

Andrew
-
Постов
2 926 -
Зарегистрирован
-
Посещение
-
Победитель дней
19
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Andrew
-
-
@evgeniy, @Инвертика, проблема с редактированием профиля решается.
upd: ошибка исправлена (криво обновление вчерашнее встало). -
@Lohus, если ошибка и есть, то она носит какой-то выборочный характер. У меня она не возникает...
-
@крышняк, если первый раз нажали и выскочили не новые сообщения, а новые пользователи, то переключитесь в левом блоке-фильтре с Пользователи на Форумы. Впоследствии система запомнит выбор и буде выдавать темы, а не пользователей.
-
@Дмирий, в архиве находится инструкция.
-
http://cs621130.vk.me/v621130401/1af49/nnb2OolRqzI.jpg
-
 8
8
-
-
@Klez, вот именно реальные и нужны. Все в ваших руках.
Вот это в перлы нужно.
тесты наверно нужны,реальные-
7
-
-
@psi, не знаю. К сожалению, организатор ничего не выложил на оф.сайте, в новостях тоже пустота
 .
. -
@Миротворец, с днем рождения! Всех благ!

-
1
-
-
@Lohus, все верно. Вся информация с сайта (статьи) была перенесена на форум. Пользы от них на сайте, который еще и морально устарел, не было.
Текущая версия сайта временная - нужно было избавиться от старого сайта и повесить что-то взамен пока не будет готов новый.
-
2
-
-
@Lohus, в благах новые записи (или записи с новыми комментариями) выделяются жирным шрифтом - ориентируйтесь на это. Почему не пропадают прочитанные... я пока сам не понял.
-
Технология выравнивания плит
-
2
-
-
Электролитическая сварка
Нагрев соединяемых деталей производится в электролитической ванне постоянным током. Если опустить два электрода в водный раствор щелочи, поташа или соды и пропускать через электролит постоянный ток от одного электрода к другому, то при достаточной плотности тока можно наблюдать, что поверхность электрода, присоединенного к отрицательному полюсу источника тока, т. е. катода, быстро разогревается до оплавления. Подобный разогрев наблюдается при питании установки постоянным током напряжением 110-220 в и достаточных плотностях тока. Это явление объясняется тем, что при прохождении тока поверхность катода покрывается тонкой пленкой пузырьков водорода, увеличивающей сопротивление прохождению электрического тока, создающей значительный; перепад напряжения и потери мощности в тонком слое у поверхности катода. Освобождаемая значительная тепловая мощность и идет на нагрев поверхностного слоя катода. Для выполнения сварки разогретые детали сдавливают и производят осадку. Соединяемые детали нагревают одновременно, погружая их в ванну в качестве катода. Способ применяется редко, для соединения небольших деталей, проволок и т. п.
-
1
-
-
Литейная сварка
Сущность способа состоит в том, что подготовленное место сварки заливается жидким перегретым металлом, заготовленным в отдельном от изделия контейнере, например тигле. Процесс сварки сходен с производством отливок. Место сварки заформовывают, сушат, иногда прокаливают, изделие подогревают и заформованный стык заливают заранее подготовленным расплавленным, желательно перегретым металлом. Таким образом сваривали изделия из благородных металлов, меди, бронзы (украшения, посуду и пр.), изготовляли свинцовые трубы для водопроводов. В настоящее время литейная сварка применяется редко, например для исправления чугунных отливок.
-
1
-
-
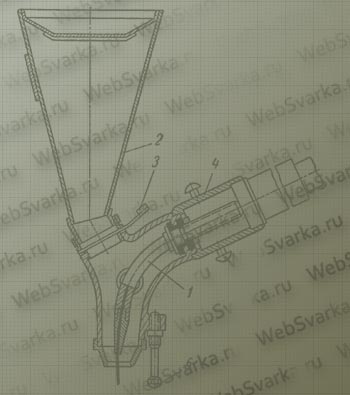
Индукционная (высокочастотная) сварка
Металл нагревается пропусканием через него токов высокой частоты и сдавливается. Токи высокой частоты наиболее удобны для введения в металл индукционным бесконтактным способом; кроме того, они удобны для концентрации в зоне нагрева с использованием поверхностного эффекта и эффекта близости и большого индуктивного сопротивления шунтирующих путей. Поэтому практически всегда пользуются токами высокой частоты от ламповых или машинных генераторов. Наибольшее применение пока находит кварка труб.
1: 1 — труба; 2 — ферритный сердечник; 3 — контакты; 4 — обжимные ролики
2: 1 — труба; 2 — индуктор; 3 — сердечник; 4 — обжимные ролики
На первом рисунке показано схематически устройство трубосварочного стана с подводом сварочного тока контактами. Заготовка трубы 1 перемещается поступательно ведущими роликами и обжимается обжимными роликами 4. Зазор заготовки до сварки регулируется таким образом, что кромки расположены под острым углом и сходятся в точке сварки. Ток от высокочастотного генератора подводится к заготовке через неподвижные контакты 3. Плотность тока достигает наибольшего значения в точке соприкосновения сходящихся кромок, здесь развивается наивысшая температура и возникает сварка под действием обжимных роликов. Для уменьшения шунтирования сварочного тока в заготовку вводится ферритный сердечник 2, вследствие чего индуктивное сопротивление шунтирующих путей для токов высокой частоты становится очень большим и утечка тока между контактами помимо места сварки резко уменьшается.
На втором рисунке показана схема устройства с подводом сварочного тока к заготовке индукционным способом. Ток высокочастотного генератора подводится к индуктору, который индуктирует токи к заготовке трубы. Опыт показал, что в большинстве случаев рациональнее индукционный способ подвода тока к заготовке, упрощается конструкция и эксплуатация трубосварочного стана, нет расхода на дорогие быстроизнашивающиеся контакты, состояние поверхности заготовки не влияет на качество сварки. Станы подобного типа успешно применяются для изготовления труб диаметром 12-60 мм со скоростью до 50 м/мин. Питание током производится от ламповых генераторов мощностью 160 кВт при частоте 440 и 880 кГц. Изготовляются и трубы больших диаметров, 325 и 426 мм, с толщиной стенки 7-8 мм, со скоростью сварки до 30-40 м/мин. Возможна сварка стали и немагнитных материалов, например латуни.
-
1
-
-
Сварка труб тепловых сетей
 а — общий вид сборочного стенда; 1 — стеллаж; 2 — трубы; 3-защитная палатка;
а — общий вид сборочного стенда; 1 — стеллаж; 2 — трубы; 3-защитная палатка; б -последовательность сварки основного слоя швав — последовательность сварки первого корневого слоя шва с поворотом изделия на 90°;
б -последовательность сварки основного слоя швав — последовательность сварки первого корневого слоя шва с поворотом изделия на 90°; г — последовательность сварки первого корневого слоя шва с поворотом изделия на 180гр
г — последовательность сварки первого корневого слоя шва с поворотом изделия на 180гр д — последовательность сварки стыков изнутри трубСборка и сварка труб в плети различной длины вплоть до 36 м производится на металлических стеллажах с применением наружных цепных центраторов (рис. а). При этом требования к зазорам и смещениям кромок в зависимости от применяемых способов сварки могут быть разными. Так, например, если технологическим процессом предусматривается подварка стыков изнутри труб, то зазоры могут колебаться в пределах от 0 до 1,5 мм. И, наоборот, если технологическим процессом предусматривается односторонняя сварка с последующим контролем путем рентгенопросвечивании то зазоры должны быть строго регламентированы и в случае монтажа сварки стыков в неповоротном положении должны составлять 3 5-4,0 мм. Время сварки стыков с повышенными зазорами превышает время сварки стыков со стандартными зазорами примерно на 25-35%.Так, например, продолжительность сборки и сварки стыков трубопроводов d820×9 мм. При зазоре в стыке, равном 1,5 мм, составляет соответственно 46 и 50 мин. При зазоре в стыке 3,5-4 мм время сборки и сварки равно соответственно 30 и 80 мин. Таким образом, за счет более качественного проведения сварочных работ, обеспечивается требуемые сплошность наплавленного металла и формирование обратной стороны корневого слоя шва.Технология сварки труб в плети на стеллажахПервый вариант. Согласно данному варианту (рис. б) вся окружность кольцевого стыка разделяется на пять равных участков, два из которых (№ 1 и 3) заваривают в потолочном и полупотолочном положениях.Остальные участки стыка заваривают в вертикальном положении, что способствует лучшему формированию наплавленного металла шва и повышению производительности труда сварщиков. Для сварки участка № 5 изделие поворачивают на 90°.Последовательность сварки основного слоя шва показана на рис. 34,в. Видно, что сварка производится двумя сварщиками методом «Снизу вверх» и с поворотом изделия. Для сварки используются электроды d4 мм марки УОНИ-1355 или ТМУ-21У.Второй вариант. Согласно второму варианту (рис. в) стык разбивают на четыре участка, которые заваривают попарно в вертикальном положении, для чего изделие поворачивают на 180гр Такая последовательность сварки позволяет отказаться от сварки в потолочном и нижнем положениях, для которых характерны более неблагоприятные условия для формирования наплавленного металла и образование таких дефектов, как провисы и мениски.Сварка основного слоя шва производится в последовательности, показанной на рис. 34,г. Видно, что швы накладывают в удобных для формирования металла положениях и допускается приме- повышенных режимов сварки. Это способствует лучшему протеканию химических и металлургических процессов и дегазации расплавленного металла сварочной ванны.Последовательность подварки труб изнутри приведена рис. д. Наложение подварочных слоев шва производят, как правило, без поперечных колебаний электрода. Это, с одной стороны, позволяет локализовать тепловую мощность дуги на линии сплавления кромок и, таким образом, обеспечить гарантированное сплавление соединяемых кромок труб и, с другой стороны, способствует повышению производительности труда.
д — последовательность сварки стыков изнутри трубСборка и сварка труб в плети различной длины вплоть до 36 м производится на металлических стеллажах с применением наружных цепных центраторов (рис. а). При этом требования к зазорам и смещениям кромок в зависимости от применяемых способов сварки могут быть разными. Так, например, если технологическим процессом предусматривается подварка стыков изнутри труб, то зазоры могут колебаться в пределах от 0 до 1,5 мм. И, наоборот, если технологическим процессом предусматривается односторонняя сварка с последующим контролем путем рентгенопросвечивании то зазоры должны быть строго регламентированы и в случае монтажа сварки стыков в неповоротном положении должны составлять 3 5-4,0 мм. Время сварки стыков с повышенными зазорами превышает время сварки стыков со стандартными зазорами примерно на 25-35%.Так, например, продолжительность сборки и сварки стыков трубопроводов d820×9 мм. При зазоре в стыке, равном 1,5 мм, составляет соответственно 46 и 50 мин. При зазоре в стыке 3,5-4 мм время сборки и сварки равно соответственно 30 и 80 мин. Таким образом, за счет более качественного проведения сварочных работ, обеспечивается требуемые сплошность наплавленного металла и формирование обратной стороны корневого слоя шва.Технология сварки труб в плети на стеллажахПервый вариант. Согласно данному варианту (рис. б) вся окружность кольцевого стыка разделяется на пять равных участков, два из которых (№ 1 и 3) заваривают в потолочном и полупотолочном положениях.Остальные участки стыка заваривают в вертикальном положении, что способствует лучшему формированию наплавленного металла шва и повышению производительности труда сварщиков. Для сварки участка № 5 изделие поворачивают на 90°.Последовательность сварки основного слоя шва показана на рис. 34,в. Видно, что сварка производится двумя сварщиками методом «Снизу вверх» и с поворотом изделия. Для сварки используются электроды d4 мм марки УОНИ-1355 или ТМУ-21У.Второй вариант. Согласно второму варианту (рис. в) стык разбивают на четыре участка, которые заваривают попарно в вертикальном положении, для чего изделие поворачивают на 180гр Такая последовательность сварки позволяет отказаться от сварки в потолочном и нижнем положениях, для которых характерны более неблагоприятные условия для формирования наплавленного металла и образование таких дефектов, как провисы и мениски.Сварка основного слоя шва производится в последовательности, показанной на рис. 34,г. Видно, что швы накладывают в удобных для формирования металла положениях и допускается приме- повышенных режимов сварки. Это способствует лучшему протеканию химических и металлургических процессов и дегазации расплавленного металла сварочной ванны.Последовательность подварки труб изнутри приведена рис. д. Наложение подварочных слоев шва производят, как правило, без поперечных колебаний электрода. Это, с одной стороны, позволяет локализовать тепловую мощность дуги на линии сплавления кромок и, таким образом, обеспечить гарантированное сплавление соединяемых кромок труб и, с другой стороны, способствует повышению производительности труда.-
3
-
-
Сварка трубопроводов сетевой воды
Общий вид трубопровода сетевой воды. 1- насос, 2- трубная катушка, 3- фланцы, 4- конусный переход, 5- труба, 6- отвод, 7- задвижка.
Отличительной особенностью трубопроводов сетевой воды является наличие в их конструкции пяти характерных видов соединений, а именно: «труба + труба», «труба + переход», «переход + фланец», «труба + секторный отвод», «переход + задвижка». Количество тех или иных соединений на монтаже определяется степенью блочности поставляемых узлов оборудования. Наиболее трудоемкими из них при монтаже трубопроводов являются соединения типа «фланец + переход» в связи с тем, что для сварки внутренних швов требуется дополнительный монтаж и демонтаж и частичная разборка укрупняемых блоков.Приварка фланцев к трубным элементам проводится на площадках укрупнительной сборки трубных блоков, которые размещаются в производственных помещениях электростанции по месту монтажа сетевых трубопроводов. Технология сварки фланцев с трубными элементами. При этом вначале накладывают наружный шов, затем внутренний. Катет наружного шва должен превышать толщину стенки трубы на 2-4 мм. Внутренний шов, являющийся уплотняющим швом, выполняется катетом, равным толщине стенки трубы, и не должен превышать по экономическим соображением 7 мм независимо от диаметра трубопроводов.Техника сварки, определяющая в значительной степени качество сварных швов, выбирается сварщиком, исходя из условий формирования наплавленного металла шва. Критерием выбора техники сварки является величина зазора в стыке. Если сборка стыков обеспечивается без зазоров или с минимальными зазорами, то сварку предпочтительнее выполнять в положении в лодочку. При этом обеспечивается достаточное проплавление кромок без затекания расплавленного металла шва в зазор между внутренней поверхностью отверстия фланца и наружной поверхностью трубы. В тех случаях, когда зазоры на отдельных участках стыка превышают 1,5 мм, сварку в этих местах выполняют с поперечными колебаниями электрода, располагаемого к оси трубной заготовки под углом 25-30°. При этом обеспечивается наибольшее проплавление основного металла фланца и его доля в наплавленном металле шва.Приварка трубных элементов к фланцам выполняется непосредственно на месте монтажа оборудования и трубопроводов сетевой воды и характеризуется двумя особенностями:- необходимостью разборки ранее собранных фланцевых соединений для наложения их внутренних швов;
- наличием местных повреждений концов труб в виде сплющиваний и укорочений кромок.
Согласно опытным данным около 70% стыков имеют зазоры между трубой и внутренним диаметром фланцев, равные 4,0-4,5 мм на длине периметра окружности трубы от 100 до 250 мм. Эти участки стыков завариваются угловыми швами, катеты которых превышают стандартные показатели на величину превышения зазора в стыках. Наращивание концов труб в местах их неровных резов производится методом наплавки штучными электродами с послойной зачисткой и проверкой наплавленного металла шва. После этого насос с фланцами демонтируется, а кромки перевода, оказавшиеся доступными, подвергаются восстановительной наплавке.Кромки восстанавливаются путем наплавки и использования расплавляемых вставок, изготовляемых из сварочной проволоки d1,6-2,5 мм. Работы по восстановлению кромок проводятся в следующей последовательности. Насос с собранными на болтах фланцевым соединением 2, 3 устанавливается на штатное место, затем проверяется качество сборки перехода 4 с фланцем 3 и фиксируются участки стыка, требующие восстановительной наплавки и рихтовки.Для придания требуемой формы места наплавки обрабатываются с помощью шлифовальных кругов. Проверку правильности наложения наплавочных швов проверяют путем надевания имеющегося в наличии фланца на торец перехода. В случаях, когда отсутствуют такие фланцы, для проверки геометрической формы наплавки используют фланцевое соединение, ранее приваренное к трубным элементам насоса, для чего собранный узел поднимают краном и устанавливают на штатное место.После проверки качества наплавки и сборки фланца с переходом проводится сварка указанных элементов наружным швом.Наложение внутреннего шва производят после рассоединения фланцевого соединения и демонтажа насоса. Из общего вида внутреннего шва, заваренного с различными зазорами, видно, что с увеличением зазора в стыке увеличивается и катет шва. В тех местах, где зазоры превышают 2,5 мм, сварка производится с применением присадки в виде электрода или сварочной проволоки о 1,6-2,5 мм.-
1
-
Рабочие камеры для ЭЛС
Ввиду необходимости вакуума в камере, где образуется и формируется поток электронов, в большинстве случаев при электронно-лучевой сварке и само изделие размещают внутри вакуумной камеры, чтобы устранить рассеяние электронов на атомах и молекулах газов. Это также обеспечивает хорошую защиту металла шва. Но с другой стороны, это существенно ограничивает возможности применения такого способа сварки главным образом вследствие ограничения размеров свариваемых изделий и малой производительности процесса, так как много времени уходит на подготовку деталей к сварке. Поэтому наряду с высоко вакуумными установками разрабатывают и такие, где электронный луч выводится из камеры пушки, в которой поддерживаете* высокий вакуум, и сварка производится в низком вакууме (10-2 — 10-1 мм рт. ст.).
Специальные установки разрабатывают для микросварки в производстве модульных элементов и различного рода твердых радиосхем. Особенности заключаются в первую очередь в точном дозировании тепловой энергии, перемещении луча по изделию с помощью отклоняющих электрических и магнитных полей, совмещении нескольких технологических функций, выполняемых электронным лучом в одной камере. Поскольку вакуумные камеры в вакуумные системы стоят наиболее дорого, рациональности выбор* их конструкций уделяется большое внимание.
Все из существующих конструкций можно разделить условие на следующие группы: 1) универсальные установки для сварке изделий средних размеров; 2) универсальные и специализированные для микросварки малогабаритных деталей; 3) специализированные установки для сварки изделий малых и средних размеров 4) установки для сварки крупногабаритных изделий с полной герметизацией; 5) установки для сварки крупногабаритных изделий с частичной герметизацией места стыка; 6) установки для сварки в промежуточном вакууме.
Установки первой группы предназначены в основном для использования в исследовательских и заводских лабораториях а также в промышленности при единичном и мелкосерийном производстве. Они имеют вакуумные камеры объемом 0,001-4,0 м; и манипуляторы для перемещения свариваемых деталей, позволяющие осуществлять возможно более универсальные перемещения при выполнении сварных швов. Такие установки снабжают также системами наблюдения за областью сварки. Электронная пушка стационарная или перемещается внутри камеры с целью начальной установки луча на стык.
Установки для сварки крупногабаритных деталей отличаются наличием дорогостоящих вакуумных камер большого объема куда детали помещаются целиком. Часто электронные пушки которые имеют гораздо меньшие размеры, чем изделие, размещают внутри камеры. Сварной шов выполняется при перемещении самой электронной пушки. Иногда, особенно при сварке обе чаек кольцевыми швами, на камере размещают несколько пушек позволяющих за счет ликвидации продольного перемещения изделия также уменьшить размеры камеры.
Для снижения затрат на оборудование и повышения производительности установок последние выполняют иногда лишь с местным вакуумированием в области свариваемого стыка. Тогда откачиваемый объем сокращается, размеры установки в целом также получаются меньше, чем в том случае, если все изделие помещать в камеру. Иногда, например при сварке трубопроводов непосредственно при их укладке, без местного вакуумирования, задачу решить не представляется возможным.
В некоторых случаях рабочая камера установки может быть откачана лишь до промежуточного вакуума (10-1 — 10~2 мм рт. ст.). Диффузионный насос для откачки рабочей камеры становится ненужным (для камеры пушки он по-прежнему необходим, но малой мощности и малогабаритный). В таких установках лучепровод, соединяющий камеру пушки с камерой детали, проектируют с учетом создания необходимого перепада давлений между камерами; иногда в лучепроводе предусматривают даже промежуточную ступень откачки.
В электронно-лучевых установках особо важное значение приобретает точность изготовления и сборки свариваемых деталей и слежение за положением луча относительно свариваемого стыка. В системах слежения используют вторично-эмиссионные датчики, сигнал с которых преобразуется и направляет электронный луч на стык с помощью отклоняющих катушек.
Принцип работы такой системы заключается в следующем. При попадании электронного луча на поверхность металла из последнего выбиваются вторичные электроны, летящие в обратном направлении в камеру. Поставленынй на их пути датчик выделяет сигнал, пропорциональный их количеству, и передает его в систему управления положением луча. Число вторичных электронов зависит от состояния и формы поверхности металла, на которую попадает луч. Их число максимально при гладкой поверхности, перпендикулярной лучу, и уменьшается, если луч пересекает неровности. При попадании луча в глубокие полости число вторичных электронов уменьшается практически до нуля, так как все они поглощаются стенками полости.
Разработанная для контроля за положением луча относительно стыка система типа «Прогноз» работает следующим образом. Луч, сваривающий металл, периодически с частотой 20-50 Гц выводится из ванны, на большой скорости пересекает стык перед сварочной ванной (на расстоянии 5-7 мм) и мгновенно возвращается обратно. Вывод луча из ванны столь кратковременен, что на параметрах шва это не сказывается.
При пересечении лучом стыка происходит скачкообразное изменение сигнала вторичных электронов. Положение этого импульса сравнивается с положением луча при отсутствии тока в отклоняющей системе и при необходимости автоматически корректируется непосредственно в процессе сварки. Такая система обеспечивает точность слежения за стыком, исчисляемую сотыми долями миллиметра, и является исключительно быстродействующей.
В систему «Прогноз» заложены блоки, позволяющие управлять перемещениями луча, необходимыми в технологическом отношении: вести сварку с продольными, поперечными и кольцевыми колебаниями луча, выполняемыми с различной заданной скоростью и по различному закону.
-
Электронные пушки для ЭЛС
Схема электронно-оптической системы: 1 — изделие; 2 — электронный луч; 3 — катод; 4 — прикатодный управляющий электрод; 5 — анод; 6 — кроссовер; 7 — магнитная линза; 8 — система отклонения пучка; 9 — фокусное пятно; а0 — половинный угол расхождения луча; а1 — половинный угол сходимости луча на изделии; dкр — диаметр кроссовера; dфп — диаметр луча в фокусе
Электронные пушки
Электроннолучевая пушка предназначена для создания электронного луча, который и служит источником сварочной теплоты. Параметры электронного луча, соответствующие технологическому процессу сварки, определяют основные требования к конструкции электронной пушки (табл. 34). В сварочных установках электронная пушка состоит из следующих основных элементов: катод-источник электронов; анод — электрод с отверстием в середине для пропускания луча к изделию, подключенный к положительному полюсу силового выпрямителя; фокусирующий прикатодный олектрод (модулятор), регулирующий силу тока в луче; фокусирующая магнитная линза; отклоняющая магнитная система.
В диодных пушках прикатодный электрод имеет потенциал катода, в триодных — на него подается отрицательный относительно катода потенциал Uм для управления силой тока в пушке. Комбинированные, т. е. с электростатической и электромагнитной фокусировкой пучка одновременно, пушки наиболее распространены в сварочных установках. В них применяются термоэлектронные катоды, ток эмиссии которых определяется уравнением Ричардсона
Ie = Ae * T^2 * Sk * e^(-b/T)
где Sк — эмиттирующая площадь катода; Т — абсолютная температура катода; Ае, b — константы, характеризующие материал катода.
В сварочных установках катоды обычно изготовляют из тугоплавких металлов (тантала, вольфрама) или из гексаборида лантана. Конструкции катода уделяется особое внимание, так как условия его работы чрезвычайно тяжелые: высокая температура и интенсивное разрушение под влиянием ионной бом-бардировки, а требования к точности и сохранению размеров его при работе очень высокие. От самых незначительных деформаций катода зависят в сильной степени параметры электронного луча. Обычно срок службы катода составляет не более 20 ч непрерывной работы, редко до 50 ч.
Мощность электронного луча определяется произведением Рл = Uускор.*Iл и регулируется путем изме-нения тока в нем (Iл), что в любых электронных пушках достигается изменением температуры нагрева катода. Но такой способ очень инерционен и неудобен тем, что эта зависимость нелинейна. Новый тепловой режим, а следовательно, и новое значение тока, устанавливаются лишь через несколько секунд.
Более распространен метод регулирования тока путем подачи отрицательного, относительно катода, потенциала на управляющий катод Uм величиной 1-3 кВ. Скорость установления тока луча при импульсном открывании электронной пушки А.852.19 составляет примерно 2 мА/мкс. Для импульсного управления током луча в электрической схеме установки предусмотрены специальные электронные схемы, которые вырабатывают сигнал, подаваемый на модулятор. Обычно схема позволяет также плавно управлять величиной тока в луче.
Плотность тока в луче можно регулировать, меняя его диаметр на изделии без изменения величины общего тока, с помощью магнитной линзы. Такая линза представляет собой катушку с током, ось которой совпадает с осью луча. Для повышения эффективности работы ее помещают в ферромагнитный экран. В этом случае магнитное поле концентрируется в узком немагнитном зазоре.
Фокусное расстояние линзы (f, см) — расстояние от середины этого зазора до минимального сечения прошедшего сквозь линзу пучка -определяется конструкцией линзы, анодным напряжением пушки и током, протекающим по обмотке линзы.
Фокусное расстояние линейно зависит от анодного напряжения установки, но не зависит от силы тока в луче. Параметры сварного шва непосредственно зависят от постоянства энергетических характеристик электронною луча, в том числе его диаметра, так как его величина определяет удельную мощность луча. Поэтому в электронно-лучевых установках особое внимание уделяется постоянству анодного напряжения. Применяют специальные меры для стабилизации его, что позволяет устранить влияние колебания напряжения сети, пульсаций силового выпрямителя и т. п.
Отклоняющие системы применяют для установки луча на шов или некоторой корректировки его положения относительно стыка, перемещения луча вдоль оси стыка при выполнении сварного шва; периодического отклонения луча при сварке с поперечными или продольными колебаниями луча и при слежении за стыком во время сварочной операции. Магнитное поле направлено поперек направления движения электронов, а сила, отклоняющая траекторию электрона, действует перпендикулярно оси луча и направлению магнитного поля.
Поскольку электронный пучок при отклонении расфокусируется, то в сварочных установках отклонение его осуществляется на небольшие углы, не более 7-10 град.
При сварке толстолистовых металлов, а также при сварке в промежуточном вакууме и при атмосферном давлении неизбежно повышение ускоряющего напряжения, так как этим путем прежде всего можно заметно уменьшить рассеяние пучка. Однако повышение ускоряющего напряжения затрудняет совмещение луча со стыком, требует специальной защиты персонала от рентгеновского излучения; аппаратура усложняется.
-
Установки для электронно-лучевой сварки
Для создания электронного луча требуется довольно глубокий вакуум, такой, чтобы средняя длина свободного пробега электронов была больше расстояния от катода, где они образуются, до свариваемого изделия.
Установки для ЭЛС состоят из следующих основных узлов: вакуумной камеры с откачной системой, сва-рочной электронной пушки, создающей электронный луч, сварочного стола и системы перемещения деталей, источника силового питания электронной пушки, системы управления установкой. В зависимости от размеров свариваемого изделия в электроннолучевых установках используют камеры соответствующих размеров, позволяющих перемещать изделие для получения сварных швов заданной конфигурации.
Часто в камере размещают сварочные манипуляторы на несколько изделий, позволяющие осуществлять их смену, не открывая камеры, это значительно увеличивает производительность установок. Так как поперечные размеры источника сварочной теплоты — электронного луча в этих установках малы, к точности работы манипуляторов предъявляются повышенные требования. Так, отклонение свариваемого стыка от необходимого положения допускается от нескольких микрометров до 0,2 мм; отклонение скорости сварки не должно превышать ±1% от номинала.
Электронный луч — источник теплоты, разогревающий и расплавляющий металл, создается электронной пушкой, питающейся от силового выпрямителя, блока нагрева катода, а управление энергетическими параметрами луча — от блока управления модулятором (регулируется сила тока в луче), блока фокусировки (регулируется поперечное сечение луча) и блока отклонения луча (определяется местонахождение луча на детали и перемещение луча по ней).
Скорость перемещения луча по детали при сварке — скорость сварки определяется скоростью перемещения или вращения самой детали или скоростью отклонения луча. Механизмы сварочного манипулятора питаются от блока питания системы перемещения детали. Система питания вакуумных насосов и система измерения степени вакуума в различных частях установки также выделены в отдельный блок общей схеме электропитания.
Работа всех отдельных блоков общей электросхемы согласуется с помощью блока коммутации и управления.
-
 1
1
-
-
Электронно-лучевая сварка — сварка с высокой концентрацией теплоты, отличной защитой. Сущность процесса состоит в использовании кинетической энергии потока электронов, движущихся с высокими скоростями в вакууме. Для уменьшения потери кинетической энергии электронов за счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в электронной пушке создают вакуум порядка 10~4-10~6 мм рт. ст.
Достоинства электронно-лучевой сварки
- Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002-5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20: 1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т. д. Уменьшение протяженности зоны,"термического влияния снижает вероят-ность рекристаллизации основного металла в этой зоне.
- Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4-5 раз меньше, чем при дуговой. В результате резко снижаются коробления изделия.
- Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается Дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, Цирконий, титан, молибден и др. Хорошее качество электроннолучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных никелевых, алюминиевых сплавах.
Проплавление при электронно-лучевой сварке обусловлено в основном давлением потока электронов, характером выделения теплоты в объеме твердого металла и реактивным давлением испаряющегося металла, вторичных и тепловых электронов и излучением. Возможна сварка непрерывным электронным лучом. Однако при сварке легкоиспаряющихся металлов (алюминия, магния и др.) эффективность электронного потока и количество выделяющейся в изделии теплоты уменьшаются вследствие потери энергии на ионизацию паров металлов.
В этом случае целесообразно сварку вести импульсным электронным лучом с большой плотностью энергии и частотой импульсов 100-500 Гц. В результате повышается глубина проплавления. При правильной установке соотношения времени паузы и импульса можно сваривать очень тонкие листы. Благодаря теплоотводу во время пауз уменьшается протяженность зоны термического влияния. Однако при этом возможно образование подрезов, которые могут быть устранены сваркой колеблющимся или расфокусированным лучом.
Основные параметры режима электронно-лучевой сварки — сила тока в луче, ускоряющее напряжение, скорость перемещения луча по поверхности изделия, продолжительность импульсов и пауз, точность фокусировки луча, величина вакуума. Для перемещения луча по поверхности изделия используют пере-мещение изделия или самого луча с помощью отклоняющей системы.
Отклоняющая система позволяет осуществлять колебания луча вдоль и поперек шва или по более сложной траектории. Низковольтные установки используют при сварке металла толщиной свыше 0,5 мм для получения швов с отношением глубины к ширине до 8:1. Высоковольтные установки применяют при сварке более толстого металла с отношением глубины к ширине шва до 25: 1.
Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не более 0,07 мм, при толщине до 20 мм зазор до 0,1 мм) и точное направление луча по оси стыка (отклонение не больше 0,2-0,3 мм). При увеличенных зазорах (для предупреждения подрезов) требуется дополнительный металл в виде технологических буртиков или присадочной проволоки. В последнем случае появляется возможность металлургического воздействия на металл шва. Изменяя величину зазора и количество дополнительного металла, можно довести долю присадочного металла в шве до 50%.
Недостатки электронно-лучевой сварки: возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине; для создания вакуума в рабочей камере после загрузки изделий требуется длительное время.
- Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002-5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20: 1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т. д. Уменьшение протяженности зоны,"термического влияния снижает вероят-ность рекристаллизации основного металла в этой зоне.
-
Дуговая сварка порошковыми проволоками
Сварка под флюсом, особенно полуавтоматическая, затруднена из-за невозможности точного направления электрода в разделку и наблюдения за образованием шва. При сварке в защитных газах надежность защиты может нарушаться из-за сквозняков, забрызгивания газовых сопл и т. п. В этих условиях применение порошковых проволок, сочетающих в себе положительные свойства открытых стальных электродов (защита, легирование и раскисление расплавленного металла), и механизированной сварки проволоками сплошного сечения (высокая производительность) представляет большие производственные преимущества, особенно монтажных условиях. Этому способствует и отсутствие газовой аппаратуры (баллонов, шлангов, газовых редукторов), флюса и флюсовой аппаратуры, усложняющих процесс сварки или повышающих его трудоемкость (засыпка и уборка флюса и др.).Возможность наблюдения при полуавтоматической сварке за направлением электрода в разделку, особенно при сварке с его поперечными колебаниями, а также за образованием шва — основные пре-имущества сварки порошковыми проволоками. Изменение состава наполнителя сердечника порошковой проволоки позволяет воздействовать на химический состав шва и технологические характеристики дуги.Сущность способа Конструкция порошковой проволоки определяет некоторые особенности ее расплавления дугой. Сердечник проволоки на 50-70% состоит из неметаллических материалов и поэтому его электросопротивление велико — в сотни раз больше, чем металлической оболочки. Поэтому практически весь сварочный ток проходит через металлическую оболочку, расплавляя ее. Плавление же сердечника, расположенного внутри металлической оболочки, происходит в основном за счет теплоизлуче-ния дуги и теплопередачи от расплавляющегося металла оболочки. Ввиду этого сердечник может выступать из оболочки, касаться ванны жидкого металла или переходить в нее частично в нерасплавленном состоянии. Это увеличивает засорение металла шва неметаллическими включениями.Техника сваркиОбычно порошковые проволоки используют для сварки шланговыми полуавтоматами. Ввиду возможности наблюдения за образованием шва техника сварки стыковых и угловых швов в различных соединениях практически не отличается от техники их сварки в защитных газах плавящимся электродом. Однако образование на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками в передней части сварочной ванны, затрудняет провар корня шва. При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака.
Конструкция порошковой проволоки определяет некоторые особенности ее расплавления дугой. Сердечник проволоки на 50-70% состоит из неметаллических материалов и поэтому его электросопротивление велико — в сотни раз больше, чем металлической оболочки. Поэтому практически весь сварочный ток проходит через металлическую оболочку, расплавляя ее. Плавление же сердечника, расположенного внутри металлической оболочки, происходит в основном за счет теплоизлуче-ния дуги и теплопередачи от расплавляющегося металла оболочки. Ввиду этого сердечник может выступать из оболочки, касаться ванны жидкого металла или переходить в нее частично в нерасплавленном состоянии. Это увеличивает засорение металла шва неметаллическими включениями.Техника сваркиОбычно порошковые проволоки используют для сварки шланговыми полуавтоматами. Ввиду возможности наблюдения за образованием шва техника сварки стыковых и угловых швов в различных соединениях практически не отличается от техники их сварки в защитных газах плавящимся электродом. Однако образование на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками в передней части сварочной ванны, затрудняет провар корня шва. При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака. Сварка порошковыми проволоками имеет свои недостатки. Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченным усилием сжатия проволоки в подающих роликах. Выпуск проволоки в основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Это объясняется тем, что образующаяся сварочная ванна повышенного объема, покрытая жидкотекучим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением дуги.Наличие на поверхности сварочной ванны шлака, замедляя кристаллизацию расплавленного металла, также ухудшает условия образования шва в пространственных положениях, отличных от нижнего. Существенный недостаток порошковых проволок, сдерживающий их широкое промышленное применение, — повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке. Кроме того, нерасплавившиеся компоненты сердечника, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры.В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения в швах пор. Повышает вероятность образования пор также влага, попавшая в наполнитель при хранении проволоки, а кроме того, смазка и ржавчина, следы которых имеются на металлической ленте.Порошковую проволоку можно использовать и при сварке в углекислом газе. Вероятность образования в швах пористости в этом случае снижается. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой.
Сварка порошковыми проволоками имеет свои недостатки. Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченным усилием сжатия проволоки в подающих роликах. Выпуск проволоки в основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Это объясняется тем, что образующаяся сварочная ванна повышенного объема, покрытая жидкотекучим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением дуги.Наличие на поверхности сварочной ванны шлака, замедляя кристаллизацию расплавленного металла, также ухудшает условия образования шва в пространственных положениях, отличных от нижнего. Существенный недостаток порошковых проволок, сдерживающий их широкое промышленное применение, — повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке. Кроме того, нерасплавившиеся компоненты сердечника, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры.В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения в швах пор. Повышает вероятность образования пор также влага, попавшая в наполнитель при хранении проволоки, а кроме того, смазка и ржавчина, следы которых имеются на металлической ленте.Порошковую проволоку можно использовать и при сварке в углекислом газе. Вероятность образования в швах пористости в этом случае снижается. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой. -
Полуавтоматическая дуговая сварка
Для дуговой сварки плавящимся электродом различают автоматическую и полуавтоматическую сварку. Граница между ними довольно неопределенна. Собственно то, что достигнуто к настоящему времени, обычно не выходит за пределы частичной механизации процесса сварки, включающего две основные операции; подачу электрода в дугу по мере его плавления и перемещение дуги по линии сварки. Если механизированы обе операции, процесс считают автоматическим, если же только одна подача электрода, то полуавтоматическим. Автоматическая сварка не всегда осуществима и целесообразна. Она выгодна в массовом и серийном производстве изделий с достаточно длинными прямолинейными и круговыми швами. Огромное количество сварных изделий не удовлетворяет этим требованиям, и большой объем работ выполняется ручной сваркой. С давних пор наряду с автоматами создавались упрощенные приспособления, в той или иной степени уменьшавшие объем ручной работы. В связи с этим получила большое развитие шланговая полуавтоматическая сварка. Автоматический механизм шлангового полуавтомата, аналогичный обычным дуговым автоматам с электрическим приводом, проталкивает электродную проволоку из бухты в зону дуги через гибкий шланг и держатель-наконечник. Длина гибкого шланга может быть до 5 м. Сварщик, держа наконечник, вручную перемещает его вдоль шва.
Первоначально шланговые полуавтоматы предназначались для сварки открытой дугой голой электродной проволокой диаметром 4-5 мм. Работа велась на малых сварочных токах. Вследствие значительного диаметра проволоки шланг был тяжелым, недостаточно гибким, неудобным в работе. Малые токи не позво-ляли значительно повысить производительность сварки по сравнению с ручной сваркой, поэтому шланговые полуавтоматы, хотя и были известны, не находили применения.
Созданию практически пригодного шлангового полуавтомата способствовал переход к способу сварки под флюсом электродной проволокой малых диаметров, не превышающих 2-2,5 мм. Применение флюса позволило увеличить сварочный ток, что улучшило устойчивость дуги и резко повысило производительность сварки. С уменьшением диаметра проволоки снизился вес шланга и увеличилась его гибкость. Схема установки для шланговой полуавтоматической сварки типа ПШ-5, разработанной в Институте электросварки им. Е. О. Патона, показана на рисунке выше.
Электродная проволока диаметром 1,6-2 мм, смотанная в бухту, находящуюся в коробке или кассете 1, проталкивается подающим механизмом 2 через гибкий шланг 3 в держатель 4, находящийся в руке сварщика. Сварочный ток подводится к держателю через гибкий шланг от сварочного трансформатора 5 с дроссельной катушкой. Включающая аппаратура и электроизмерительные приборы смонтированы в аппаратном ящике 6.
Подающий механизм работает по принципу постоянной скорости подачи электродной проволоки. Подача производится асинхронным электродвигателем переменного трехфазного тока мощностью 0,1 кет через червячную и две цилиндрические пары зубчатых колес. Скорость подачи проволоки изменяется перестановкой зубчатых колес в пределах 80-600 м/ч. Через гибкий шланг сварочный ток подводится к держателю и электродная проволока подается в зону дуги.
Для пропуска электродной проволоки внутри специального гибкого шланга находится гибкая стальная проволочная спираль, отделенная от токоведущей части шланга сдоем изоляции. Поверх спирали расположены гибкие медные провода, по которым поступает сварочный ток. В провода заложены два изолированных проводника для цепи управления. Токоведущая часть защищена хлопчатобумажной оплеткой и прочной резиновой изоляцией 6. Нормальная длина шланга 3,5 м. Шланг заканчивается держателем-наконечником. На держателе смонтирована воронка-бункер для флюса и кнопка для включения механизма полуавтомата и сварочного тока. Электродная проволока, пройдя гибкий шланг, поступает в наконечник и направляется в зону дуги.
Сварочный ток по проводникам гибкого шланга поступает в держатель и по трущемуся о металл мундштука концу электродной проволоки направляется в зону дуги. Универсальный держатель ДШ-5 к шланговому полуавтомату состоит из изолированного от других частей криволинейного трубчатого мундштука 1, воронки для флюса 2 с заслонкой 3 и ручки 4, внутри которой смонтированы пусковая кнопка и присоединение шланга к держателю. Опорный костыль 5 или специальная насадка фиксируют расстояниемежду мундштуком и изделием и позволяют копировать конфигурацию шва. Существует целый набор специальных держателей к полуавтомату для сварки в труднодоступных местах, обварки труб и фланцев и пр. Флюс для сварки засыпается вручную в воронку держателя.
Сварка полуавтоматом нормально производится на переменном токе, но иногда и на постоянном токе, например при работе в полевых условиях, при сварке тонкого металла и т. п. Полуавтомат рассчитан на проволоку диаметром 2 мм, ток 200-650 а и скорость сварки (перемещение дуги по шву) 15-40 м/ч. Может применяться проволока диаметром 1,6 мм при токах 150-450 а и проволока диаметром 1,2 мм при токах 100-170 А. Несмотря на сравнительно малые сварочные токи, при шланговой полуавтоматической сварке получается глубокое расплавление основного металла (до 10- 12 мм), что обеспечивает возможность сварки металла не только малых, но и больших толщин. Значительная глубина расплавления объясняется большой плотностью тока.
Шланговые полуавтоматы часто оказываются выгоднее автоматической и ручной сварки. Они пригодны для сварки металла толщиной от 2-3 мм до самых больших толщин, встречающихся на практике, для сварки всех видов стыковых швов — одно- и двусторонних, со скосом и без скоса кромок, угловых швов в тавровом и нахлесточном соединениях, а также и прорезных швов.
Шланговыми полуавтоматами можно выполнять не только сплошные, но и прерывистые швы; они успешно применяются как в заводских, так и в полевых условиях на открытом воздухе, например при сварке стыков трубопроводов, при сооружении строительных металлоконструкций, каркасов высотных зданий и т. д.
Различие между автоматами и шланговыми полуавтоматами довольно условно. Установив неподвижно держатель полуавтомата и перемещая под ним изделие прямолинейно или вращая его, получают дуговой автомат. Существуют шланговые автоматы; в них проволока из шланга поступает не в ручной держатель, а в компактную самоходную сварочную головку, перемещающуюся по линии сварки.
-
Флюсы для автоматической дуговой электросваркиРезультаты сварки под флюсом сильно зависят от свойств и качества флюса. К флюсам для автоматической дуговой сварки предъявляются многочисленные и разнообразные требования. Флюс должен обеспечивать хорошее формирование наплавленного металла и сварного шва при высокой производительности сварки, надлежащие химический состав, структуру и высокую прочность наплавленного металла. В наплавленном металле не должно образовываться пор и в особенности трещин, устойчивость дуги должна быть достаточной, шлаковая корка должна легко удаляться с поверхности шва по окончании сварки.При плавлении флюса не должны выделяться в большом количестве вредные газы и дым, особенно при сварке в тесных помещениях, внутри котлов и резервуаров и т. п. Флюс не должен быть слишком гигроскопичным; зерна его должны иметь достаточную механическую прочность, допускающую многократную подачу флюса к месту сварки и уборку нерасплавившейся части флюса без чрезмерного дробления зерен и образования большого количества пыли, снижающей качество сварки. Флюс засыпается на место сварки толстым слоем, 50-60 мм. В процессе сварки расплавляется лишь 20% флюса, образующего шлаковую корку, остальная, не расплавившаяся часть флюса, должна быть убрана и затем снова использована при сварке.Современные флюсы для автоматической сварки разнообразны по назначению, составу и свойствам. Прежде всего флюсы можно разделить по способу изготовления на плавленые и неплавленые.Плавленые изготовляют сплавлением в печах; они представляют собой обычно более или менее сложные силикаты, по свойствам близкие к стеклам. В состав плавленых флюсов можно вводить лишь вещества, растворяющиеся в расплаве, не разлагающиеся и не улетучивающиеся при температуре выплавки флюсов; это в первую очередь окислы и галоидные соединения металлов. Роль плавленых флюсов ограничивается созданием шлаков, довольно пассивных в металлургическом отношении.Неплавленые флюсы представляют собой механические смеси порошкообразных и зернистых материалов. В них можно вводить любые вещества, независимо от их взаимной растворимости на устойчивости при высоких температурах: свободные металлы, ферросплавы, углеродистые вещества, карбонаты и т. д. Поэтому неплавленые флюсы позволяют интенсивно проводить различные металлургические процессы легирования, раскисления, модифицирования, создавать защитную газовую атмосферу в зоне сварки и т. д. и являются мощным средством управления металлургическими процессами при сварке и их регулирования.В настоящее время наша промышленность применяет преимущественно плавленые флюсы. После создания автором настоящей книги принципиально нового вида неплавленых флюсов, получивших название керамических, неплавленые флюсы находят все большее применение. Керамические флюсы начали применять и в других странах, в США они получили название «агломерированные».По характеру шлака различают флюсы кислые и основные. По содержанию во флюсах соединений марганца и кремния различают флюсы высоко- и низкомарганцовистые или соответственно кремнистые; по наличию или отсутствию фтора во флюсе — фтористые или бесфтористые и т. д.По назначению различают флюсы для сварки низкоуглеродистых сталей, легированных спецсталей, цветных металлов, для наплавочных работ и т. п.Плавленные флюсыСварка под флюсом отличается следующими металлургическими особенностями. Исходный металл, основной и электродный, обычно отличается достаточной чистотой и вполне удовлетворительным химическим составом. В процессе сварки низкоуглеродистой стали наиболее сильно испаряется и выгорает марганец; наплавленный металл окисляется с образованием закиси железа FeO. Поэтому флюс должен быть хорошо раскислен и совместно с электродной проволокой пополнять содержание марганца в ванне. Но и совершенно раскисленный флюс, т. е. не содержащий высших окислов марганца и окислов железа, в условиях сварки вступает в химическое взаимодействие с расплавленным металлом.Наиболее важными реакциями являются восстановление окислов марганца и кремния флюса расплавленным железом, так называемый кремне- и марганцевосстановительный процесс:MnO + Fe = FeO + Mn и SiOa + 2Fe = 2FeO + Si,Эти реакции обогащают наплавленный металл кремнием и марганцем, но одновременно и закисью железа FeO, для удаления которой необходимо применять соответствующие меры, например поддерживать кислый характер шлака, что связывает FeO в силикат, нерастворимый в жидком металле. Повышение содержания марганца за счет плавленых флюсов практически никогда не бывает чрезмерным. Увеличение содержания кремния иногда превышает допустимые пределы, и приходится принимать меры к его снижению.Физические свойства флюса не менее важны, чем его химический состав. Температура плавления флюса, как правило, не должна превышать 1200° С. Вязкость флюса в расплавленном состоянии должна быть незначительной. В большинстве случаев лучшие результаты обеспечивают флюсы, дающие при расплавле-нии короткий шлак.Для уменьшения вязкости флюса и снижения его температуры плавления применяют специальные добавки: природный минерал — плавиковый шпат, по химическому составу представляющий собой почти чистый фтористый кальций CaF2. Однако при сварке он образует вредные газы, содержащие фтор, а также снижает устойчивость горения дуги.Применяемые плавленые флюсы имеют стеклообразный вид, аморфны, частицы их полупрозначны; называются они стекловидными, или «флюс-стекло»; насыпной вес 1,5-1,8 г/см3. Иногда применяется пемзовидный флюс, или «флюс-пемза», имеющий насыпной вес 0,6-0,9 г/см3 и состоящий из непрозрачных мелкопористых частиц. Грануляция флюсов", т. е. размеры зерен, в разных случаях колеблется от 0,5 до 3 мм.Чаще всего применяемые плавленые флюсы представляют собой искусственные силикаты, выплавляемые в печах, имеют слабо кислый характер и, по содержанию закиси марганца, относятся к высокомарганцовистым. Во флюсе различают основу, добавки, примеси и загрязнения. Основой флюса являются обычно двойной или тройной силикат закиси марганца, окиси кальция, окиси магния, алюминия и т. длS. качестве добавки, снижающей температуру плавления и вязкость-, чаще всего используется плавиковый шпат. Из примесей и загрязнений, попадающих во флюс вместе с исходными материалами и топливом, а также из футеровки печей, наиболее важны закись железа, окись алюминия А12О3, сера и фосфор. Все эти примеси и загрязнения вредны для флюса, и их предельное содержание ограничивается техническими условиями. Составы плавленых флюсов в процентах для автоматической дуговой сварки низкоуглеродистой стали электродной проволокой Св-08 или Св-08А по ГОСТу 2246-60. Флюсы производятся нашей промышленностью в больших количествах и являются наиболее распространенными; они относятся к высокомарганцовистым.Безмарганцовистые флюсы при сварке низкоуглеродистой стали в настоящее время не применяются. Получить удовлетворительные результаты сварки низкоуглеродистой стали под среднемарганцовистыми флюсами можно лишь пользуясь специальной электродной проволокой с повышенным содержанием марганца. Применение среднемарганцовистых флюсов весьма незначительно.Одним из лучших и широко применяемых в нашей промышленности является высокомарганцовистый флюс ОСЦ-45, разработанный К. В. Любавским. Это силикат марганца MnOSiO2, к которому для снижения температуры плавления и вязкости и для улучшения технологических свойств добавлен при выплавке фто-ристый кальций (остальное случайные примеси и загрязнения). Флюс обладает высокой жидкотекучестью и малой вязкостью при температуре плавления стали. Вследствие высокого содержания закиси марганца этот флюс можно применять при сварке низкоуглеродистых сталей стандартной низкоуглеродистой электродной проволокой; при этом швы получаются высокого качества. Флюс ОСЦ-45 менее чувствителен, чем другие плавленые флюсы, к отклонениям в химическом составе основного металла, электродной проволоки и самого флюса, а также к ржавчине, содержащейся на поверхности основного металла, что практически очень ценно. * К недостаткам флюса можно отнести высокое содержание фтора, могущее вызвать отравление работающих при сварке в замкнутых пространствах (внутри котлов, резервуаров и т. п.), и также снижающее устойчивость дуги.Флюс АН-348, разработанный в Институте электросварки им. Е. О. Патона, обеспечивает несколько большую устойчивость дуги по сравнению с флюсом ОСЦ-45. Еще выше устойчивость дуги при сварке под флюсом АН-348-А, выделяющем также меньше вредных газов при работе ввиду пониженного содержания. CaF2. Флюсы ОСЦ-45 и АН-348 производятся промышленностью в больших количествах.Плавленые флюсы производятся следующим путем. Составные части флюса — марганцевая руда, кварцевый песок, плавиковый шпат и т. д. — смешивают в измельченном состоянии в нужном соотношении и загружают в плавильную печь (электрическую дуговую или стеклоплавильную пламенную). По расплавлении шихты и получении однородности жидкий продукт при температуре около 1400° С впускается тонкой струей в грануляционный бак с проточной водой, где распадается на отдельные зерна и затвердевает в аморфной стекловидной форме без кристаллизации. Затем флюс сушат, дробят на вальцах и пропускают через два сита, имеющие, например, первое 16 отверстий на 1 см2, а второе 600 отверстий на 1 см2. Остаток на втором сите представляет собой готовый продукт; остаток на первом сите поступает на повторное дробление. Материал, прошедший через второе сито, идет в шихту для последующих плавок. Химический состав готового флюса должен соответствовать установленному техническими условиями, что проверяется анализом проб.Керамические неплавленные флюсыГлавной особенностью керамических флюсов является способ их изготовления, во многом сходный со способом изготовления качественных покрытий электродов для ручной сварки, описанным выше.Составные части флюса тонко измельчаются, смешиваются в нужных соотношениях и замешиваются на водном растворе жидкого стекла в густую пасту, как для покрытия электродов способом опрессовки. Сырая масса гранулируется, т. е. превращается в зерна размером 1-3 мм, затем подсушивается, прокаливается 2 ч при температуре 300-400° С для удаления остатков влаги и повышения механической прочности зерен за счет реакции схватывания жидкого стекла с частицами флюса. Прокаливанием заканчивается изготовление керамического флюса, не требующего плавильных печей и больших затрат горючего или электроэнергии на процесс плавления Средний насыпной вес керамических флюсов около 1,0 г/см3. Каждое зерно керамического флюса состоит из многих тысяч мелких частиц, смешанных в надлежащих соотношениях и прочно скрепленных.Керамические флюсы не имеют тех основных недостатков, которые присущи обычным неплавленым флюсам. Механически прочные зерна необходимого размера обеспечивают достаточную газопроницаемость слоя флюса и не выдуваются газами дуги. Прочное склеивание частиц устраняет возможность сепарации и сегрегации отдельных частиц и изменения состава флюса при подаче в зону сварки и уборке, что является одним из главных недостатков неплавленых флюсов. Тонкое измельчение составных частей обеспечивает их полное сплавление и протекание металлургических реакций, как и в электродных покрытиях.К недостаткам керамических флюсов по сравнению с плавлеными относится меньшая механическая прочность и большая гигроскопичность зерен флюса. Керамические флюсы открыли новые возможности для автоматической дуговой сварки и значительно расширили область ее применения.Для создания шлака в состав керамических флюсов вводятся различные минеральные вещества. Принципиальным, очень важным преимуществом керамических флюсов является возможность введения в них веществ, разлагающихся при высоких температурах с образованием газов, защищающих зону сварки. Для этой цели вводят карбонат кальция СаСО3 в форме мрамора, разлагающийся при высоких температурах с образованием двуокиси углерода. В процессе сварки особенно важно раскисление металла. Для этой цели в керамические флюсы вводят такие сильные раскислители, как металлические титан, кремний, иногда алюминий. При этом часто попутно удается удалить большую часть серы, снизив ее содержание до нескольких тысячных долей процента, для чего шлаку придается основной характер за счет повышения содержания в нем окиси кальция СаО.Керамические флюсы открывают широкие возможности легирования наплавленного металла через флюс для придания наплавленному металлу особых свойств. Керамические флюсы сокращают потребление дорогой легированной сварочной проволоки; в большинстве случаев достаточно легирования через флюс с применением дешевой низкоуглеродистой проволоки Св-08. Легирование возможно осуществлять всеми элементами, в том числе углеродом, что сложно в других случаях. Керамические флюсы позволяют модифицировать наплавленный металл, т. е. улучшать его структуру.Наплавленный металл при затвердевании в процессе первичной кристаллизации часто приобретает крупнозернистую дендритную структуру, в форме длинных кристаллов, вытянутых в направлении отвода тепла при затвердевании, нормально к поверхностям охлаждения. В область встречи дендритов, растущих от противоположных сторон ванны, вытесняются загрязнения металла, в связи с чем прочность металла здесь снижается, легко образуются горячие трещины; область получила название «зона слабины» а самое явление стыка дендритов называется транскристаллизацией.Наступающая при дальнейшем охлаждении стали вторичная кристаллизация, вызываемая распадом аустенита, часто маскирует и делает малозаметной первичную дендритную структуру, которая может быть выявлена лишь специальным глубоким травлением. В неудовлетворительной первичной структуре часто кроется причина пониженных механических свойств наплавленного металла.Модификацией уничтожается дендритная структура, уже в процессе первичной кристаллизации металл затвердевает с образованием равноосных мелких зерен. Такой металл обладает высокими механическими свойствами. Для модификации пригодны мельчайшие неметаллические включения, служащие центрами кристаллизации, и поверхностно-активные вещества, меняющие поверхностное натяжение металла. Хорошим модификатором в условиях сварки является титан. Модификация осуществляется при сварке электродами с качественным покрытием и под керамическими флюсами. При сварке под плавлеными флюсами модификация обычно выражена слабо, когда модификатор, например титан, вводится в состав электродной проволоки.Интенсивная модификация металла с получением мелкозернистой равноосной структуры при первичной кристаллизации является преимуществом керамических флюсов. Необходимые элементы для раскисления, легирования и модифицирования металла обычно вводят в керамические флюсы, как и в электродные покрытия, в виде ферросплавов.Преимуществом керамических флюсов для сварки низкоуглеродистых сталей является малая чувствительность к ржавчине и различным загрязнениям поверхности металла, что позволяет снизить требования к очистке поверхности, проводить сварку на открытом воздухе в сырую погоду; при этом получается плотный металл без пор с высокими показателями механических свойств.Для сварки низко- и среднелегированных конструкционных сталей высокой прочности разработана серия специальных керамических флюсов для производства ответственных изделий.Керамические флюсы также применяются для сварки высоколегированных сталей, например для аустенитных хромоникелевых нержавеющих и жароупорных сталей. В этом случае необходима уже легированная аустенитная проволока. Керамический флюс производит лишь необходимое дополнительное легирование. При сварке нержавеющих сталей достигается высокая стойкость зоны сварки против межкристаллитной коррозии.Известно успешное применение керамических флюсов для сварки меди, никеля и их сплавов для наплавочных работ — автоматическая и полуавтоматическая наплавка производится низкоуглеродистой сварочной проволокой с применением легирующих керамических флюсов, содержащих повышенное количество ферросплавов.В настоящее время организовано промышленное производство керамических флюсов; в Днепропетровске построен мощный механизированный цех, выпускающий эти флюсы.
-
Автоматическая сварка под флюсом
Создание автоматической дугой сварки под флюсом является крупнейшим достижением современной сварочной техники. Первоначальная идея способа сварки под флюсом принадлежит изобретателю способа дуговой сварки Н. Г. Славянову. В качестве флюса он применял дробленое оконное стекло.Создание промышленного способа автоматической сварки под флюсом и внедрение его в производство в нашей стране неразрывно связано с именем академика Е. О. Патона. В результате многолетней упорной работы коллектива Института электросварки им. Е. О. Патона создана технология сварки под флюсом, разработаны составы и методы изготовления флюсов, созданы оригинальные конструкции автоматов. В развитии способа автоматической сварки под флюсом деятельное участие принимали и принимают коллективы многих заводов, исследовательских институтов и лабораторий нашей страны. Развитие автоматической сварки под флюсом изменило представление о масштабах и возможностях автоматизации процесса дуговой сварки. В ряде производств в настоящее время автоматическая сварка почти полностью вытеснила ручную сварку. При сварке под флюсом сварочная дуга между концом электрода и изделием горит под слоем сыпучего вещества, называемого флюсом. На рисунке схематически показан процесс сварки под флюсом. Голая электродная проволока 1 с катушки 2 подается в зону дуги автоматом 3. Впереди автомата из бункера 5 по трубке 4 на изделие подается флюс 8, остаток которого, не использованный при сварке, пневматически отсасывается обратно в бункер по трубке 6. Расплавленная и затвердевшая часть образует на шве толстую шлаковую корку 7.
При сварке под флюсом сварочная дуга между концом электрода и изделием горит под слоем сыпучего вещества, называемого флюсом. На рисунке схематически показан процесс сварки под флюсом. Голая электродная проволока 1 с катушки 2 подается в зону дуги автоматом 3. Впереди автомата из бункера 5 по трубке 4 на изделие подается флюс 8, остаток которого, не использованный при сварке, пневматически отсасывается обратно в бункер по трубке 6. Расплавленная и затвердевшая часть образует на шве толстую шлаковую корку 7. На рисунке изображен продольный разрез зоны сварки под флюсом, где 1 — электрод, 2 — газовый пузырь, 3 — сыпучий флюс, 4 — ванна жидкого металла.Флюс насыпается слоем толщиной 50-60 мм; дуга утоплена в массе флюса и горит в жидкой среде расплавленного флюса, в газовом пузыре, образуемом газами и парами, непрерывно создаваемыми дугой. При среднем насыпном весе флюса около 1,5 г/см9 статическое давление слоя флюса на жидкий металл составляет 7-9 г/см2. Этого незначительного давления, как показывает опыт, достаточно, чтобы устранить нежелательные механические воздействия дуги на ванну жидкого металла, разбрызгивание жидкого металла и нарушение формирования шва даже при очень больших токах.В то время как при открытой дуге механическое воздействие цуги на ванну жидкого металла делает практически невозможной сварку при силе тока выше 500-600 а вследствие разбрызгивания металла и нарушения правильного формирования шва, погружение дуги во флюс дало возможность увеличить применяемые токи в среднем до 1000-2000 а и максимально до 3000-4000 п. Таким образом, появилась возможность при сварке под флюсом повысить сварочный ток в 6-8 раз по сравнению с открытой дугой с сохранением высокого качества сварки и отличного формирования шва. Производительность сварки при этом растет значительно быстрее увеличения тока, меняется самый характер образования шва.Маломощная открытая дуга лишь незначительно расплавляет кромки шва, который образуется главным образом за счет расплавленного электродного металла, заполняющего разделку кромок. Мощная закрытая дуга под флюсом глубоко расплавляет основной металл, позволяет уменьшить разделку кромок под сварку, а часто и совсем обойтись без разделки. Снижается доля участия электродного металла в образовании шва; в среднем наплавленный металл образуется на 2/3 за счет расплавления основного металла и лишь на х/3 за счет электродного металла.Производительность сварки, определяемая числом метров шва за час горения дуги, при сварке под флюсом значительно выше (до 10 раз), чем при сварке открытой дугой на одинаковых сварочных токах. Таким образом, производительность сварки под флюсом возрастает как за счет увеличения сварочного тока, так и за счет лучшего его использования.Возможность резкого увеличения силы сварочного тока составляет главное, неоценимое преимущество сварки под флюсом. Заключение дуги в газовый пузырь со стенками из жидкого флюса практически сводит к нулю потери металла на угар и разбрызгивание, суммарная величина которых не превышает 2% веса расплавленного электродного металла. Сварные швы получаются равномерного и очень высокого качества. Отсутствие потерь на угар и разбрызгивание и уменьшение доли электродного металла в обра-зовании шва позволяют весьма значительно экономить расход электродной проволоки. Лучшее использование тока заметно экономит расход электроэнергии. Так как дуга горит невидимо под толстым слоем флюса, не требуется защиты глаз работающих.К недостаткам сварки под флюсом можно отнести невидимость места сварки, закрытого толстым слоем флюса, и довольно значительные расход и стоимость флюса. Невидимость места сварки повышает требования к точности подготовки и сборки изделия под сварку, затрудняет сварку швов сложной конфигурации. Расход флюса по весу в среднем равняется весу израсходованной проволоки, и стоимость его оказывает существенное влияние на общую стоимость сварки.Применение для сварки под флюсом дуговых автоматов особых осложнений не вызывает, дуга под флюсом обычно устойчивее открытой дуги. Переход на сварку под флюсом потребовал лишь увеличения сварочных токов и соответственного увеличения размеров и усиления конструкции автоматов. Сварка под флюсом в большинстве случаев ведется на токе высоких плотностей, поэтому широко применяются автоматы с постоянной скоростью подачи электродной проволоки.
На рисунке изображен продольный разрез зоны сварки под флюсом, где 1 — электрод, 2 — газовый пузырь, 3 — сыпучий флюс, 4 — ванна жидкого металла.Флюс насыпается слоем толщиной 50-60 мм; дуга утоплена в массе флюса и горит в жидкой среде расплавленного флюса, в газовом пузыре, образуемом газами и парами, непрерывно создаваемыми дугой. При среднем насыпном весе флюса около 1,5 г/см9 статическое давление слоя флюса на жидкий металл составляет 7-9 г/см2. Этого незначительного давления, как показывает опыт, достаточно, чтобы устранить нежелательные механические воздействия дуги на ванну жидкого металла, разбрызгивание жидкого металла и нарушение формирования шва даже при очень больших токах.В то время как при открытой дуге механическое воздействие цуги на ванну жидкого металла делает практически невозможной сварку при силе тока выше 500-600 а вследствие разбрызгивания металла и нарушения правильного формирования шва, погружение дуги во флюс дало возможность увеличить применяемые токи в среднем до 1000-2000 а и максимально до 3000-4000 п. Таким образом, появилась возможность при сварке под флюсом повысить сварочный ток в 6-8 раз по сравнению с открытой дугой с сохранением высокого качества сварки и отличного формирования шва. Производительность сварки при этом растет значительно быстрее увеличения тока, меняется самый характер образования шва.Маломощная открытая дуга лишь незначительно расплавляет кромки шва, который образуется главным образом за счет расплавленного электродного металла, заполняющего разделку кромок. Мощная закрытая дуга под флюсом глубоко расплавляет основной металл, позволяет уменьшить разделку кромок под сварку, а часто и совсем обойтись без разделки. Снижается доля участия электродного металла в образовании шва; в среднем наплавленный металл образуется на 2/3 за счет расплавления основного металла и лишь на х/3 за счет электродного металла.Производительность сварки, определяемая числом метров шва за час горения дуги, при сварке под флюсом значительно выше (до 10 раз), чем при сварке открытой дугой на одинаковых сварочных токах. Таким образом, производительность сварки под флюсом возрастает как за счет увеличения сварочного тока, так и за счет лучшего его использования.Возможность резкого увеличения силы сварочного тока составляет главное, неоценимое преимущество сварки под флюсом. Заключение дуги в газовый пузырь со стенками из жидкого флюса практически сводит к нулю потери металла на угар и разбрызгивание, суммарная величина которых не превышает 2% веса расплавленного электродного металла. Сварные швы получаются равномерного и очень высокого качества. Отсутствие потерь на угар и разбрызгивание и уменьшение доли электродного металла в обра-зовании шва позволяют весьма значительно экономить расход электродной проволоки. Лучшее использование тока заметно экономит расход электроэнергии. Так как дуга горит невидимо под толстым слоем флюса, не требуется защиты глаз работающих.К недостаткам сварки под флюсом можно отнести невидимость места сварки, закрытого толстым слоем флюса, и довольно значительные расход и стоимость флюса. Невидимость места сварки повышает требования к точности подготовки и сборки изделия под сварку, затрудняет сварку швов сложной конфигурации. Расход флюса по весу в среднем равняется весу израсходованной проволоки, и стоимость его оказывает существенное влияние на общую стоимость сварки.Применение для сварки под флюсом дуговых автоматов особых осложнений не вызывает, дуга под флюсом обычно устойчивее открытой дуги. Переход на сварку под флюсом потребовал лишь увеличения сварочных токов и соответственного увеличения размеров и усиления конструкции автоматов. Сварка под флюсом в большинстве случаев ведется на токе высоких плотностей, поэтому широко применяются автоматы с постоянной скоростью подачи электродной проволоки.
Проблемы с работой форума/сайта
в По форуму и сайту
Опубликовано
Ни разу с таким не сталкивался. Т.к. перенести репутацию больше некуда в шаблоне, то сделал всплывающее подтверждение при простановке минусов к репутации в мобильной версии форума. Проблему случайных нажатий это не решит, но отправлять минусы больше не будете. Протестировать можете на моем текущем сообщении .
.