

Andrew
-
Постов
2 926 -
Зарегистрирован
-
Посещение
-
Победитель дней
19
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Andrew
-
-
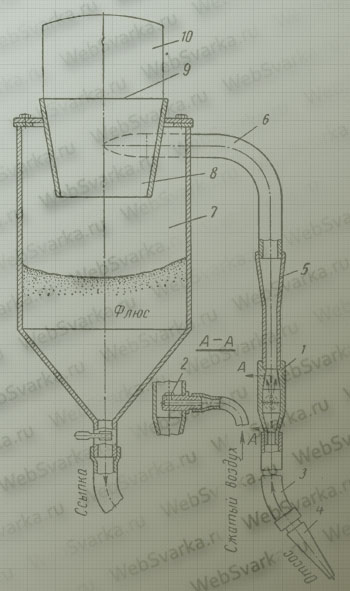
Флюсовая аппаратура
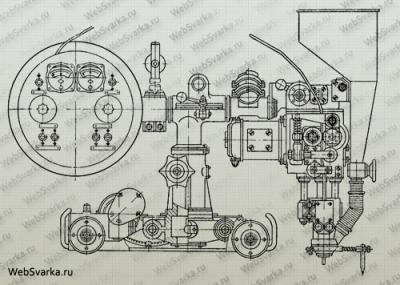
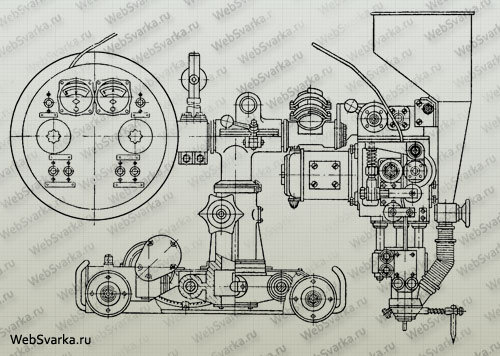
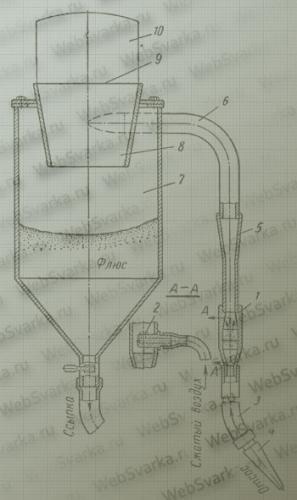 При автоматической дуговой сварке под слоем флюса появляются операции засыпки флюса в шов перед сваркой и уборки его по окончании сварки, так как в шлаковую корку переплавляется лишь около 20% засыпанного флюса, остальное количество может быть использовано повторно. Ручная подача и уборка флюса отнимают много времени и поэтому неприемлемы в современных высокомеханизированных автоматических установках. Для уборки нерасплавленного флюса пользуются пневматическими установками — флюсоаппаратами, засасывающими флюс в шланг, в котором создается вакуум.Флюсоаппарат может работать от индивидуального вакуум-насоса с приводным электродвигателем или от заводской сети сжатого воздуха, приводящего в действие эжектор флюсоаппарата. В настоящее время в нашей промышленности почти исключительно применяются весьма простые по устройству и надежные в работе флюсоаппараты, действующие от сети сжатого воздуха.Основой флюсоаппаратов этого типа является, воздушный эжектор. Под действием струи сжатого воздуха, выходящего из сопла эжектора с большой скоростью, в камере эжектора создается разрежение в несколько сотен миллиметров водяного столба, благодаря которому происходит засасывание флюса вместе с всасываемым в камеру наружным воздухом. Устройство флюсоаппарата смешанного действия, позволяющее одновременно отсасывать и засыпать флюс, и осуществлять непрерывную его циркуляцию, показано на рис. 88. Сжатый воздух из сети поступает с большой скоростью в камеру 1 эжектора через сопло 2 и создает разрежение в шланге 3, всасывающем флюс с наружным воздухом через сосун 4. Скорость движения воздуха во всасывающей части подобрана таким образом (- 20 м/сек), что частицы флюса находятся во взвешенном состоянии и движутся вместе со струей воздуха. В камере 1 эжектора засосанные частицы флюса подхватываются струей воздуха, выходящего из сопла 2 эжектора; таким образом, общая скорость перемещения смеси воздуха с флюсом значительно возрастает.При прохождении струи через постепенно расширяющийся диффузор 5 скорость ее плавно понижается, а после поступления в бункер 7 тангенциально по изогнутой трубе 6 скорость резко падает. В результате этого происходит сепарация смеси, т. е. частицы флюса более не удерживаются воздухом и падают на дно бункера, а воздух, освобожденный от флюса, выбрасывается в окружающую атмосферу. Для улучшения сепарации флюса в крышке бункера установлен циклон 8 в виде открытого снизу усеченного конуса, вызывающий завихрение и резкое изменение направления потока воздуха, что улучшает отделение частиц флюса. Выходное отверстие 9 циклона закрыто колпаком 10 из фильтрующей материи, задерживающим пыль, не осевшую в бункере, и очищающим воздух, выбрасываемый из флюсоаппарата. В бункере 7 имеется небольшое избыточное давление воздуха, благодаря чему при открытии задвижки на ссыпной трубе начинается подача флюса в шов одновременно со всасыванием флюса эжектором по шлангу 3.Нормальный флюсоаппарат может отсасывать до 500 л/ч флюса, при наибольшей высоте всасывания до 4 м; расход сжатого воздуха, приведенный к атмосферному давлению 20-50 мА/ч,зависимости от производительности флюсоаппарата и высоты всасывания. Флюсоаппараты могут быть передвижными или стационарными и могут быть установлены отдельно от автомата или смонтированы с автоматом. На рис. показан автомат АБС со смонтированным на нем флюсоаппаратом.
При автоматической дуговой сварке под слоем флюса появляются операции засыпки флюса в шов перед сваркой и уборки его по окончании сварки, так как в шлаковую корку переплавляется лишь около 20% засыпанного флюса, остальное количество может быть использовано повторно. Ручная подача и уборка флюса отнимают много времени и поэтому неприемлемы в современных высокомеханизированных автоматических установках. Для уборки нерасплавленного флюса пользуются пневматическими установками — флюсоаппаратами, засасывающими флюс в шланг, в котором создается вакуум.Флюсоаппарат может работать от индивидуального вакуум-насоса с приводным электродвигателем или от заводской сети сжатого воздуха, приводящего в действие эжектор флюсоаппарата. В настоящее время в нашей промышленности почти исключительно применяются весьма простые по устройству и надежные в работе флюсоаппараты, действующие от сети сжатого воздуха.Основой флюсоаппаратов этого типа является, воздушный эжектор. Под действием струи сжатого воздуха, выходящего из сопла эжектора с большой скоростью, в камере эжектора создается разрежение в несколько сотен миллиметров водяного столба, благодаря которому происходит засасывание флюса вместе с всасываемым в камеру наружным воздухом. Устройство флюсоаппарата смешанного действия, позволяющее одновременно отсасывать и засыпать флюс, и осуществлять непрерывную его циркуляцию, показано на рис. 88. Сжатый воздух из сети поступает с большой скоростью в камеру 1 эжектора через сопло 2 и создает разрежение в шланге 3, всасывающем флюс с наружным воздухом через сосун 4. Скорость движения воздуха во всасывающей части подобрана таким образом (- 20 м/сек), что частицы флюса находятся во взвешенном состоянии и движутся вместе со струей воздуха. В камере 1 эжектора засосанные частицы флюса подхватываются струей воздуха, выходящего из сопла 2 эжектора; таким образом, общая скорость перемещения смеси воздуха с флюсом значительно возрастает.При прохождении струи через постепенно расширяющийся диффузор 5 скорость ее плавно понижается, а после поступления в бункер 7 тангенциально по изогнутой трубе 6 скорость резко падает. В результате этого происходит сепарация смеси, т. е. частицы флюса более не удерживаются воздухом и падают на дно бункера, а воздух, освобожденный от флюса, выбрасывается в окружающую атмосферу. Для улучшения сепарации флюса в крышке бункера установлен циклон 8 в виде открытого снизу усеченного конуса, вызывающий завихрение и резкое изменение направления потока воздуха, что улучшает отделение частиц флюса. Выходное отверстие 9 циклона закрыто колпаком 10 из фильтрующей материи, задерживающим пыль, не осевшую в бункере, и очищающим воздух, выбрасываемый из флюсоаппарата. В бункере 7 имеется небольшое избыточное давление воздуха, благодаря чему при открытии задвижки на ссыпной трубе начинается подача флюса в шов одновременно со всасыванием флюса эжектором по шлангу 3.Нормальный флюсоаппарат может отсасывать до 500 л/ч флюса, при наибольшей высоте всасывания до 4 м; расход сжатого воздуха, приведенный к атмосферному давлению 20-50 мА/ч,зависимости от производительности флюсоаппарата и высоты всасывания. Флюсоаппараты могут быть передвижными или стационарными и могут быть установлены отдельно от автомата или смонтированы с автоматом. На рис. показан автомат АБС со смонтированным на нем флюсоаппаратом. -
Автоматы АДС
 В этом автомате непрерывного действия скорость подачи электродной проволоки плавно изменяется в зависимости от напряжения дуги. Автомат обычно применяется для сварки под флюсом дугой переменного тока. Питание дуги производится от сварочного трансформатора ТС через дроссельный регулятор PC, приводного электродвигателя автомата ДГ постоянного тока от вспомогательного управляющего агрегата, состоящего из электродвигателя трехфазного тока ДА и непосредственно соединенных с ним генераторов постоянного тока ГГ и ГК. Генератор ГГ питает электродвигатель автомата ДГ, а генератор ГК — электродвигатель каретки ДК, служащий для перемещения дуги вдоль шва. Для питания постоянным током обмоток возбуждения генераторов и электродвигателей постоянного тока служат два статических двухполупериодных выпрямителя ВДВ и ВНВ.Двигатели ДГ и ДК имеют независимое возбуждение; их обмотки возбуждения питаются от сети переменного тока через понижающий трансформатор ТПВ и выпрямитель ВНВ. Якорь двигателя ДГ питается током от вспомогательного генератора автомата ГГ. Обмотки независимого возбуждения генератора ГГ включены дифференциально навстречу друг другу и создают результирующую магнитодвижущую силу, равную разности магнитодвижущих сил обеих обмоток. Обмотка ГГ1 питается от выпрямителя ВНВ через потенциометр РИД постоянным напряжением; ток в этой обмотке и ее магнитодвижущая сила Aw1 постоянны и не зависят от состояния сварочной цепи. Вторая обмотка возбу-ждения ГГ2 питается от напряжения дуги через выпрямитель ВДВ. Ток в обмотке и ее магнитодвижущая сила Аw2 пропорциональны напряжению сварочной дуги.Результирующая магнитодвижущая сила обмотки генератора Aw равнаAw = Aw1 — A w2,причем эта разность может быть как больше, гак и меньше нуля, т. е. генератор может перемагничиваться и его электродвижущая сила может менять не только величину, но и знак.При данной схеме число оборотов двигателя автомата ДГ пропорционально напряжению управляющего генератора, и направление его вращения меняется при изменении полярности зажимов генератора. При нормальном напряжении дуги генератор ГГ развивает напряжение, обеспечивающее подачу электродной проволоки мотором ДГ со скоростью, равной скорости ее плавления; с увеличением или уменьшением напряжения дуги соответственно увеличивается или уменьшается скорость подачи проволоки. При значительном уменьшении напряжения дуги, например при коротком замыкании, происходит реверсирование мотора ДГ и удаление конца электродной проволоки от изделия, так что зажигание дуги производится автоматически.Кроме двух обмоток независимого возбуждения, управляющий генератор ГГ имеет еще третью, сериесную обмотку самовозбуждения ГГЗ. Третья обмотка создает Аw 3, по величине пропорциональную току генератора, а по направлению совпадающую с результирующей Aw обмоток независимого возбуждения. Наличие третьей сериесной обмотки возбуждения ГГЗ улучшает динамические свойства автомата, ускоряя изменения скорости подачи проволоки при изменениях длины сварочной дуги.Генератор ГК питает электродвигатель перемещения дуги ДК, работающий с постоянной скоростью, регулируемой потенциометром РСК; направление перемещения меняется переключением направления тока, питающего якорь электродвигателя ДК. Обычно автомат АДС-1000-2 выполняют в виде сварочного трактора с двумя электродвигателями. Электродвигатель ДГ подает проволоку, а электродвигатель ДК перемещает самоходную каретку трактора. Автомат АДС-1000-2 предназначен для сварки под флюсом токами до 1200 а проволокой диаметром 3-6 мм. Трактор без флюса и электродной проволоки весит около 60 кг.Автоматы с постоянной скоростью подачи электродаПри достаточных скоростях плавления электродной проволоки возможна удовлетворительная работа дугового автомата при постоянной скорости подачи электродной проволоки без применения каких-либо автоматических механизмов для регулирования процесса сварки. Оригинальная идея использования подобного автомата, требующего минимального ухода и обслуживания, принадлежит Институту электросварки им. Е. О. Патона; институт разработал целую серию автоматов для сварки под флюсом токами до 3000 а.Конструкции автоматов отличаются простотой: трехфазный асинхронный электродвигатель с постоянным числом оборотов через коробку передач приводит во вращение ролик, подающий электродную проволоку. Скорость подачи проволоки изменяется сменой передаточных зубчатых колес. Таким же образом регули-руется скорость перемещения по шву у самоходных автоматов и сварочных тракторов.Автоматы снабжены дополнительными устройствами: для правки электродной проволоки, поворота, наклона и точной установки автомата над швом, указателями и копирами, корректирующими положение конца электрода относительно оси шва. Автоматы с постоянной скоростью подают проволоку все время в направлении к изделию, зажигание дуги производится кратковременным пуском электродвигателя автомата в обратную сторону. После зажигания дуги электродвигатель автомата переключается на подачу электродной проволоки к изделию и вследствие саморегулирования сварочной дуги быстро устанавливается нормальная работа автомата. В конце сварного шва выключается механизм перемещения дуги и автомат, подающий электродную проволоку; сварочный ток не выключается, и дуга продолжает гореть до естественного обрыва вследствие ее удлинения. Таким образом заваривается конечный кратер.Управляют автоматом обычно через установленный в удобном месте кнопочный пульт управления с кнопками «Пуск», «Стоп», «Вверх», «Вниз».Автоматы с постоянной скоростью подачи электрода наиболее распространены вследствие простоты устройства и. надежности в работе.Рассмотрим для примера универсальный дуговой автомат АБС, применяемый на многих заводах. Автомат состоит из трех комплектов. Комплект А — подвесная сварочная головка, или собственно автомат, подает электродную проволоку и зажигает дугу, он включает асинхронный трехфазный приводной электродвигатель (0,1 кит, 1450 об/мин), редуктор, ведущие и правильные ролики, токоподводящий мундштук. На автомате смонтирован и кнопочный пульт управления. Комплект Б включает подъемный механизм, позволяющий перемещать автомат по высоте, флюсоаппарат, подающий и отсасывающий флюс, с бункером для флюса и катушку (барабан) для электродной проволоки. Комплект С — самоходная тележка велосипедного типа с отдельным приводным электродвигателем для перемещения. автомата по рельсовому пути из двух швеллеров, лежащих в одной вертикальной плоскости.Сдвоенный пульт управления состоит из трехкнопочного пульта управления и двухкнопочного пульта передвижения тележки. Автомат нормально работает с постоянной скоростью подачи тележки. Регулирование скорости подачи и перемещения тележки производится сменой шестерен. Автомат работает проволокой диаметром 2-6 мм при постоянном или переменном сварочном токе до 1500 а.Автомат может иметь разносторонние применения. Один комплект А представляет собой простейшую подвесную автоматическую сварочную головку. Комплект АБ образует головку, укомплектованную флюсоаппаратом и механизмом подъема, что упрощает настройку автомата при сварке. Комплект АБС — это самоходный автомат с перемещением его по рельсовому пути. Вес автомата без проволоки и флюса 160 кг.Сварочные тракторы конструкции Института электросварки им. Е. О. Патона имеют общий электродвигатель, приводящий в движение одновременно как ролики, подающие проволоки, так и бегунки самоходного механизма, перемещающие трактор. Благодаря наличию лишь одного электродвигателя, удачной конструкции и использованию легких сплавов вес тракторов снижен и их габаритные размеры значительно уменьшены.Сварочный трактор ТС-17-М, рассчитанный на сварочный ток до 1200 A, — один из наиболее распространенных дуговых автоматов в промышленности, он весьма универсален, имеет разнообразные области применения, которые расширяются возможностью присоединения специальных узлов. Трактор ТС-17 может работать на постоянном и переменном токе, проволокой диаметром 1,6-5 мм, на сварке стыковых и угловых швов, наклонным электродом, и в положении «в лодочку» при скоростях сварки 16- 126 м/ч.Автомат работает при постоянной скорости подачи, устанавливаемой, как и скорости перемещения, сменой шестерен. Трактор имеет один общий электродвигатель, приводящий механизмы подачи проволоки и перемещения трактора по шву. Вес трактора [без проволоки и флюса) 42 кг. Он может передвигаться непосредственно по поверхности изделия и по легкому направляющему пути, по копиру, движущемуся по разделке шва, и от руки. Сварочный трактор конструкции ЦНИИТМАШ УТ-1250-3 универсальный, работает электродной проволокой диаметром 1,6-6 мм, преимущественно на переменном токе до 1250 а при скорости сварки 10-80 м/ч. Трактор имеет два приводных электродвигателя, допускающих плавную и точную регулировку числа оборотов. Автомат работает с постоянной скоростью подачи прово-локи, регулировать которую можно плавно во время работы автомата, не прерывая сварки. Вес трактора без флюса и проволоки 50 кг.Дуговые автоматы используют не только для сварки под флюсом, но и для сварки открытой дугой в защитных газах. Автоматы имеют много разновидностей, отличающихся по назначению: для сварки внутри труб и резервуаров, продольного шва труб, неповоротных стыков труб, для наплавочных работ, для сварки специальных сортов металла и т. д. Заслуживают внимания многоэлектродные, обычно двух- или трехэлектродные автоматы большой мощности с током до 2000 а и более на каждую дугу. Эти автоматы позволяют использовать трехфазную дугу и развивать весьма высокую производительность при сварке металла большой толщины, в производстве труб больших диаметров и пр.
В этом автомате непрерывного действия скорость подачи электродной проволоки плавно изменяется в зависимости от напряжения дуги. Автомат обычно применяется для сварки под флюсом дугой переменного тока. Питание дуги производится от сварочного трансформатора ТС через дроссельный регулятор PC, приводного электродвигателя автомата ДГ постоянного тока от вспомогательного управляющего агрегата, состоящего из электродвигателя трехфазного тока ДА и непосредственно соединенных с ним генераторов постоянного тока ГГ и ГК. Генератор ГГ питает электродвигатель автомата ДГ, а генератор ГК — электродвигатель каретки ДК, служащий для перемещения дуги вдоль шва. Для питания постоянным током обмоток возбуждения генераторов и электродвигателей постоянного тока служат два статических двухполупериодных выпрямителя ВДВ и ВНВ.Двигатели ДГ и ДК имеют независимое возбуждение; их обмотки возбуждения питаются от сети переменного тока через понижающий трансформатор ТПВ и выпрямитель ВНВ. Якорь двигателя ДГ питается током от вспомогательного генератора автомата ГГ. Обмотки независимого возбуждения генератора ГГ включены дифференциально навстречу друг другу и создают результирующую магнитодвижущую силу, равную разности магнитодвижущих сил обеих обмоток. Обмотка ГГ1 питается от выпрямителя ВНВ через потенциометр РИД постоянным напряжением; ток в этой обмотке и ее магнитодвижущая сила Aw1 постоянны и не зависят от состояния сварочной цепи. Вторая обмотка возбу-ждения ГГ2 питается от напряжения дуги через выпрямитель ВДВ. Ток в обмотке и ее магнитодвижущая сила Аw2 пропорциональны напряжению сварочной дуги.Результирующая магнитодвижущая сила обмотки генератора Aw равнаAw = Aw1 — A w2,причем эта разность может быть как больше, гак и меньше нуля, т. е. генератор может перемагничиваться и его электродвижущая сила может менять не только величину, но и знак.При данной схеме число оборотов двигателя автомата ДГ пропорционально напряжению управляющего генератора, и направление его вращения меняется при изменении полярности зажимов генератора. При нормальном напряжении дуги генератор ГГ развивает напряжение, обеспечивающее подачу электродной проволоки мотором ДГ со скоростью, равной скорости ее плавления; с увеличением или уменьшением напряжения дуги соответственно увеличивается или уменьшается скорость подачи проволоки. При значительном уменьшении напряжения дуги, например при коротком замыкании, происходит реверсирование мотора ДГ и удаление конца электродной проволоки от изделия, так что зажигание дуги производится автоматически.Кроме двух обмоток независимого возбуждения, управляющий генератор ГГ имеет еще третью, сериесную обмотку самовозбуждения ГГЗ. Третья обмотка создает Аw 3, по величине пропорциональную току генератора, а по направлению совпадающую с результирующей Aw обмоток независимого возбуждения. Наличие третьей сериесной обмотки возбуждения ГГЗ улучшает динамические свойства автомата, ускоряя изменения скорости подачи проволоки при изменениях длины сварочной дуги.Генератор ГК питает электродвигатель перемещения дуги ДК, работающий с постоянной скоростью, регулируемой потенциометром РСК; направление перемещения меняется переключением направления тока, питающего якорь электродвигателя ДК. Обычно автомат АДС-1000-2 выполняют в виде сварочного трактора с двумя электродвигателями. Электродвигатель ДГ подает проволоку, а электродвигатель ДК перемещает самоходную каретку трактора. Автомат АДС-1000-2 предназначен для сварки под флюсом токами до 1200 а проволокой диаметром 3-6 мм. Трактор без флюса и электродной проволоки весит около 60 кг.Автоматы с постоянной скоростью подачи электродаПри достаточных скоростях плавления электродной проволоки возможна удовлетворительная работа дугового автомата при постоянной скорости подачи электродной проволоки без применения каких-либо автоматических механизмов для регулирования процесса сварки. Оригинальная идея использования подобного автомата, требующего минимального ухода и обслуживания, принадлежит Институту электросварки им. Е. О. Патона; институт разработал целую серию автоматов для сварки под флюсом токами до 3000 а.Конструкции автоматов отличаются простотой: трехфазный асинхронный электродвигатель с постоянным числом оборотов через коробку передач приводит во вращение ролик, подающий электродную проволоку. Скорость подачи проволоки изменяется сменой передаточных зубчатых колес. Таким же образом регули-руется скорость перемещения по шву у самоходных автоматов и сварочных тракторов.Автоматы снабжены дополнительными устройствами: для правки электродной проволоки, поворота, наклона и точной установки автомата над швом, указателями и копирами, корректирующими положение конца электрода относительно оси шва. Автоматы с постоянной скоростью подают проволоку все время в направлении к изделию, зажигание дуги производится кратковременным пуском электродвигателя автомата в обратную сторону. После зажигания дуги электродвигатель автомата переключается на подачу электродной проволоки к изделию и вследствие саморегулирования сварочной дуги быстро устанавливается нормальная работа автомата. В конце сварного шва выключается механизм перемещения дуги и автомат, подающий электродную проволоку; сварочный ток не выключается, и дуга продолжает гореть до естественного обрыва вследствие ее удлинения. Таким образом заваривается конечный кратер.Управляют автоматом обычно через установленный в удобном месте кнопочный пульт управления с кнопками «Пуск», «Стоп», «Вверх», «Вниз».Автоматы с постоянной скоростью подачи электрода наиболее распространены вследствие простоты устройства и. надежности в работе.Рассмотрим для примера универсальный дуговой автомат АБС, применяемый на многих заводах. Автомат состоит из трех комплектов. Комплект А — подвесная сварочная головка, или собственно автомат, подает электродную проволоку и зажигает дугу, он включает асинхронный трехфазный приводной электродвигатель (0,1 кит, 1450 об/мин), редуктор, ведущие и правильные ролики, токоподводящий мундштук. На автомате смонтирован и кнопочный пульт управления. Комплект Б включает подъемный механизм, позволяющий перемещать автомат по высоте, флюсоаппарат, подающий и отсасывающий флюс, с бункером для флюса и катушку (барабан) для электродной проволоки. Комплект С — самоходная тележка велосипедного типа с отдельным приводным электродвигателем для перемещения. автомата по рельсовому пути из двух швеллеров, лежащих в одной вертикальной плоскости.Сдвоенный пульт управления состоит из трехкнопочного пульта управления и двухкнопочного пульта передвижения тележки. Автомат нормально работает с постоянной скоростью подачи тележки. Регулирование скорости подачи и перемещения тележки производится сменой шестерен. Автомат работает проволокой диаметром 2-6 мм при постоянном или переменном сварочном токе до 1500 а.Автомат может иметь разносторонние применения. Один комплект А представляет собой простейшую подвесную автоматическую сварочную головку. Комплект АБ образует головку, укомплектованную флюсоаппаратом и механизмом подъема, что упрощает настройку автомата при сварке. Комплект АБС — это самоходный автомат с перемещением его по рельсовому пути. Вес автомата без проволоки и флюса 160 кг.Сварочные тракторы конструкции Института электросварки им. Е. О. Патона имеют общий электродвигатель, приводящий в движение одновременно как ролики, подающие проволоки, так и бегунки самоходного механизма, перемещающие трактор. Благодаря наличию лишь одного электродвигателя, удачной конструкции и использованию легких сплавов вес тракторов снижен и их габаритные размеры значительно уменьшены.Сварочный трактор ТС-17-М, рассчитанный на сварочный ток до 1200 A, — один из наиболее распространенных дуговых автоматов в промышленности, он весьма универсален, имеет разнообразные области применения, которые расширяются возможностью присоединения специальных узлов. Трактор ТС-17 может работать на постоянном и переменном токе, проволокой диаметром 1,6-5 мм, на сварке стыковых и угловых швов, наклонным электродом, и в положении «в лодочку» при скоростях сварки 16- 126 м/ч.Автомат работает при постоянной скорости подачи, устанавливаемой, как и скорости перемещения, сменой шестерен. Трактор имеет один общий электродвигатель, приводящий механизмы подачи проволоки и перемещения трактора по шву. Вес трактора [без проволоки и флюса) 42 кг. Он может передвигаться непосредственно по поверхности изделия и по легкому направляющему пути, по копиру, движущемуся по разделке шва, и от руки. Сварочный трактор конструкции ЦНИИТМАШ УТ-1250-3 универсальный, работает электродной проволокой диаметром 1,6-6 мм, преимущественно на переменном токе до 1250 а при скорости сварки 10-80 м/ч. Трактор имеет два приводных электродвигателя, допускающих плавную и точную регулировку числа оборотов. Автомат работает с постоянной скоростью подачи прово-локи, регулировать которую можно плавно во время работы автомата, не прерывая сварки. Вес трактора без флюса и проволоки 50 кг.Дуговые автоматы используют не только для сварки под флюсом, но и для сварки открытой дугой в защитных газах. Автоматы имеют много разновидностей, отличающихся по назначению: для сварки внутри труб и резервуаров, продольного шва труб, неповоротных стыков труб, для наплавочных работ, для сварки специальных сортов металла и т. д. Заслуживают внимания многоэлектродные, обычно двух- или трехэлектродные автоматы большой мощности с током до 2000 а и более на каждую дугу. Эти автоматы позволяют использовать трехфазную дугу и развивать весьма высокую производительность при сварке металла большой толщины, в производстве труб больших диаметров и пр. -
Автоматизация и механизация процесса дуговой электросварки может быть признана одной из важнейших задач современной сварочной техники. Ручная дуговая сварка слишком трудоемка, требует большого количества квалифицированных кадров, сравнительно дорога, и, естественно, не может обеспечить однородность продукции, а так как последующий контроль качества сварки затруднителен, недостаточно надежен и не всегда выполним, то доверие к качеству сварки снижается и заведомо уменьшаются допускаемые напряжения для сварных швов.
В автоматизации дуговой электросварки за последние годы достигнуты такие успехи, что уже сейчас этот процесс по степени автоматизации основных операций может считаться одним из наиболее передовых и прогрессивных технологических процессов металлообработки.
Автоматизации хорошо поддаются все основные виды дуговой сварки. По степени механизации процесса различают автоматы и полуавтоматы; в последних сохраняется еще значительная доля ручного труда.
Для осуществления автоматической сварки требуется целый комплекс машин, механизмов и приспособлений, составляющих автоматическую установку для дуговой сварки. Устройство, производящее зажигание дуги, подачу электродов по мере сгорания и обеспечивающее устойчивое горение дуги, называется автоматической головкой для дуговой сварки, или дуговым автоматом.
Наиболее важное промышленное значение имеют автоматы для сварки плавким металлическим электродом (рис. 81). Вместо отдельных коротких электродов, применяемых в процессе ручной сварки, при автоматической сварке используется электродная проволока большой длины, в мотках или бухтах, сматываемая механизмом автомата и подаваемая в зону дуги по мере ее плавления.
Проволока подается через передаточный механизм и ведущие ролики небольшим приводным электродвигателем автомата. Пройдя ведущие ролики, а также часто и правильный механизм, устраняющий кривизну и придающий сматываемой с бухты проволоке прямолинейность, она поступает в мундштук или токоподвод автомата, где прижимается к токоведущим контактам и скользит по ним, проводя сварочный ток, питающий дугу. Расстояние от токоподводящих контактов до дуги невелико (несколько сантиметров), поэтому автомат работает как бы коротким непрерывно возобновляемым электродом. Это является важным преимуществом автомата, так как уменьшается нагрев проволоки джоулевым теплом и создается возможность применения очень высоких плотностей тока в электродной проволоке без ее перегрева. Подача проволоки производится автоматически со скоростью ее плавления, поэтому длина дуги при сгорании проволоки остается приблизительно постоянной. Многие автоматы также автоматически производят зажигание дуги в начале сварки и повторное зажигание при случайном обрыве в процессе работы. Регулирование процесса сварки в автомате может быть осуществлено различными путями. Например, можно связать скорость подачи электродной проволоки с напряжением дуги и ее длиной. При нормальной длине дуги и нормальном ее напряжении автомат подает проволоку со скоростью, равной примерно скорости ее плавления; при уменьшении длины дуги скорость подачи проволоки уменьшается, вследствие чего длина дуги и ее напряжение возрастают и устанавливаются их нормальные значения.
При случайном увеличении длины дуги скорость подачи проволоки возрастает и длина дуги, а вместе с тем и ее напряжение уменьшаются до нормальной заданной величины.
При коротком замыкании, когда напряжение дуги падает почти до нуля, направление подачи электродов меняется, т. е. электрод не подается вперед к основному металлу, а отдергивается назад, и конец электрода удаляется от основного металла. После включения автомата, когда конец электрода еще не касался изделия и дуга отсутствует, напряжение между электродом и изделием равно полному напряжению холостого хода источника тока. Это напряжение выше нормального напряжения дуги, и потому электрод подается вперед, к изделию. Когда конец электрода касается изделия и замыкает накоротко дуговой промежуток, происходит реверсирование подачи е зажигание дуги. Если при отрыве электрода дуга не загорится, описанный процесс повторяют. После зажигания дуги начинается подача электрода вперед к изделию с изменениями скорости подачи соответственно напряжению дуги. Таким образом, длина дуги поддерживается автоматически постоянной с точностью, недоступной для ручной сварки. Современные автоматы поддерживают напряжение дуги с точностью до 0,5 В, что соответствует точности поддержания длины дуги ±0,2-0,3 мм.
Дуговой автомат представляет собой автоматический регулятор, поддерживающий постоянство режима дуговой сварки по возможности независимо от воздействия внешних и случайных возмущающих факторов.
В основу регулирования работы дугового автомата с плавящимся металлическим электродом могут быть положены различные принципы. В настоящее время существует два основных вида дуговых автоматов с плавящимся электродом, различных по принципу регулирования: 1) автоматы с регулированием электриче-ских величин; 2) автоматы с постоянной скоростью подачи электрода.
В автоматах первого типа регулируемой является какая-либо электрическая величина сварочной дуги, регулирующей величиной — скорость подачей электрода. Регулируемой величиной могут служить напряжение, той«или мощность дуги и т. д. В современных автоматах за регулируемую величину принимают обычно напряжение дуги. В сварочной дуге напряжение практически не зависит от силы тока, зависит только от длины дуги, изменяясь пропорционально изменениям длины: U = a+bL.
При наличии автомата, поддерживающего постоянство напряжения дуги, длина дуги останется постоянной и процесс сварки сохранит нормальный характер. Таким образом, регулирование постоянства напряжения дуги эквивалентно регулированию постоянства ее длины. На протяжении десятков лет дуговые автоматы для плавящегося электрода строились только с автоматическим регулированием постоянства напряжения дуги. В. И. Дятлов впервые предложил новый принцип устройства дуговых автоматов для подачи электрода с постоянной скоростью, не зависящей от напряжения дуги или каких-либо других факто-ров. Он впервые обратил внимание на саморегулирование дуги при сварке плавящимся электродом, исследовал это явление и предложил использовать в дуговых автоматах. В ряде случаев саморегулирование дуги протекает настолько интенсивно, что нет необходимости в применении довольно сложных схем автоматического регулирования дуги, — достаточно непрерывно подавать электрод в дугу с постоянной скоростью, равной скорости его плавления.
Саморегулирование дуги вызывается тем, что скорость плавления электрода изменяется с изменением длины дуги: с увеличением длины дуги уменьшается скорость плавления, с уменьшением длины дуги эта скорость увеличивается. При постоянной скорости подачи электрода случайное изменение длины дуги вызывает изменение скорости плавления электрода, направленное на восстановление первоначальной длины дуги.
На интенсивность процесса саморегулирования, помимо других факторов, наиболее сильное влияние оказывают плотность сварочного тока в электроде и форма внешней характеристики источника сварочного тока. При недостаточных плотностях тока саморегулирование протекает так медленно, что начавшееся случайное укорочение дуги часто приводило к короткому замыканию, а удлинение — к обрыву дуги раньше чем в процессе саморегулирования успевала восстановиться нормальная длина дуги. С уве-личением плотности тока быстро возрастает скорость плавления электродной проволоки и интенсивность процесса саморегулирования.
Например, для стальной электродной проволоки при небольших плотностях тока 15-25 а/мм2, дающих скорость плавления электродной проволоки 0,5-1 м/мин, обязательно требуется автоматическое регулирование дуги и постоянная скорость подачи электродной проволоки не может быть использована для этих режимов работы автоматов. При плотностях тока 30-50 а/мм2 и скорости подачи проволоки 1-2 м/мин могут быть использованы как автоматическое регулирование, так и постоянная скорость подачи. Для плотностей тока 50-100 а/мм2 и выше и скоростей подачи проволоки 2-6 м/мин все преимущества — при постоянной скорости подачи. В связи с тенденцией в современной технике к повышению плотностей тока при автоматической сварке быстро возрастает применение автоматов с постоянной скоростью подачи, и этот тип автоматов становится наиболее распространенным. Очень большое значение для саморегулирования дуги имеет форма внешней характеристики источника тока, питающего дугу.
Выше излагались требования к характеристикам источников тока, действительные для сварочного тока небольших плотностей, применяемого при ручной или автоматической сварке. При высоких плотностях тока и постоянной скорости подачи саморегулирование протекает наиболее интенсивно при пологих характеристиках источника тока и лучшие результаты дают источники тока с постоянным напряжением, а в некоторых случаях целесообразны уже не падающие, а возрастающие внешние характеристики, когда напряжение возрастает с увеличением тока.
Дуговой автомат поддерживает горение дуги и подает электродную проволоку. Для получения сварного шва необходимо перемещать дугу по линии сварки. В зависимости от способа перемещения дуги различают подвесные автоматы, самоходные автоматы и сварочные тракторы. Подвесной автомат не имеет механизма перемещения, оно производится отдельным устройством.
Перемещаться может изделие при неподвижном автомате (так обычно выполняются круговые швы) или же автомат, установленный на самоходную тележку, вдоль изделия, например при сварке длинных прямолинейных швов. Возможно и одновременное перемещение автомата и изделия, удобное при выполнении некоторых криволинейных швов. У самоходных автоматов имеется механизм перемещения, конструктивно объединенный с автоматом. Самоходный автомат перемещается по специальному рельсовому пути.
Сварочным трактором называется легкий компактный самоходный автомат, перемещающийся непосредственно по поверхности свариваемого изделия или по легкому переносному рельсовому пути, укладываемому на поверхность изделия. Сварочные тракторы особенно удобны для сварки изделий больших размеров, таких, как корпусы судов, крупные резервуары и т. п.
Приведем краткое описание некоторых дуговых автоматов. В первую очередь рассмотрим автомат с регулированием напряжения, а тем самым и длины дуги за счет изменения скорости подачи электродной проволоки. Примером подобного достаточно совершенного автомата непрерывного действия может служить автомат АДС, изготовляемый заводом «Электрик».
-
Лазерный луч обеспечивает высокую концентрацию энергии (до 10^8 Вт/см2), благодаря возможности его фокусировки в точку диаметром в несколько микрометров. Такая концентрация значительно выше чем, к примеру, у дуги. Сравнимой концентрацией энергии обладает электронный луч (до 10^б Вт/см2). Однако электронно-лучевая сварка осуществляется лишь в вакуумных камерах — это необходимо для устойчивого проведения процесса, лазерная же сварка не требует вакуума, что упрощает и убыстряет тех. процессы. Процесс лазерной сварки осуществляется либо на воздухе, либо в среде защитных газов: Аr, Не, СО2 и др. Лазерный луч, так же как и электронный легко отклоняется, транспортируется с помощью оптической системы.
Для сварки металлов используются твердотельные и газовые лазеры как периодического, так и непрерывного действия. Благодаря высокой концентрации энергии лазерного излучения в процессе сварки обеспечивается малый объем расплавленного металла, незначительные размеры пятна нагрева, высокие скорости нагрева и охлаждения металла шва и околошовной зоны. Эти особенности теплового воздействия предопределяют минимальные деформации сварных конструкций, специфику физико-химических и металлургических процессов в металле шва, высокую технологическую и конструкционную прочность сварных соединений. Лазерная сварка осуществляется в широком диапазоне режимов, обеспечивающих высокопроизводительный процесс соединения различных материалов толщиной от нескольких микрометров до десятков миллиметров. Разнообразие методов и приемов лазерной сварки затрудняет разработку конкретного технологического процесса.
Процесс сварки лазерным излучением весьма сложен и в настоящее время нет теоретической расчетной модели, описывающей его во всей полноте. Как правило, расчеты касаются какой-либо одной из физических характеристик процесса воздействия лазерного излучения на обрабатываемый материал.
Точечная сварка получила распространение с первых дней появления импульсных твердотельных лазеров для выполнения неразъемных соединений в электронике и приборостроении. Точечной сваркой соединяются тонколистовые материалы (при толщине 0,5...2,0 мм), проволока диаметром от 10 до 500 мкм, проволока к подложке, тонкие листы к массивным элементам.
Размеры сварочной ванны, определяющие прочность сварного соединения, зависят прежде всего от длительности лазерного импульса и его энергии. Кроме того, размеры сварочной ванны зависят от коэффициента теплопроводности материала (для более теплопроводной меди размер сварочной ванны меньше, чем у сталей).
При точечной сварке импульсным излучением в зависимости от вида свариваемых материалов используется диапазон плотности мощности излучения q = 1О5...1О6 Вт/см2 и диапазон длительностей импульсов tauи = 2...10 мс. При этом диаметр сварных точек составляет D = 0,1..1,2 мм, а глубина проплавления h = 0,0З...1,3 мм. Производительность точечной сварки определяется частотой генерации импульсов f, скоростью перемещения детали (луча), в хорошо налаженном процессе достигается скорость до 200 сварных точек в секунду.
Шовная сварка обеспечивает надежное механическое соединение, высокую герметичность сварочного шва. Шовную сварку выполняют как с помощью импульсного излучения с высокой частотой генерации импульсов, так и с помощью непрерывного излучения. Последнее позволяет сваривать толстостенные детали.
Основными параметрами процесса шовной импульсной и непрерывной сварки, определяющими качество сварного соединения, считаются: энергия импульса Е, длительность воздействия лазерного излучения на обрабатываемый материал tauи, диаметр сфокусированного излучения d, частота следования импульсов (для ИПР) f и положение фокальной плоскости лазерного луча относительно поверхности свариваемых деталей F. Все параметры обычно определяются экспериментально, в зависимости от требований технического процесса. Приблизительно, tи =10-4...10-2 d = 0.05... 1 мм, средняя скорость сварки — до 5 мм/с, f — до 20 Гц.
Качество металла сварных соединений, выполненных непрерывным лазерным излучением, по сравнению с традиционными видами сварки очень высокое. Как правило, в этом случае механические свойства металла шва превосходят свойства основного металла в исходном состоянии. Повышение механических свойств связано с получением мелкозернистой структуры переплавленного металла и металлургической очисткой и дегазацией расплава сварочной ванны при лазерном воздействии.
Лазерная сварка с глубоким проплавлением принципиально отличается от сварки с неглубоким проплавлением тем, что при образовании сварного соединения образуется газовый канал, по которому поднимается испаренный металл. Зона провара имеет вытянутую форму, шов не широкий, глубокий.
Защита при лазерной сварке
Для защиты шва применяются газы аргон и гелий, помимо защиты они обеспечивают более эффективное проплавление, меняя параметры образующейся плазмы, ускоряют вывод газов, испаренного металла. Можно добиться значительного увеличения глубины проплавления, но качество шва, при высоком расходе газа, ухудшается, появляются поры.
Повышения эффективности сварки можно добиться и применением дополнительного источника нагрева. В качестве такого источника может быть использована, например, электрическая дуга, подведенная с любой стороны шва. Увеличивается глубина проплавления, скорость резки. При подведении дуги, сопоставимой по мощности с лазером скорость проплавления увеличивается в четыре раза.
Достоинства:
- В отличие от сварки электронным лучом, не требует вакуумной камеры, отсутствует рентгеновское излучение, на луч не влияют магнитные поля, возможна сварка магнитных материалов, так же, сварка лазером дешевле, чем сварка электронным лучом.
- Пятно нагрева очень мало, при большой глубине проплавления, как следствие малы деформации свариваемых деталей, высокая точность, высокое качество сварного шва.
- Процесс бесконтактен — возможна сварка в труднодоступных местах, проведение сварки через прозрачные материалы, в жидких прозрачных средах.
- Гибкая, широкая настройка процесса, без необходимости смены оснастки, легкое перемещение луча по поверхности детали по любой траектории.
- В отличие от сварки электронным лучом, не требует вакуумной камеры, отсутствует рентгеновское излучение, на луч не влияют магнитные поля, возможна сварка магнитных материалов, так же, сварка лазером дешевле, чем сварка электронным лучом.
-
Сварным соединением как конструктивным элементом называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла. Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Разделение этих понятий необходимо потому, что сварной шов как связующая часть соединяемых элементов определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки. Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами — зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу й пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении.
По форме сопряжения свариваемых элементов можно выделить следующие основные типы сварных соединений: стыковые (рис. 1,а), тавровые (рис. 1, б и в), угловые (рис. 1, г), нахлесточные (рис. 1,д).
Сварные швы подразделяют по форме поперечного сечения на стыковые (рис. 2, а) и угловые (рис. 2, б). Разновидностью этих типов являются швы пробочные (рис. 2, в) и прорезные (рис. 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые.
С помощью стыковых швов образуют в основном стыковые соединения (рис. 1, а), с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения (рис. 1, б-д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения.
Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рис. 3, а); без разделки кромок — одно-сторонние и двусторонние (рис. 3, б); с разделкой одной кромки — односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рис. 3, е); с односторонней разделкой двух кромок; с V-образной разделкой (рис. 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рис. 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рис. 3, е).
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине. По форме поперечного сечения швы могут быть без разделки кромок (рис. 4, а), с односторонней разделкой кромки (рис. 4, б), с двусторонней разделкой кромок (рис. 4, в).
По протяженности угловые швы могут быть непрерывными (рис. 5, а) и прерывистыми (рис. 5, б), с шахматным (рис. 5, в) и цепным (рис. 5, г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами (рис. 5, д).
Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов — их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие.Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези. В отдельных случаях прорезь может заполняться и пол-ностью.
Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента: зазор b, притупление с, угол скоса кромки beta и угол разделки кромок alfa, равный beta или 2 betaСуществующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины при односторонней сварке ручной — до 4 мм, механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в глубь соединения и полного проплавления кромок на всю их толщину.
Стандартный угол разделки кромок в зависимости от способа варки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны 1ва в неудобном потолочном положении или кантовать свариваете изделия.Притупление с обычно составляет 2 ± 1 мм. Его назначение — обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5-2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более.
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину (см. рис. 1, б и в), особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
-
 4
4
-
-
@Космос, оставляйте жалобы на сообщения, которые высчитаете лишними.
-
@sabanur, в этой тему (выделили сообщения в отдельную тему).
-
@Сергейб3, может сделаете обзор аппарата со своим отзывом в соответствующем разделе?
-
Миротворец, аву можно только удалить. Добавить ее может только пользователь.
-
1
-
-
Миротворец, доступен для всех зарегистрированных пользователей.
-
нет.отправлять во флуд -
Информация не акутальна. Заполнение профиля доступно для всех. Тема закрыта.
-
@Ribak1976, еще у нас есть карта пользователей.
-
1
-
-
@ARGONIUS, с Днем рождения! Здоровья, успехов в работе, семейного благополучия и добра!
-
http://samlib.ru/img/w/wasina_e/8marta/40624261_s8_marta.jpg
-
3
-
-
Уточню, что Елена @Elen является организатором выставки и, на сколько я понимаю, сможет ответить на любые вопросы.
-
Для нагрева места сварки можно использовать превращение механической энергии в тепловую при трении.
Сварка трением иногда используется для заварки днища у баллона для сжатых газов. Отрезок цельнотянутой стальной трубы с предварительно нагретым концом насаживают на быстро-вращающуюся оправку. К вращающейся заготовке приближают обжимку, осаживающую металл и придающую ему полусферическую форму днища баллона. При быстром вращении заготовки осаживаемый металл быстро разогревается трением между обжимкой и заготовкой в процессе осадки; его температура не снижается, а растет за счет механической работы сил трения. В результате трения металл днища сильно разогревается и осаживается с образованием утолщения.
Для соединения круглых цилиндрических стержней или трубок детали закрепляют в зажимах машины и приводят в соприкосновение торцами. Одна деталь остается неподвижной, другая приводится во вращение со скоростью 500-1500 об/мин и все время прижимается к неподвижной детали. Вследствие трения торцы деталей быстро разогреваются и через короткое время доводятся до оплавления; автоматически выключается фрикционная муфта, прекращая вращение шпинделя; затем производится осевая осадка деталей. В ряде случаев способ оказался весьма эффективным. Он отличается высокой производительностью (машинное время для разных деталей 1,5-50 сек), высоким качеством и стабильностью сварки, поскольку процесс автоматизирован, все параметры (число оборотов, усилие осадки, время сварки) отличаются большим постоянством. Способ весьма экономичен и обладает высоким к. п. д. Потребление электрической мощности 15-20 вт/мм2, а потребление электроэнергии в 7-40 раз меньше, чем при контактной электросварке; нагрузка трехфазной сети, питающей приводной электродвигатель, вполне равномерна; cos f = 0,8.
Способ позволяет сваривать разнородные металлы (алюминий с медью, алюминий со сталью, медь со сталью и пр.). Ширина зоны влияния сварного соединения не более 2-3 мм. Особенно эффективна сварка заготовок металлорежущего инструмента сверл, метчиков и т. д. из углеродистой и быстрорежущей стали.
-
Суровое иркутское время.25 часов в сутки-
2
-
-
24 часа в сутки. Вопросы по движку вы можете задать в личке.сколько Администрация затрачивает -
@morgmail, можно зайти к человеку в профиль и посмотреть карту.
это и сообщение выше будут удалены как флуд.
-
1
-
-
@morgmail, устное предупреждение. У вас была возможность дополнить опрос любыми вариантами. Более того, если напишите нормально, то и текущий еще можно будет изменить. Но, скорее всего, вам просто не интересны рейтинги, т.к. "любой подобный опрос, вообще нельзя считать корректным и тем более доверять ему". Мнение принято, просто не участвуйте в подобных темах и, тем более, опросах.
Добавил в опрос 2 бренда и включил возможность удаления своего голоса (можно переголосовать в связи с изменением опроса по ходу его проведения).
-
Способ основан на использовании процесса диффузии металлов. Соединяемые детали помещают в сварочную камеру, заполняемую инертным или восстановительным газом (в нашей промышленности применяется редко) или вакуумируемую, с поддержанием постоянного вакуума порядка (102 — 105) мм рт. ст. Детали в камере нагревают и сдавливают удельным давлением порядка 0,5-2 кГ/мм2. Вакуум поддерживается непрерывной работой вакуумных насосов, откачивающих газы, поступающие в сварочную камеру через неплотности системы, а также адсорбированные поверхностями аппаратуры и непрерывно выделяемые нагреваемым металлом с поверхности и из объема.
Очень важна температура нагрева металла: сталь обычно нагревается до 800° С. Происходит очищение поверхности металла, удаляются поверхности загрязнения и адсорбированные газы, восстанавливаются и растворяются в металле окислы. Поверхности сварки должны быть хорошо обработаны механически для обеспечения соприкосновения по всей поверхности сварки. Непрерывно действующее давление сминает все выступы и неровности горячего металла и обеспечивает необходимое прилегание по всей поверхности.
Процессы очистки, пригонки поверхностей и диффузии идут довольно медленно, и требуется 5-20 мин, а иногда и более, для завершения процесса сварки. Нагрев деталей обычно электрический, причем в разных случаях используется излучение нагревателей, иногда теплопередача от нагревателей через теплопроводность; возможен и индукционный нагрев.
Температура нагрева и ее контроль имеют большое значение, уже небольшое ее повышение значительно ускоряет диффузию; с другой стороны, нагрев может снижать качество металла. Способ отличается большой универсальностью в отношении свариваемых металлов: возможна сварка многих сочетаний разнородных металлов, а также металлов с металлокерамическими сплавами, металлов с керамикой, с графитом и т. д. Способ получил уже достаточно широкое применение для различных случаев, часто трудновыполнимых другими способами.
-
Горновая сварка — древнейший вид сварки давлением. На протяжении почти трех тысячелетий человечество широко пользовалось железом, не умея его расплавить, поэтому к железу нельзя было применять давно известную литейную сварку и была изобретена горновая сварка, способ, как бы предназначенный для железа. Расцвету и развитию горновой сварки чрезвычайно способствовал и сам способ производства железа, существовавший на протяжении тысячелетий до второй половины XIX столетия.
При горновой сварке сталь нагревают до перехода в пластическое состояние, нагретый металл подвергают сдавливанию в процессах ковки (кузнечная сварка), прокатки, прессования, волочения и т. д. Сталь нужно нагревать до температуры 1100-1300° С, Всяком случае выше точки превращения alpha-gamma.
Рассмотрим кратко основные процессы, происходящие в металле с повышением его температуры, остановившись для примера на углеродистых сталях. С повышением температуры по достижении критической точки Ас3 обычное alpha-железо переходит в gamma-железо, хорошо растворяющее углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объему металла, который переходит в однородный аустенит. При дальнейшем повышении температуры наблюдается рост зерен металла, т.е. границы между зернами исчезают, несколько мелких зерен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре и начинается сварка, т.е. образование в пограничной зоне новых кристаллических зерен, заимствующих материал для своего роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями.
Прочность сварки растет с увеличением температуры и давления в известных пределах. При чрезмерном повышении температуры могут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведет к снижению прочности сварного соединения.
Свариваемость давлением в пластическом состоянии весьма различна у различных металлов. Отличной свариваемостью обладает низкоуглеродистая сталь. С повышением содержания углерода свариваемость быстро падает, и стали с содержанием углерода свыше 0,7% плохо свариваются давлением. Плохо свариваются также многие легированные стали, цветные металлы. Чугун практически не сваривается давлением в пластическом состоянии.
Место сварки можно нагревать различными источниками тепла. Особенно высоких температур не требуется, и необходимый нагрев может быть получен в различных печах и горнах, отапливаемых твердым, жидким или газообразным горючим. Большинство обычных горючих материалов при сжигании их с воздухом в печах надлежащего устройства обеспечивает достаточный нагрев.
Поверхности свариваемых деталей, даже тщательно зачищенные предварительно, в процессе нагрева обычно значительно окисляются, слой окислов делает сварку невозможной. Для очистки поверхности сварки от окислов необходимо прибегать к химической очистке, применяя флюсы, образующие с окислами металла легкоплавкие соединения, легко выдавливаемые из стыка в процессе осадки и, таким образом, позволяющие приводить в соприкосновение совершенно чистые поверхности металла.
При нагревании стали образуется железная окалина, состав которой колеблется между окислами FeO и Fe3O4, достаточно тугоплавкими и не расплавляющимися при температуре белого каления. Эти окислы имеют основной характер, поэтому для их офлюсования или ошлакования, т.е. перевода в легкоплавкие соединения, жидкие при температуре сварки, следует применять окислы кислотного характера, нелетучие и достаточно стойкие при температуре сварки. Флюсами при горновой сварке могут; служить: бура Na2B4O7, борная кислота В(ОН)3, поваренная соль NaCl, мелкий речной или кварцевый песок, бой оконного стекла, а также их смеси.
После нагрева и офлюсования места сварки выполняют операцию осадки. Осадка вызывает значительную деформацию металла, течение его вдоль поверхностей соединения, способствующее перемешиванию и взаимной диффузии частиц металла соединяемых частей. Величина необходимого удельного давления при осадке зависит от свойств свариваемого металла и температуры нагрева. Чем выше нагрев, тем меньшее требуется давление осадки. Осадка может производиться ручной или механической проковкой места — прессованием, прокаткой. Таким путем может быть получена, например, многослойная листовая сталь. Подобным же образом изготовляют биметалл посредством совместной прокатки разогретых заготовок, например стали и никеля, углеродистой стали и нержавеющей стали или меди и т. д.При горновой сварке всегда довольно велика вероятность оставления окислов, окалины и других загрязнений на поверхностях металла, подлежащих сварке. Нагрев до пластического состояния не обеспечивает удаления загрязнений в процессе осадки, в особенности при значительных размерах сечений сварки. Поэтому для повышения надежности горновой сварки стремятся увеличить поверхность соприкосновения соединяемых частей, с этой целью поверхность перед сваркой соответственным образом подготавливают и разделывают. Если осадка производится, например, проковкой таким образом, что она уменьшает сечение металла места сварки, то прибегают к предварительной высадке соединяемых частей. Несмотря на относительную простоту процесса и отсутствие расхода дефицитных материалов, горновая сварка в настоящее время мало используется, отходя на второй план, уступая место современным, более совершенным и производительным способам сварки.Существенными недостатками горновой сварки являются: медленность нагрева металла и, следовательно, низкая производительность процесса; сложность процесса осадки, требующего значительной квалификации рабочих; недостаточная надежность получаемого сварного соединения. К этому присоединяется возможность значительного роста зерна, перегрева и пережога металла ввиду продолжительности процесса нагрева. Малая производительность делает горновую сварку дорогой, а прочность сварного соединения получается пониженной и колеблющейся в широких пределах. Эти причины и объясняют постепенное вытеснение горновой сварки в современном производстве.Разновидностью горновой сварки являются способы, при которых изделие для нагрева не помещается в специальную печь, а место сварки нагревается специальными сварочными горелками. Методом подобного рода является газопрессовая сварка. Место сварки возможно нагревать более дешевыми промышленными газами, сжигаемыми в смеси с воздухом в специальных горелках. За горелками следует осадочное устройство в форме молотов, производящих проковку шва, прокатных вальцов, сварочных роликов, катящихся по шву, производящих осадку и осуществляющих таким образом сварку деталей, чаще всего стальных листов.Имеются отрасли производства, где горновая сварка и сейчас сохраняет ведущее положение, например производство сварных газовых труб, преимущественно небольших диаметров, не свыше 100 мм. Полосы стали нагревают в печах, затем нагретая полоса со свертышем на конце протаскивается через волочильную оправку со скоростью несколько десятков метров в минуту, происходит свертывание полосы в трубу и заварка продольного шва. Производство таких труб имеет массовый характер, и они выпускаются тысячами километров для газовых, водопроводных сетей и пр.Сохранила горновая сварка значение в производстве различного составного инструмента из поделочной и инструментальной углеродистой стали (топоры, ломы, кирки и т. п.).
Если осадка производится, например, проковкой таким образом, что она уменьшает сечение металла места сварки, то прибегают к предварительной высадке соединяемых частей. Несмотря на относительную простоту процесса и отсутствие расхода дефицитных материалов, горновая сварка в настоящее время мало используется, отходя на второй план, уступая место современным, более совершенным и производительным способам сварки.Существенными недостатками горновой сварки являются: медленность нагрева металла и, следовательно, низкая производительность процесса; сложность процесса осадки, требующего значительной квалификации рабочих; недостаточная надежность получаемого сварного соединения. К этому присоединяется возможность значительного роста зерна, перегрева и пережога металла ввиду продолжительности процесса нагрева. Малая производительность делает горновую сварку дорогой, а прочность сварного соединения получается пониженной и колеблющейся в широких пределах. Эти причины и объясняют постепенное вытеснение горновой сварки в современном производстве.Разновидностью горновой сварки являются способы, при которых изделие для нагрева не помещается в специальную печь, а место сварки нагревается специальными сварочными горелками. Методом подобного рода является газопрессовая сварка. Место сварки возможно нагревать более дешевыми промышленными газами, сжигаемыми в смеси с воздухом в специальных горелках. За горелками следует осадочное устройство в форме молотов, производящих проковку шва, прокатных вальцов, сварочных роликов, катящихся по шву, производящих осадку и осуществляющих таким образом сварку деталей, чаще всего стальных листов.Имеются отрасли производства, где горновая сварка и сейчас сохраняет ведущее положение, например производство сварных газовых труб, преимущественно небольших диаметров, не свыше 100 мм. Полосы стали нагревают в печах, затем нагретая полоса со свертышем на конце протаскивается через волочильную оправку со скоростью несколько десятков метров в минуту, происходит свертывание полосы в трубу и заварка продольного шва. Производство таких труб имеет массовый характер, и они выпускаются тысячами километров для газовых, водопроводных сетей и пр.Сохранила горновая сварка значение в производстве различного составного инструмента из поделочной и инструментальной углеродистой стали (топоры, ломы, кирки и т. п.).Видео: Кузнечная сварка якоря
http://www.youtube.com/watch?v=enWWtf2rcDE -
В работах по строительству подводных частей различных сооружений, подводных трубопроводов, гидростанций, портовых сооружений, мостов, в судоподъемных, судоремонтных и спасательных работах и т. д. часто возникает необходимость выполнения сварочных работ под водой. Пока удалось практически применить под водой дуговую электросварку. Возможность получения устойчивого дугового разряда в жидкой среде — воде, масле и др. — была установлена опытным путем еще в конце прошлого столетия. Дуга горит в газовом пузыре, образуемом и непрерывно возобновляемом за счет испарения и разложения окружающей жидкости тепловым действием дугового разряда.
Дуговая электросварка под водой впервые осуществлена и изучена в Советском Союзе в 1932 г. Константином Константиновичем Хреновым. Оказалось, что дуга постоянного тока при питании от обычного источника тока горит под водой вполне устойчиво при условии, что электрод покрыт достаточно толстым слоем водонепроницаемого покрытия.
Особенно удивительно, что под водой дуга плавит металл почти так же быстро, как и на воздухе, несмотря на интенсивное охлаждение окружающей средой. Это обстоятельство объясняется саморегулированием состояния дугового разряда. Сила тока в разряде устанавливается регулированием источника, саморегулирование дуги меняет падение напряжения на отдельных участках разряда. Усиление отдачи энергии в окружающую среду автоматически повысит напряжение и мощность дуги, компенсирующие увеличение отдачи энергии, уменьшение потерь энергии во внешнюю среду вызовет снижение напряжения дугового разряда.
Охлаждение дуги водной средой повышает напряжение и тепломощность дуги, в результате идет интенсивное плавление металла. Для успеха сварки существенное значение имеет покрытие электрода; оно должно иметь достаточную толщину, 30% веса электродного стержня. Покрытие электрода, омываемое водой, расплавляется медленнее электродного стержня, поэтому при горении дуги покрытие на конце электрода образует так называемый козырек, способствующий формированию и удержанию газового пузыря, необходимого для нормального горения дуги.
Газовый пузырь при горении дуги непрерывно растет, увеличиваясь в объеме; затем газы его прорываются и поднимаются на поверхность, газовый пузырь уменьшается в объеме до минимума и снова начинает расти, что повторяется несколько раз в секунду. Газ пузыря состоит преимущественно из водорода, получаемого при разложении паров воды; кроме того, в нем имеются продукты разложения электродного покрытия, пары железа, пары воды, окись углерода, азот и пр. Водород, растворяющийся в наплавленном металле, образует поры и снижает пластичность металла. Поэтому необходима водонепроницаемость покрытия и отсутствие влаги в нем. Испарение воды в покрытии и электролиз с обильным выделением водорода на поверхности электродного стержня разрушают покрытие, срывают его с электродного I стержня и быстро приводят электрод в негодность. Особенно водонепроницаемым должно быть покрытие для работ в соленой морской воде.
Водонепроницаемость придают электродам специальной обработкой. После нанесения покрытия, его просушки и прокалки, I покрытие пропитывают и покрывают различными водонепроницаемыми составами. Например, проваривают электроды в расплавленном парафине (этот состав очень слабый, пригоден лишь для пресной воды). Лучший результат дает раствор целлулоида в ацетоне, а также бакелитовый лак. Наилучшим считается раствор синтетических смол в дихлорэтане. Стержни электродов из сварочной стальной проволоки Св-08 имеют диаметр 4-5 мм.
Пары железа и материалов электродного покрытия, соприкасаясь с водой, конденсируются, образуя мельчайшие коллоидальные частицы, в первую очередь окислов железа; эти частицы долгое время не осаждаются в воде и образуют в зоне сварки темно-бурое облако мути, мешающее наблюдению и работе сварщика-водолаза. Образование мути зависит и от состава электродного покрытия, одно из требований к нему — минимальное образование мути.
При удовлетворительном качестве электродов дуга почти так же устойчива, как и при работе на воздухе. Обычно работа производится на постоянном токе нормальной полярности. Возможна работа и на переменном токе. На постоянном токе вполне устойчива и угольная дуга, но она пока не находит применения. Интенсивное расплавление металла дугой позволяет выполнять обычные формы сварных соединений во всех пространственных положениях.
Наплавленный металл удовлетворителен по прочности, содержит повышенное количество водорода и его показатели пластичности понижены. Зона влияния сужена, структура металла носит признаки ускоренного охлаждения после сварки.
Водолаз-сварщик работает в тяжелом мягком водолазном снаряжении, обеспеченном телефонной связью (рис). Излучений дуги, проходя сквозь толстый слой воды, уменьшают свою интенсивность; все же для уменьшения утомляемости глаз в передний иллюминатор шлема вставлено цветное стекло; меняя положение головы, сварщик может смотреть через цветное стекло или помимо него. Держатель электродов имеет особую конструкцию, тщательно изолирован по всей поверхности для уменьшений утечек тока. Сварочный ток подается по гибкому кабелю с усиленной изоляцией. Водолаз-сварщик находится в особенно трудных условиях работы. Видимость зоны сварки, как правило, недостаточна. Сварщик стеснен в движениях водолазным снаряжением; недостаточна устойчивость сварщика, его постоянно сносит с занятого положения; каждое резкое движение отбрасывает сварщика в сторону. Поэтому для сварки под водой характерны дефекты, не встречающиеся в наземных работах: пропуски, сбой с линии сварки, нерасплавление одной из кромок шва и т. п.
Сварка возможна как в пресной, так и в соленой морской воде. В последней необходима тщательная изоляция электрододержателя. Даже небольшие неизолированные участки металлических деталей могут вызывать значительные утечки тока, до нескольких десятков ампер. В соленой воде дуга может зажигаться без касания электродом, лишь при приближении его к любому металлическому предмету, находящемуся в воде, хотя бы и не присоединенному проводом к источнику тока. Все металлические предметы в зоне сварки оказываются подсоединенными к источнику тока через воду. Поэтому в результате неосторожного приближения электрода к металлическим частям водолазного снаряжения, например к шлему или нагрудной манишке, водолаз может прожечь их.
Несмотря на трудности работы водолаза-сварщика и не очень высокое качество сварных соединений, подводная сварка получила довольно широкое практическое применение в судоподъемных, судоремонтных, аварийно-спасательных и прочих работах. Успешному применению подводной сварки способствует пригодность для подводных работ без всяких переделок обычных нормальных источников тока для сварки на воздухе. При обычных подводных работах сварочный ток берется в пределах 180-240А, напряжение дуги 30-35В; лишние 5-7В против сварки на воздухе идут на покрытие тепловых потерь, создаваемых окружающей водной средой.
Значительный интерес представляет возможность применения сварки на больших глубинах. Опыт сварки на глубинах до 100 м показал, что дуга горела устойчиво, ее расплавляющее действие усиливалось, что благоприятно для сварки. Имеются лабораторные исследования горения дуги при давлениях до 1200 am, что превышает давление на дне величайших глубин океанов; горение дуги протекало нормально, и она сохраняла свои обычные свойства.
Однако условия подводных работ весьма тяжелы для человека. При глубине свыше 20 м начинается интенсивное растворение азота в крови; при подъеме водолаза с уменьшением давления мельчайшие пузырьки азота выделяются, вызывая болезненные ощущения (кессонная болезнь). Поэтому подъем со значительных глубин опасен для жизни водолаза, и его производят медленно, с остановками по определенному графику. Кроме того, с увеличением давления на значительных глубинах самочувствие человека ухудшается. На глубинах 50-70 м нормальная продолжительность работы водолаза составляет всего 15 мин, а продолжительность его подъема в несколько раз превышает эту величину. Поэтому работа становится практически невыполнимой на глубине, превышающей 30-40 м.
Единственный путь увеличения производительности подводной сварки и распространения ее на значительные глубины — это механизация и автоматизация процесса сварки с максимальным сокращением времени пребывания человека подводой. Основная цель автоматизации в этом случае освободить человека от выполнения работ в особо тяжелых условиях. Имеются успешные результаты применения шланговых полуавтоматов и автоматов в подводных условиях с голой проволокой диаметром около 2 мм с вдуванием защитного газа аргона в зону дуги или без подачи газа. Применение простейшего шлангового полуавтомата повышает производительность труда водолаза-сварщика и сокращает время его пребывания под водой в 5-10 раз. В дальнейшем, с созданием комплекса автоматических устройств с телевизионным наблюдением и надводным управлением, станут возможными подводные сварочные работы на любых глубинах.-
3
-
Автоматическая дуговая сварка
в Остальные вопросы
Опубликовано