Лидеры




Популярный контент
Показан контент с высокой репутацией 01.07.2013 во всех областях
-
Небольшой фотоотчёт .Как я провёл воскресение.Позвонил директор авиакомпании.:Приезжай , на самолёте прокачу.Я приехал,и началось. Готов к вылету.Техобслуживание пройдено... А этому предстоит плановый ремонт. Предполётная подготовка. Кабина пилотов,загрузились. Бурундайский аэропорт. С высоты птичьего пролёта.(голубь наделал) на лобовое стекло. Рыбоводческие пруды. Исторический памятник.(Сакские курганы) Заход на посадку. А в окончании отчёта небольшое отступление. Надо отремонтировать. "Прокатился",- называется!!!










 2 балла
2 балла -
Выход один, не рубить ентот провод!1 балл
-
Набираете в поиске по форуму(правый верхний угол страницы)- *СВАРКА ТРУБ* и читаете по снимочку-тыцhttp://firepic.org/images/2013-07/01/yja74fx2zmzj.jpg1 балл
-
Да, 15 и 16 контакты - включение источника сварки, 17 и 18 контакты - регулировка сварочного напряжения.1 балл
-
у старых плёночных фотиков были свои преимущества ..можно было поиграть выдержкой к примеру выставить на максимум...ночью сфотать обьект..прикрыть обьектив крышкой и переставить обьект на другое место...(и так несколько раз)..в итоге на одном кадре одна местность..но один и тот же обьект несколько раз в разных местах...я так целую армию самого себя делал так же на фотоплёнке пытался делать мультики (пять минут позора и путевка в артек на кинофестиваль)1 балл
-
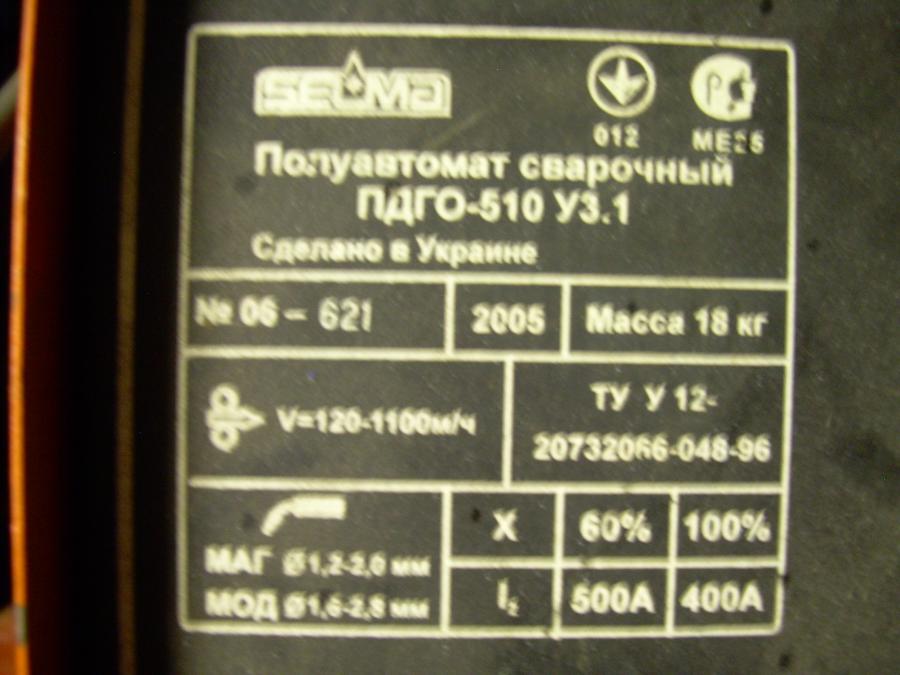
На подающем механизме шильд никаких нет, на всякий случай сфотографировал саму таблицу, хреново правда получилось, но видно все, это единственные надписи на механизме, за исключением картинок под органами управления. Розетку на ВДУ пробовал тестером проверять, только на каких то трех контактах было какое то несуразное напряжение, типа 47 и что то за 50, по моему умозаключению, может какое напряжение, которое регулирует силу тока. Такое впечатление, что там вообще не должно быть напряжения для двигателя подачи, контакты какие то тонкие, на самом ПДГО контакты 9 и 11-утолщенные. Кстати, при нажатии кнопки на горелке, в выпрямителе включается какой нибудь контактор, или при холостом ходе токосъемник горелки все равно под напряжением,три провода потенциометра с панели механизма подачи все равно как соединять с аналогичными проводами регулятора на ВДУ и тумблер, напротив которого нарисована рука и дистанционное управление предназначен для переключения пользования потенциометрами выпрямителя и подачи? Я так думаю, что разъем на ВДУ нужно будет ставить 12-ти пиновый и полностью его подключать откуда придется, дополнительный транс ставить не хочу, спасибо, что сказали, что там на колодке точно есть 27 В, буду искать. И кто точно знает, подскажите точную распиновку 10-ти контактной колодки на ВДУ, все таки половину проводов надо будет брать от туда. Там нет 20-ти штекерного разъема, только 10-ти контактная колодка со значком пульта дистанционного управления.
 1 балл
1 балл -
Покой на веселую голову полез вчера термометр подключать в общую кучу - подключил , теперь обшибка гдето - неадекватно ток замеряет ночь на поиски ошибки - никак, голова сломалась, .1 балл
-
Данная машина ранее изготавливалась на заводе "Электрик " г. Санкт-Петербург. Сейчас завода больше нет- был благополучно развален лет семь назад для строительства бизнес-центра. Часть сотрудников занимавшихся контактной сваркой сейчас работают в http://electric-npo.ru/, занимаются в том числе и модернизацией своих ранее выпущенных моделей.1 балл
-
Вы красавцы чесслово. Тока с лазерами аккуратнее, он может даже отраженным от стекла или железяки лучом сломать глАзки.1 балл
-
ОК 46 электрод хороший для мелкой трубы. При толщине стенки 3мм вариться без фаски, в один проход(не я придумал,такое требование у нас) Этими электродами я бы варил без отрыва, в один проход. Лично я бы торцанул заготовки болгаркой, зачистил внутри(чтобы грязи небыло), фаску на такой толщине снимать не надо, зачистил бы края заготовок до металичекого блеска(хотя бы на 10мм - это если лень зачищать) состыкавал с зазором около 2мм(можно использовать для выставления зазора спички, электрод д=2мм, диск отрезной от болгарки 1,5-2 мм и тд). Насчет сварочного тока, я давно не варил ВДГ-З, попробую так описать -Разные аппараты варят по разному и отображают значение тока тоже по разному(тоесть взять два разных аппарата оба могут отображать 100А, а по факту один выдает 90А, а другой 112А уже не говоря про баластники), да еще могут быть накручены фрункции типа форсажа и наклона дуги(когда они есть). Поэтому трудно сказать про необходимый сварочный ток, вот когда работал со сварогом на 3мм ОК 46 - 75-80А поставил бы, а когда работал с BlueWeld поставил бы 70-75А.В целом когда варишь одним и темже аппаратом или хотябы одной и тойже моделью, то уже чувствуешь когда и сколько поставить. Тут у нас малый диаметр и малая толщина стенки, если варить без отрыва, нужно ставить низкий ток,(в таких случаях хорошо помогает функция горячий старт если она есть).[Если варить с отрывом то тут проще можно поставить ток 90А и избегать прожега отрывами дуги.] Если расматривать стык как циферблат часов, я бы начал варить на 6:30 и закончил бы, на 11:30,варил бы без каких либо движений(никаких колебаний, ведешь электрод ровно). Когда доходишь до 5:00 часов(место на стыке когда потолок переходит в вертикал) здесь метал стремиться стекать в низ и нужно увеличивать скорость сварки, чтобы метал не утек, а когда выходишь на 2:00 часа(Место на стыке, где вертикал переходит в нижнее), то на оборот скорость сварки снижаешь, иначе высота шва здесь будет маленькой. Когда пол стыка сварено, то болгаркой удаляю по 5 мм сварочного шва с низу и верху, немного развальцовываю концы шва(чтобы в замках провар был нормальный) и довариваю стык. Если всеже варить с отрывом, то изменений было бы не много - зазор я бы поставил 3мм и как уже говорил ток около 90А, а варил бы всеравно в один проход. если были бы электроды LB-52U, то варилбы как и ОК 46, но с УОНИИ 13/55 я так не могу. УОНИИ 13/55 Бывали случаи, когда УОНИИ 13/55 попадались отменного качества и ими можно было легко варить, но чаще всего эти электроды были хреновыми и у них было много брака. Поэтому варить УОНИИ 13/55 в один проход, как положено при такой толщине, я бы не стал. И так: опять без фаски, но зазор я бы поставил 2,5-3мм, ток выставил бы на корень побольше где то 80-85А, тут я бы варил без отрыва и не затягивая - стенка тонкая и держать ванну бесполезно она все равно сбежит и будет прожег. Нужно быстро пробегать по стыку. Я попробую объяснить, но это надо пробывать самому и я незнаю насколько понятным получиться описание: И так: зажигаю электрод, и здесь я совершаю движения напоминающие сварку с отрывом, тоесть - ставлю каплю увожу электрод, возвращаюсь и ставлю еще каплю и тд. Но в отличае от сварки с отрывом, дуга у меня не гаснет, я уважу электрод немного вперед и возвращаю его назад, дуга очень короткая, движение электрода очень быстрое, а капли формирующие корень шва мелкие и я довольно быстро продвигаюсь по стыку вперед. Ну а потом остаеться зачистить корень и положить облицовку. P.S. Всем любителям поспорить объясняю:так варил бы я - никто не мешает вам написать как варилибы вы. Любой контроль мои стыки при такой сварке проходят(не раз проверено)-если кто варит по другому и его стыки проходят контроль - то молодец. Вцелом есть поговорка -"кто как хочет так и дро...". Я опустил различные требования и нормативы, чтобы не разводить писанины и рассуждений стоит ли их соблюдать, тут опять можно вернуться к поговорки -"кто как хочет так и дро..."1 балл
-
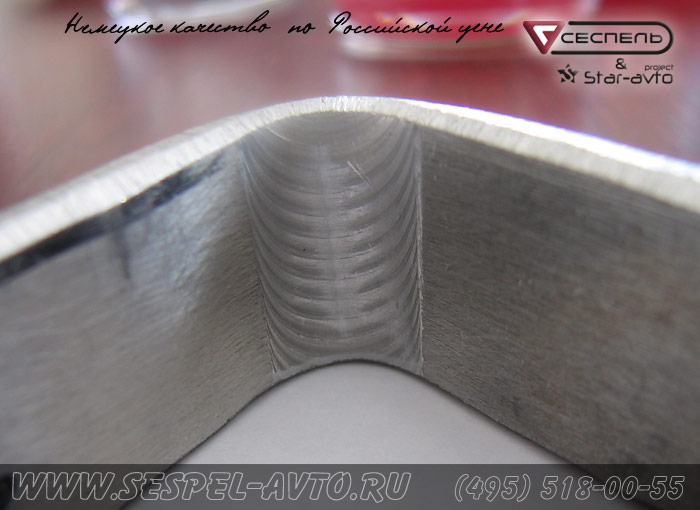
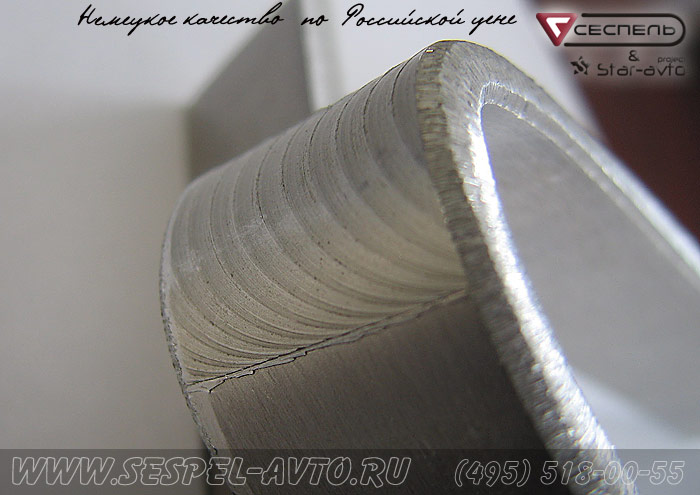
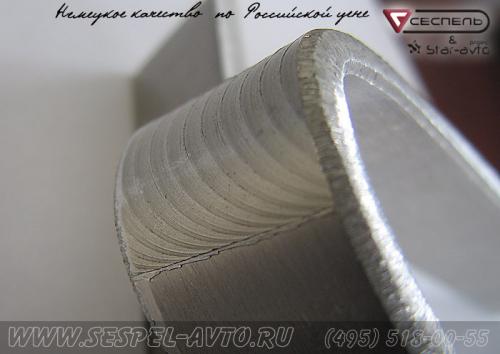
Нашел вот что - Ротационная сварка (трением). Сварка алюминиевых автоцистерн этим способом. Пробы на изгиб .


 1 балл
1 балл -
Заплата 12-12 см . Подгоняю по форме бака и прихватываю с прижимом по углам , и по сторонам (если большая), без присадки стараюсь . Потом простукиваю слегка для более плотного прилегания и провариваю (с максимальной скоростью слегка продавливая ), не встречал чтобы заплату раздувало или коробило - в основном втягивает сам бак - очень не люблю этого , приходится пробивать и ставить почаще прихватки . На фото шов проходит по центру заплаты , пришлось слегка выгнуть ее . И видно следы от молотка - там бак начал втягиваться во время прихватки - пришлось подстучать . Вообще , если делать какследует этот бак - нужно вскрытие . Слижком продавлен он на кроштейнах (поэтому то его при сварке и ведет внутрь) . Бак с Рено - самая ненадежная конструкция (плоские поверхности бака), их везут больше всего . 40р-см итого - 1.9тр1 балл
-
Дополнительно, это я так понимаю на подогрев? Да. Порошок подается на поверхность, температура которой 800-900 С. Резаком этого достичь быстрее и дешевле. Для сварки только ацетилен. Или есть варианты? например тот же пропан, или МАФ? С МАФ не работал, ничего сказать не могу. С пропаном работал, но пришел к выводу, что оптимально - ацетилен. Качество наплавки выше, некоторые порошки при работе горелки на пропане плохо флюсуются. Да и доля ацетилена в стоимости покрытия незначительна, так что экономить на ацетилене не стоит.1 балл
-
Баллон ацетиленовый ---- 4000 р. Баллон кислородный ----- 3000 р. Два редуктора ---------- 1500 р Шланг Ф6 20м ----------- 500 р. горелка ГН2 ------------ 1500 р. ------------------------------------ ИТОГО 10500 р. Это прикидочно, по минимуму. Цены по регионам отличаются. По хорошему понадобится еща 2 баллона (кислород + пропан) два редуктора к ним, шланг, резак пропановый. Это еще примерно 7500 р.1 балл
-
На нерже теска тож нишьтяк, жаль фото нет, на ней фишка есть, присадочную проволоку горелую толкать не следует, необходимо обкусывать, пассатижи всегда с собой и все нормально, а и и с че, при концовке из любой следует подержать сопло с обдувом на металл и результат очевиден. Обкусывать можно и тройку, кисть качаешь1 балл
-
500. 2.Стык аргонодуговой. 3.Полуавтомат в чистом аргоне с сплющенным соплом для более лучшей защиты для угловых соединений. Экономно . Фишку плющить придумал сам, сопла изготавливал токарь на выходе внутренний диаметр 22мм., когда стандарт идет 15. Одно овал другое круг большим диаметром и варите полуавтоматом в аргоне даже не порошковой проволокой. Защита хорошая.


 1 балл
1 балл -
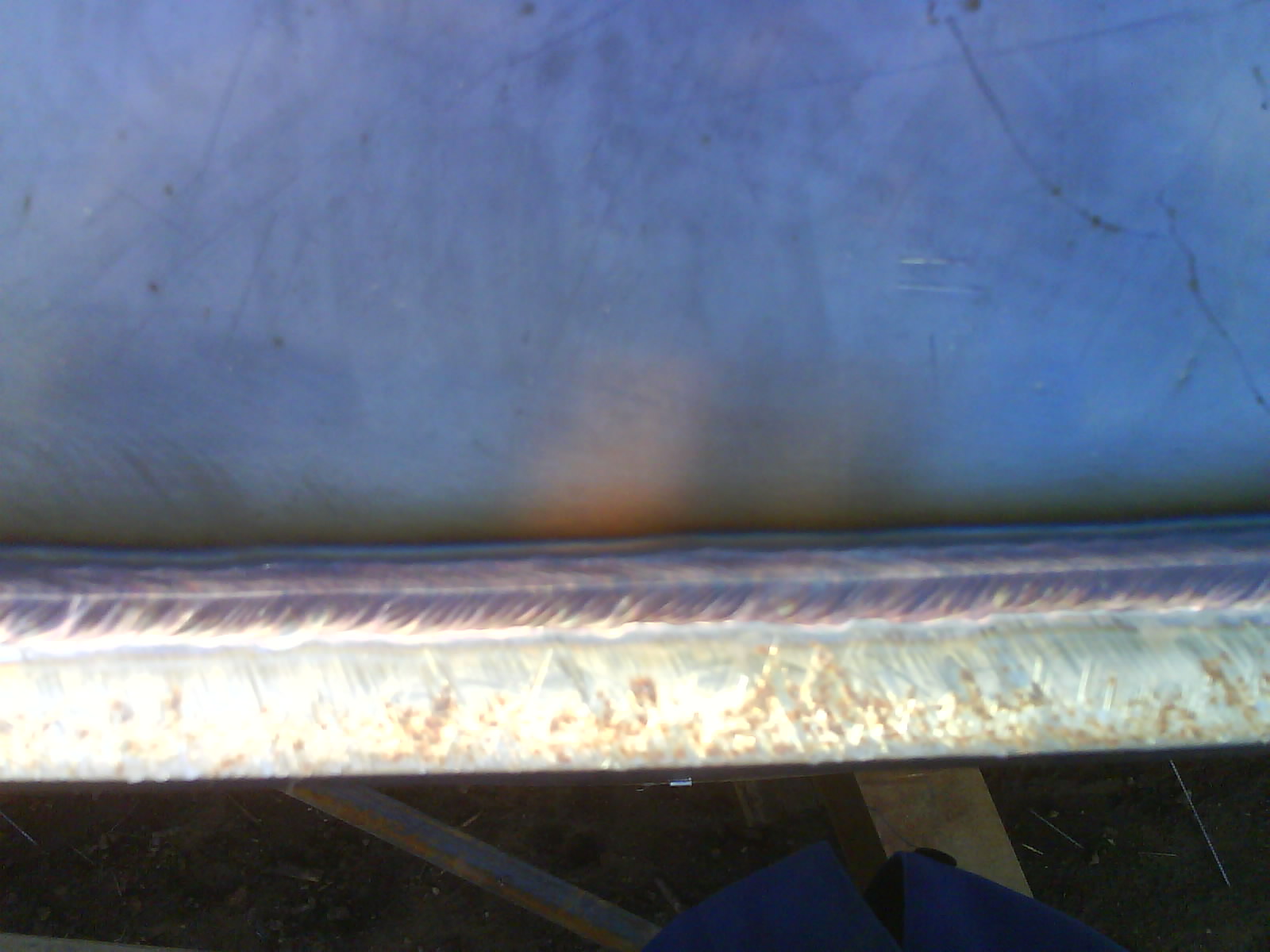
Газопровод четырех сотая
 1 балл
1 балл -
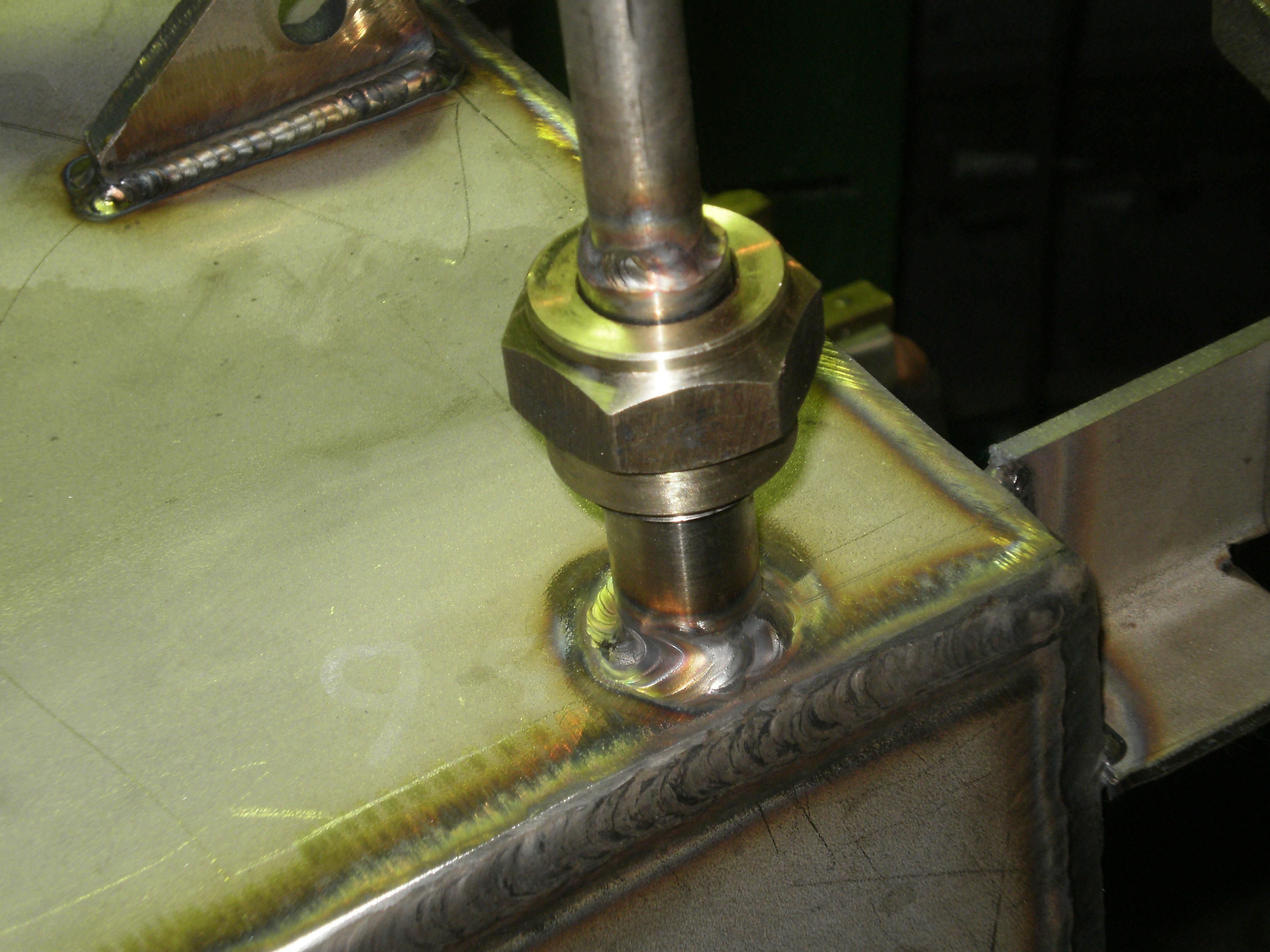
Пасиб. Бак нержа толщина 5мм сварка в нутри угловой шов ток 177 ампер присадка 2мм, снаружи ток 156 ампер присадка 3мм без разделки кромок напуск 3мм с расплавкой обеих кромок. фланец ток 187ампер присадка 2мм на приличной скорости. расход в приделах 12-16 ( в основном стоит 14) сопло на внеших швах10 электрод максимально в нутри горелки. На угловых 7ка. На счет аргона не сталкивался,может большой вылет электрода? И еще мне нравится варить диаметром 2,4 с довольно острой заточкой. Посмотреть бы???1 балл
-
В основном жостко зажимаю коонструкцию по всей длинне шва (например в кондукторе), сварка на предельном токе с максимальной скоростью Нержавейка 3мм ток 107 ампер сварка в один проход без присадки на максимально возможной скорости, вертикальная полка жостко зажата планкой толщиной 18мм , длинна стола 2520мм ширина 770 мм
 1 балл
1 балл -
Немного нержавейки


 1 балл
1 балл