для сварщиков.
Обладает флуоресцентным эффектом наносимых надписей, что значительно упрощает работу при газосварке и газорезке. Отметки, сделанные этим карандашом, не выгорают, не плавятся и не стираются. Заточка карандашей производится обычной точилкой.
Широко применяется во всех областях металлообрабатывающей отрасли промышленности, незаменим при выполнении различного рода сварочных работ.Мел тальковый сварщика
Мелок тальковый для высоких температур.
Мелок маркировочный Feji (аналог Lyra 4900010) на тальковой основе служит для
нанесения маркировки на нагретую поверхность и изделия из металлов перед
их нагреванием или сваркой. Отлично зарекомендовал себя и не имеет
аналогов по применению в сварочных работах, благодаря этому получил свое
второе название – мелок сварщика. Надпись, нанесенная мелком сварщика Feji,
устойчива к температуре до 2000 градусов Цельсия.
Мелок применяется также для нанесения маркировки на ряд
других материалов, среди которых – металл, камень, бетон, изделия из
каучука, а также мелок может использоваться в условиях высоких температур.
Мелок умеет удобную для применения квадратную форму.
Специальные частицы в составе мелка Feji позволяют применять его на
открытом воздухе.Маркер двухсторонний разметочный
Разметочный маркер черного цвета, имеет два красящих элемента: толстый и тонкий. И используется для нанесения надписей, шаблонов и разметки на различных строительных материалах. Удаляется любым чистящим средством.
Мел восковой красный
Мелок L798 Восковой универсальный маркировочный мелок.
Профессиональный маркировочный мелок изготовлен на основе воска с
добавлением специальных частиц. Мелок Lyra изготавливается в нескольких
вариантах цвета, обернут бумагой для предотвращения пачканья рук и
удобства применения.
Восковой мелок Lyra 798 применяется для нанесения устойчивой маркировки
на ряд материалов, среди которых – металл, камень, бетон, изделия из
каучука, также мелок может использоваться в условиях высоких и низких
температур.
Высокая концентрация красящего пигмента в составе мелка позволяет делать
заметные надписи даже на темных поверхностях.
Специальные частицы в составе мелка позволяют применять его на открытом
воздухе, например, для нанесения маркировки на металлических конструкциях,
трубопроводах и т.д. Надпись устойчива к суровым климатическим условиям,
перепадам температур, механическому истиранию и длительному воздействию влаги.
Для удобства применения может использоваться с цанговым держателем L7166.
Цанговый держатель Lyra применяется для более экономичного использования мелка.-
6
-
-
@gyrza, я о таких не слышал , поэтому и спросил =)
я вообще ничего кроме УОНИ и ОЗС толком в руках не держал. Ну, это круто , сказать нечего, высший пилотаж =)
P.S. Последний раз когда сваривал чернуху с нержавейкой электродами ЦЛ 11, у меня при сильной вибрации шов три раза лопался , но других электродов у меня не было =(
-
@gyrza, это чем сварено? отсутствие брызг вводит в заблуждение =)
-
@Георгий 11, ну, я имел ввиду именно сварку =) , да и везде есть исключения.
теория монтажа писалась наверно в большинстве случаев после определённого практического опыта (как наверно и сварка), но я не утверждаю.
давелось мне работать со строителями которые как минимум 1/3 комбината построили , чего они только не рассказывали =) , времена тогда интересные были, мало кто за что-то отвечал, упало? да и чёрт с ним. Помню рассказывали как один из первых рудников строили, собрали на земле 4 стены, потом их вместе поставили, скрепили болтами и ушли на выходные, на выходных их ветром разболтало и всё развалилось...
На монтаже копра, не хватило вылета стрелы у крана, ментров 10, чтоб колонны весом по 10т. поставить, как-то поставили, я к сожалению не видел.
Всё это я к тому что везде есть исключения, спецы от бога всегда были и будут, да и не стоит мои слова воспринимать близко к сердцу =)
-
2
-
-
@SergDemin, я сказал бы так, без теории можно только сарай себе ставить (сваривать), в остальном теория на первом месте, навык на втором...
Со мной могут многие не согласиться, но для себя я делю сварщиков на четыре группы:
1) самоучки. Дома что нибудь для себя сварить и хватит.
2) "сантехники". Хорошие ребята, но с теорией чаще всего не дружат.
3) самые обычные сварщики , которых думаю большинство.
4) лепилы, также их называют "чурочники", образование имеют, но ложат на всё и вся.
Ни кого не хотел задеть, как во всём и везде есть свои исключения =)
-
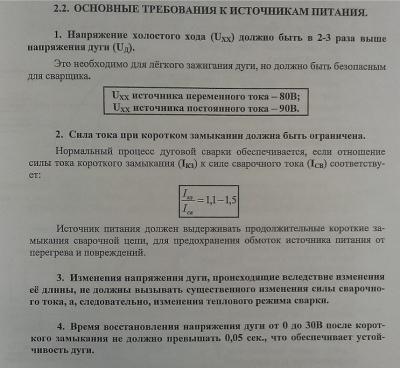
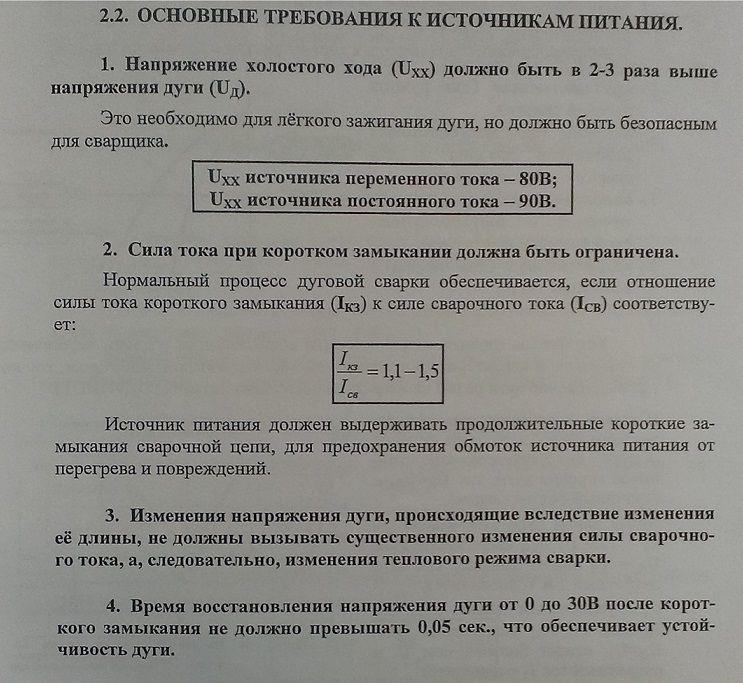
ток холостого хода от 70 вольт и выше ( для хорошего поджига дуги.)
Думаю многие забывают что электроды подбираются не просто так.
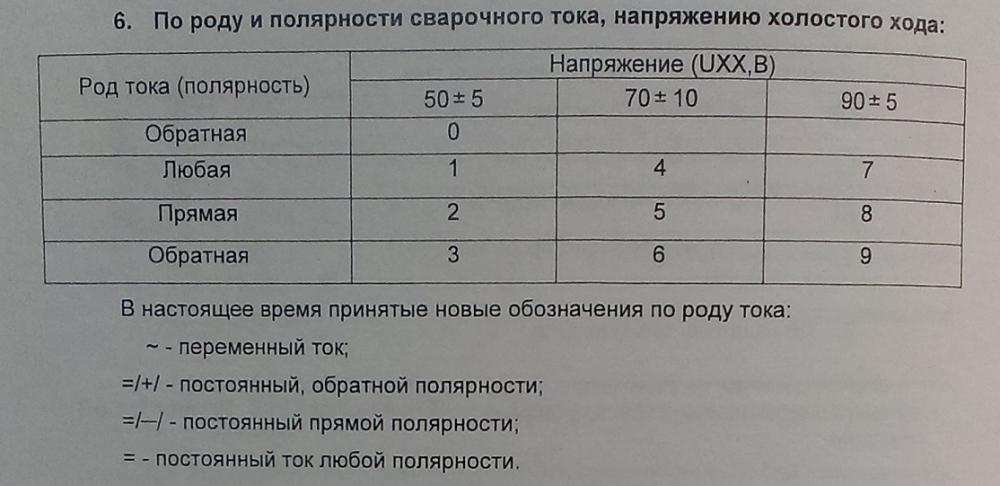
что касается маркировки электродов
-
3
-








 , понял, спасибо.
, понял, спасибо.



Сварочные робы. Кто в чём работает?
в Костюмы/обувь
Опубликовано
Всем привет! Как и обещал, присоединяюсь к обсуждению
Сейчас связь плохая, поэтому фотографии позже будут.
@Андрей1979, здравствуйте! А мне костюм сошьёте?
Ещё интересно как у вас дела обстаят с Норильским Никелем, а то вы в личной беседе так и не ответили.
Теперь по существу, чаще всего работаю в цеху, на неделе ради интереса замерял температуру в разных точках, получился перепад от +17 до +32, в общем жарко. На работе выдают брезентуху или суконку, из принципа не ношу. Куртку не надеваю, иначе в обморок упаду, работаю в выдаваемом нательном белье, оно конечно спасает только от ик и уф, но деваться некуда (в редких случаях надеваю куртку). Штаны принаровился зимние носить (тёплая часть снимается), получается довольно таки легко и комфортно, но при интенсивной работе и это не спасает. Может кто может посоветовать лёгкую и хорошую робу? Тему прочитал от начала и до конца, полностью запутался во всех этих метаарамидах и других волокнах, хотелось бы увидеть вполне ясную картину, что-то вроде "это дорого, но качественно" , "это дёшево и не качественно" и всё в таком ключе. От себя чуть позже расскажу про вот эту робу от Есаба.
http://www.tiberis.ru/collections/sredstva-zaschity-kostyumy/products/esab-proban-welding-jacket
http://www.tiberis.ru/collections/sredstva-zaschity-kostyumy/products/esab-proban-welding-trousers