YuryM
-
Постов
48 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент YuryM
-
Может быть не молибден, а молибденовую сталь? Было бы больше похоже на правду.
-
Раньше, в советские времена, писались подобные письма, у нас даже лежит письмо от института электросварки им. Патона, в котором нам разрешают стыковать листовой прокат АФф без разделки кромок толщиной до 70 мм. А вот сейчас - сомневаюсь, это же деньги, за аттестацию технологии, сварщиков, а деньги даже РТН нужны. В итоге все сводится к доверию.
-
Разница в том, что аттестованный подрядчик официально имеет право на выполнение таких видов работ, не аттестованный, соответственно, такого права не имеет. На практике разницы может и не быть, что аттестованный, что нет может выполнить свою работу качественно. На это письмо, кстати, обратите внимание, не факт что оно настоящее, чтобы проверить, думаю можно обратиться в региональное представительство РТН.
-
Заказчик то вы, вам и решать. По-хорошему - нужно. Но, как говорил наш старшина - "В армии можно всё, главное, чтобы это никто не увидел".
-
Именно. Лучше уж пусть кран сломается, чем балка, которая его держит. Конструкции всегда проектируют с нехилым запасом, так и должно быть. Проектировщики закладывают только руководящий документ, в котором прописаны требования по качеству, а эти требования создавали доктора наук/кандидаты в доктора/инженеры.
-
Подкрановые балки с толщиной стенки 14 мм - явно не для "раз в пол года г.п. 1т",тут имо не меньше 15-ти тонн г.п. У нас в заказах периодически мелькают довольно крупные подкрановые балки, ниразу даже и мысли не было изменить разделку. Во 1-х изготовитель не имеет права изменять что-то в проекте, во 2-х - слишком рискованно, если из-за таких изменений кран грохнется - нас всех посодют. Лучше дольше, но лучше, чем 3-4 года потом сидеть и думать "А нафига я это сделал?"
-
А если попробовать вот такие держаки? Первый 2-ку держать должен, насчет второго не уверен. http://www.kontur-svar.ru/published/publicdata/S5135509DB/attachments/SC/products_pictures/HANDY200.jpg http://www.ugc-metiz.com/usr_images/Image/24/image7.jpeg
-
Смысл очень прост. Сейчас заказчики первым делом смотрят на аттестации. От наличия аттестованных технологий, оборудования и персонала напрямую зависит количество заказов. Вместе со всей кипой бумаг можно до кучи надавать ксерокопий удостоверений аттестованных сварщиков и специалистов и чем больше (в разумных пределах) - тем лучше, ходить и искать их в лицо все ровно никто не будет. Заказчик будет думать что у предприятия достаточное количество аттестованного персонала для обеспечения качества его заказа, несмотря на то, что фактически этот персонал - "мертвые души".
-
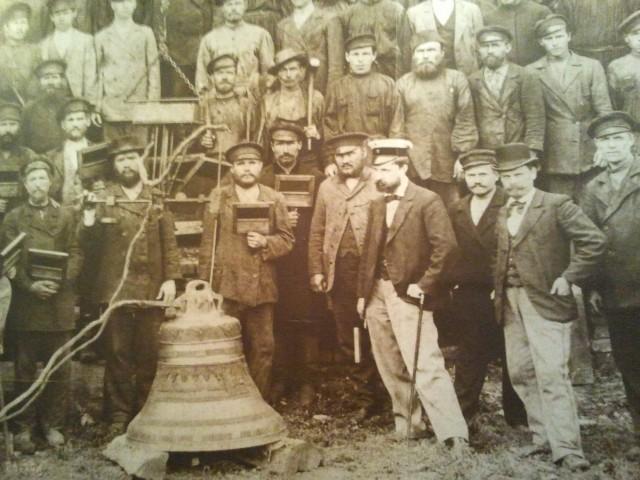
На фото Славянов Н.Г., колокол, заваренный электродуговой сваркой и, наверное, одни из первых сварщиков в мире. Фото, судя по всему, сделано в конце 19 века, где-то в 1888-90х годах.

-
Конечно, это самый простой и, наверное, правильный вариант, на то мы и технологи. По-правильному сварщиков не должны допускать до подобной работы без руководителя-технолога, который разъяснит (и даже покажет, а может и нарисует) технологию и будет следить за ее исполнением. @ivan_grozni2509, если не секрет, то в каком городе электростанция? У нас как раз сейчас строят электростанцию.
-
Неужто все забыли про старый добрый РТМ-1с? rd 153-34.1-003-01112904.zip
-
Да... Сейчас слишком много выпускников - инженеров, и еще больше гуманитариев, которые никому не нужны. У меня много таких знакомых с 1-2 высшими образованиями, которые работают слесарями в автомастерских, фрезеровщиками и т.п (А есть и знакомые, которые вообще без образования занимаются тем же самым). Хотя есть предприятия, которые набирают выпускников, чтобы в итоге получить высококлассных специалистов, "заточенных" под себя, но далеко не каждые могут себе позволить держать человека год-два-три практически без отдачи. В частности у нас, именно поэтому, 80% специалистов - пенсионеры.
-
Судя по всему это контейнеровоз. Очень уж похож на ЧМЗАПовский 99859/99874.http://www.cmzap.ru/katalog/konteynerovozi/ попробуйте сравнить с этими.
-
Видимо расчет шел на то, что с "одиночки" взять нечего, а вот с организации можно поиметь дополнительные бонусы. На своем аппарате, конечно, варить лучше и проще, но разрешат ли? Многое зависит от человеческого фактора, а именно от настроения экзаменаторов, их материального благосостояния, наличия/отсутствия совести и т.п.
-
Почитайте РД 03-495-02, ПБ-03-273-99. Еще на форуме есть тема с билетами.. Трудно если сдаешь сам и ничегошеньки не знаешь - как и везде. Цена зависит от группы аттестации. Насколько помню, цена варьируется от 13-14 т.р. до 25 т.р. И еще одно, не знаю насчет всех аттестационных центров, но многие (в частности Челябинский СУР-12АЦ) не принимают заявки от физических лиц, т.е. принимают только от учебных центров либо предприятий. http://www.naks.ru/assp/reestrac/ - тут можно посмотреть список всех АЦ, контактные данные и выбрать для себя подходящий.
-
Одно время была такая проблема. Покупали спрей бинзеловский, но как было написано выше, надолго не хватает, тем более сварщиков - около 30 человек тогда было. И один из сварщиков, который работал на полставки, подсказал что на 2-й работе у них все пользуются удобрением "Гуми" (Вроде этим), т.е. разводят в крупной таре и заливают в пульверизатор, недорого и помогает от брызг. 4-5 дней испытывали, спрашивали у сварщиков - отзывы были только положительные, узк швы проходили. Насколько знаю, с тех пор его и используют.
-
Давеча привезли два вот таких http://assets.lincolnelectric.com/assets/global/Products/K1386-3/300x300.jpg Не терпится посмотреть их в деле, жаль будет нескоро. Источники входили в комплект линии для сборки/сварки/сверловки двутавровых балок.
-
Эти методики расчета были придуманы еще в СССР и совсем не студентами. В условиях современной рыночной экономики, естественно, расход считается ну очень примерно. Тогда, наверное, и не догадывались, что можно начать варить электродом и выкинуть его сразу же потому что половина обмазки отлетела. Да и человеческий фактор играет большую роль. Как говорил один мой знакомый механик: "Какой-нибудь Вася Аляуш кинул лом на транспортерную ленту и заводу"
-
Читал про автоматическую сварку под флюсом танков Т-34 и наткнулся на эти фотографии. Фотографии сделаны где-то в 1942-44 годах на заводе № 183 в Нижнем Тагиле. http://www.computerra.ru/wp-content/uploads/2013/05/bc0efa0b8dbc6d19c28968aa54e.jpg http://waralbum.ru/wp-content/uploads/yapb_cache/ural_tank_zavod_30.e6j8sqbhhi0c4wco0gwkocs0c.ejcuplo1l0oo0sk8c40s8osc4.th.jpeg http://www.t34-info.ru/wp-content/uploads/2008/08/t-34-91.jpg
-
Не вижу в этом никаких проблем. По крайней мере, месяца 3 назад, когда отправляли документы на продление аттестации, каких-либо заморочек не было.
-
РД-03-495-02 Итого: для 3 уровня - 6 лет, для 4-го 10 лет без экзаменов. Я, вроде как, и не ограничивался только АП. А обязанность, по сути, одна - аттестовывать. И, раз уж на то пошло, до ближайшего к нам АЦ где-то 110-120 км и аттестовать можно не только себя, но и других.З.Ы. Обсуждение можно закрыть. Идея отпала сама собой. Слишком уж геморно, с таким количеством ограничений.
-
Ну поэтому то "самого себя" и в кавычках. Двух человек с 3-м уровнем - раз в 6 лет, одного с 4-м - раз в 10 лет ИМХО аттестовать проще и дешевле, чем каждые 2 года сварщиков, особенно если их количество 40+ человек, + прочий персонал (дефектоскописты и т.п.), + технологии, + оборудование, + лаборатория (если имеется).
-
А никто не задумывался об аттестации "самого себя"? Последние недели 4 думаю об этом, перечитал несколько РД и как бы не увидел пунктов, запрещающих создавать на базе предприятия АЦ и аттестовать собственные технологии и оборудование. Единственная оговорка в РД 03-495-02, из-за которой нельзя проводить первичную аттестацию собственных сварщиков без вмешательства "извне", зато периодическую можно. Я уже разок слыхал о таком, поэтому и заинтересовало.
-
Доброе время суток. Зовут меня Юра. После школы пошел по стопам отца и не так давно (всего-то 4 года назад) закончил энергетический техникум по специальности "Сварочное производство". Так сложилось, что сварщиком я ни дня не работал (официально). Работал слесарем по сборке трапов на а/м прицепы, а затем и самих прицепов, а в свободное от работы время (в основном в простои) брал в руку горелку и варил, просто потому что хотелось поварить. Через некоторое время появились проблемы со здоровьем и пришлось бросить работу в цехе. В итоге работаю инженером-технологом на заводе металлоконструкций и по долгу службы периодически занимаюсь какими-либо чисто теоретическими вопросами по сварке (а ля "как уменьшить деформации после сварки" и т.п.). Уже работая технологом решил развиваться в этом же направлении и поступил на заочку по специальности "Оборудование и технология сварочного производства". Сам же сейчас варю в основном из личных нужд (Разводка в саду, ворота на гараж), ну и калымлю иногда. Недавно заинтересовался НАКСом и, собственно, разыскивая полезную информацию, наткнулся на этот сайт.
- 647 ответов
-
- 14
-