Лидеры




Популярный контент
Показан контент с высокой репутацией 29.12.2023 в Сообщения
-
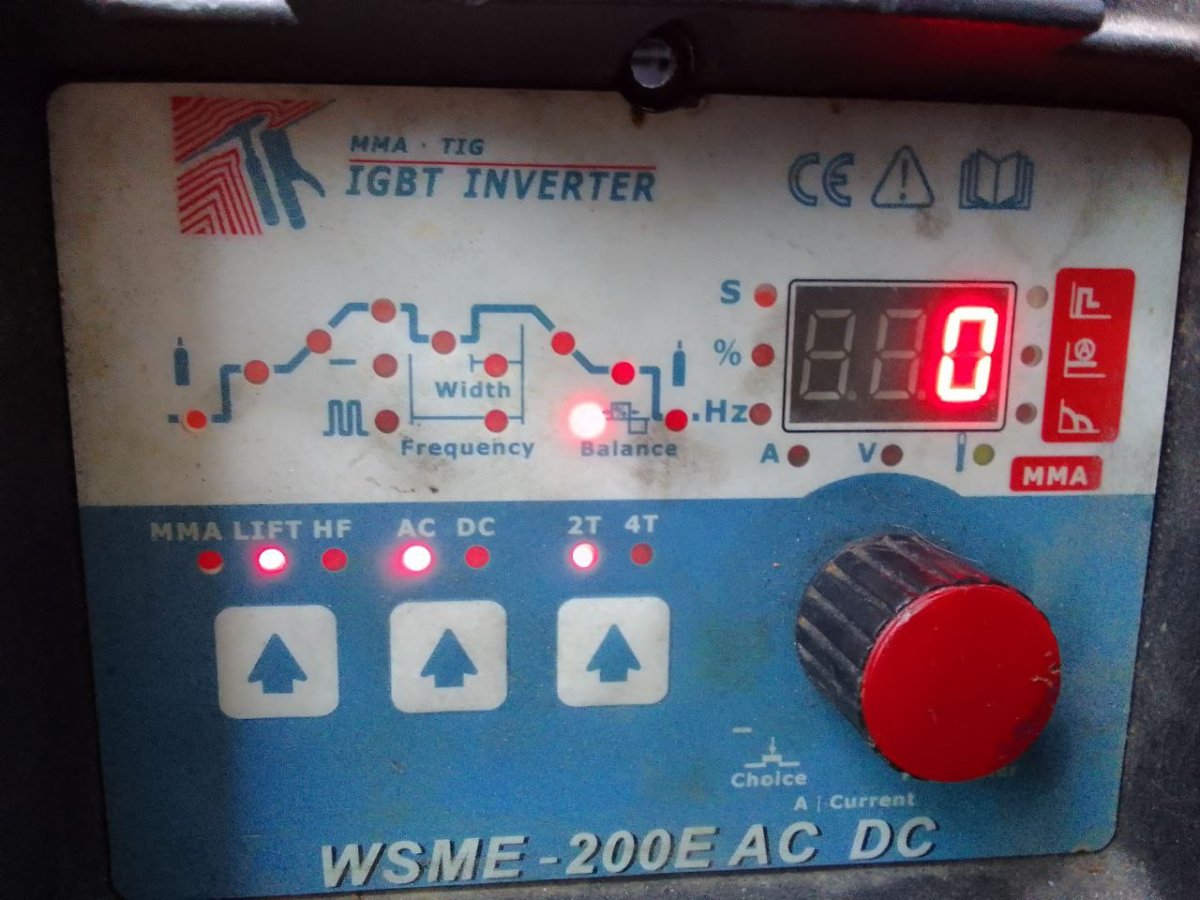
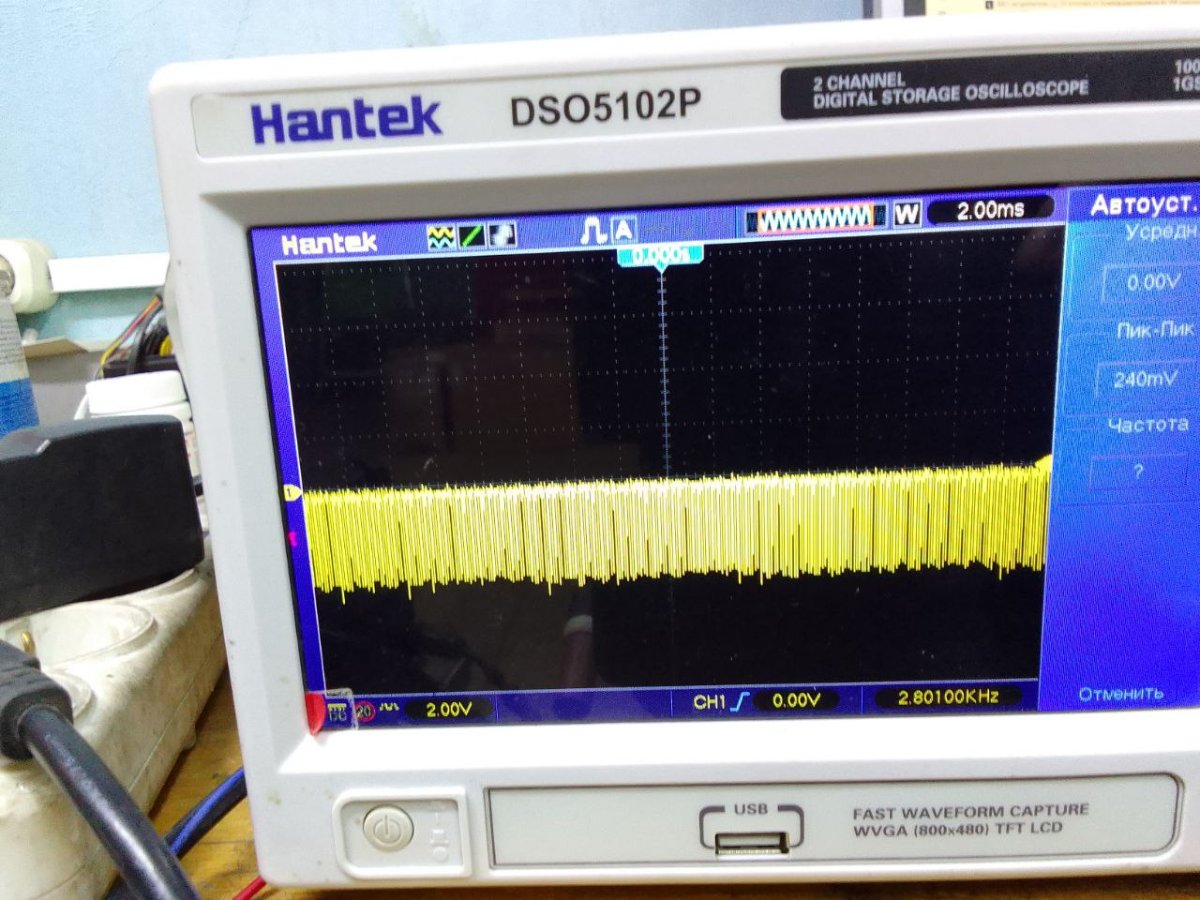
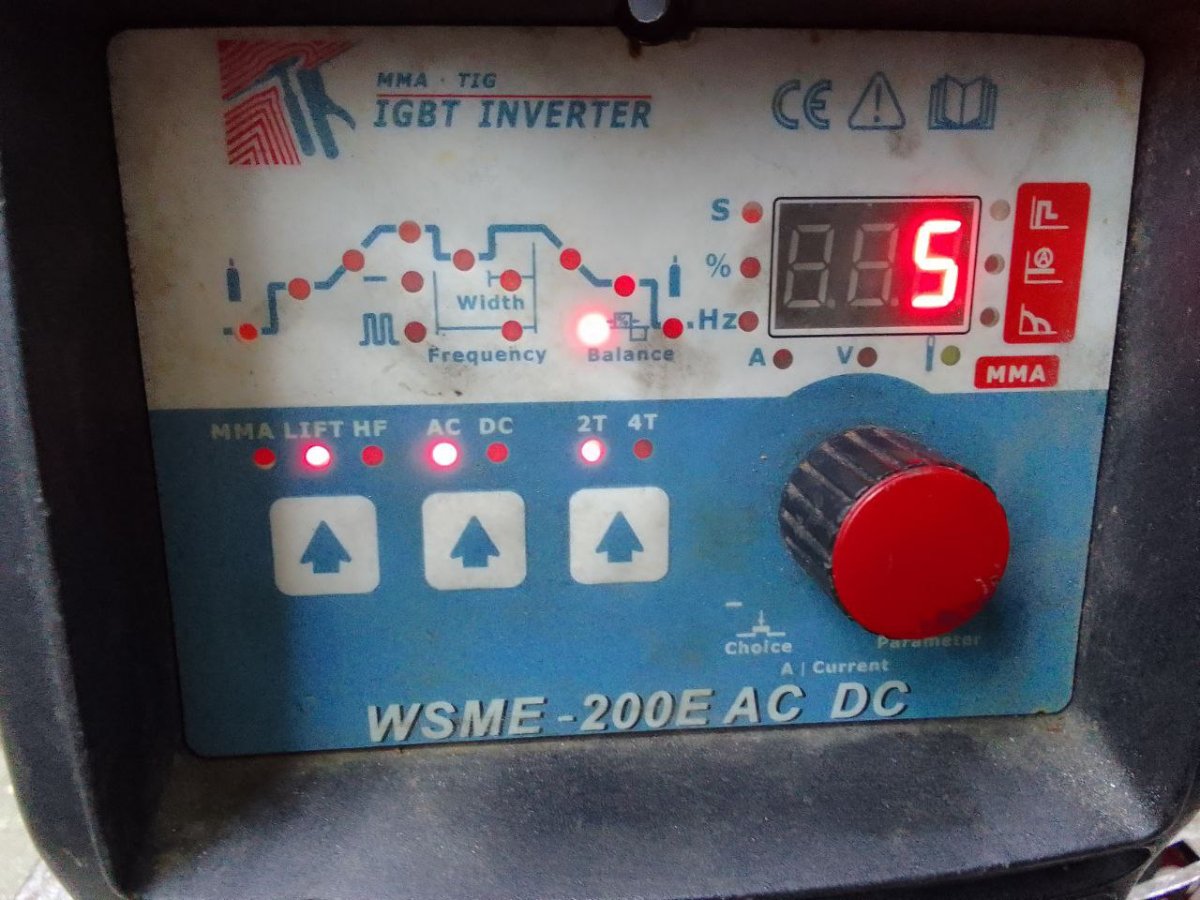
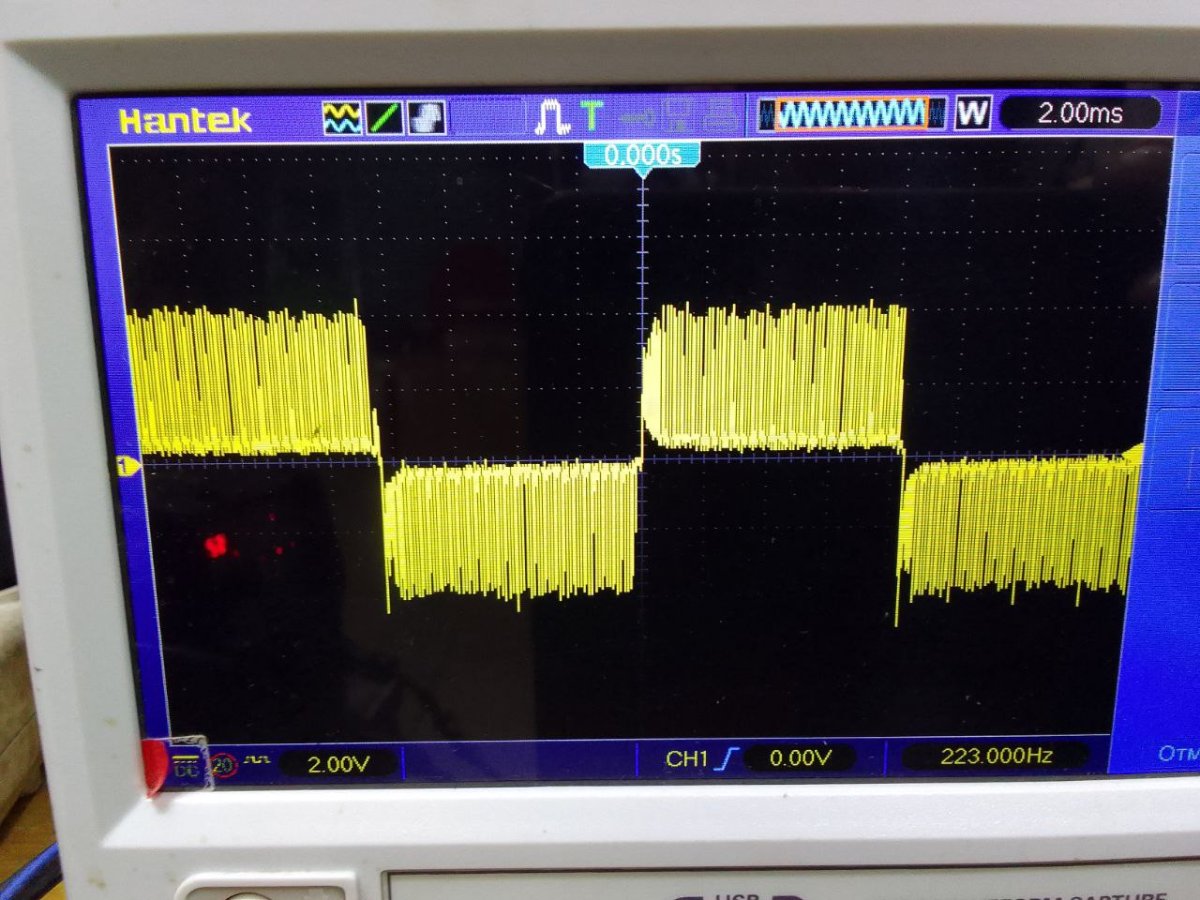
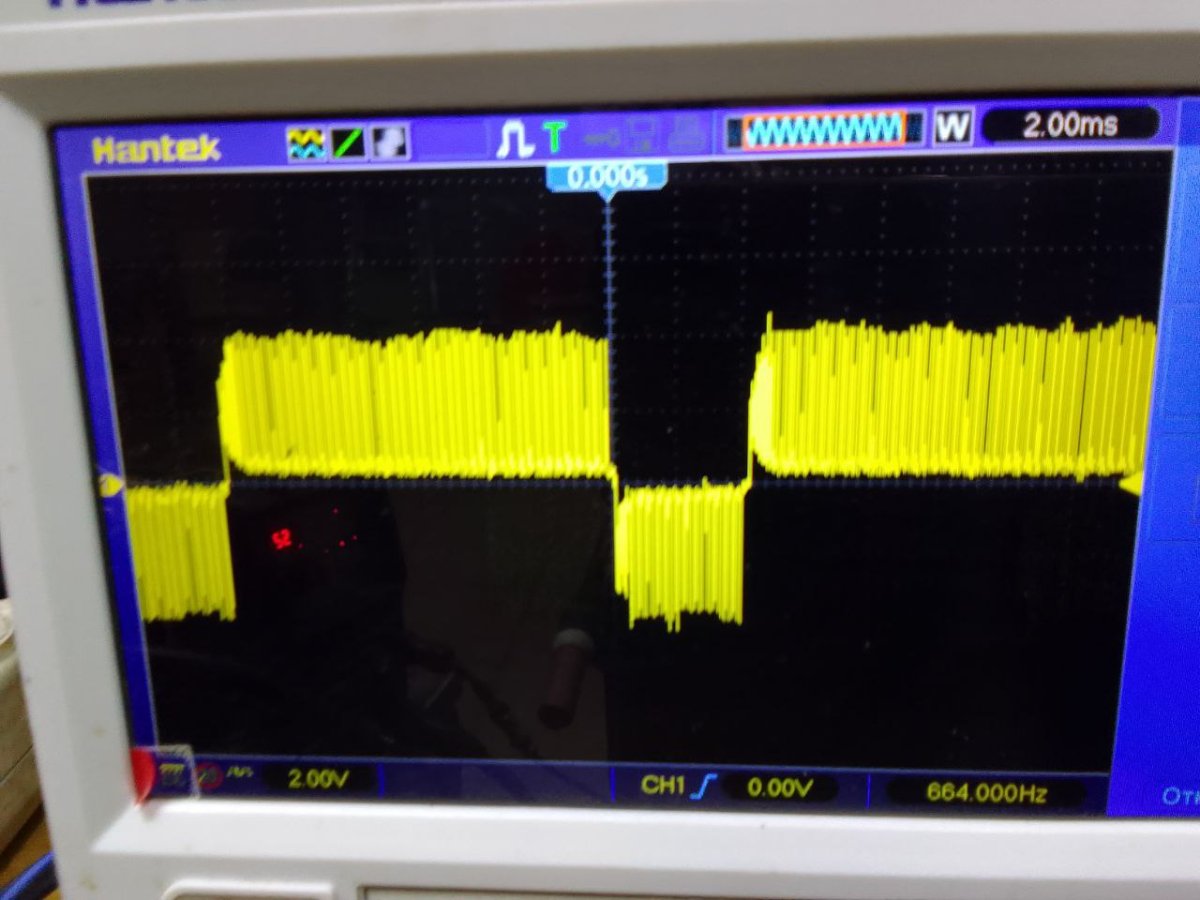
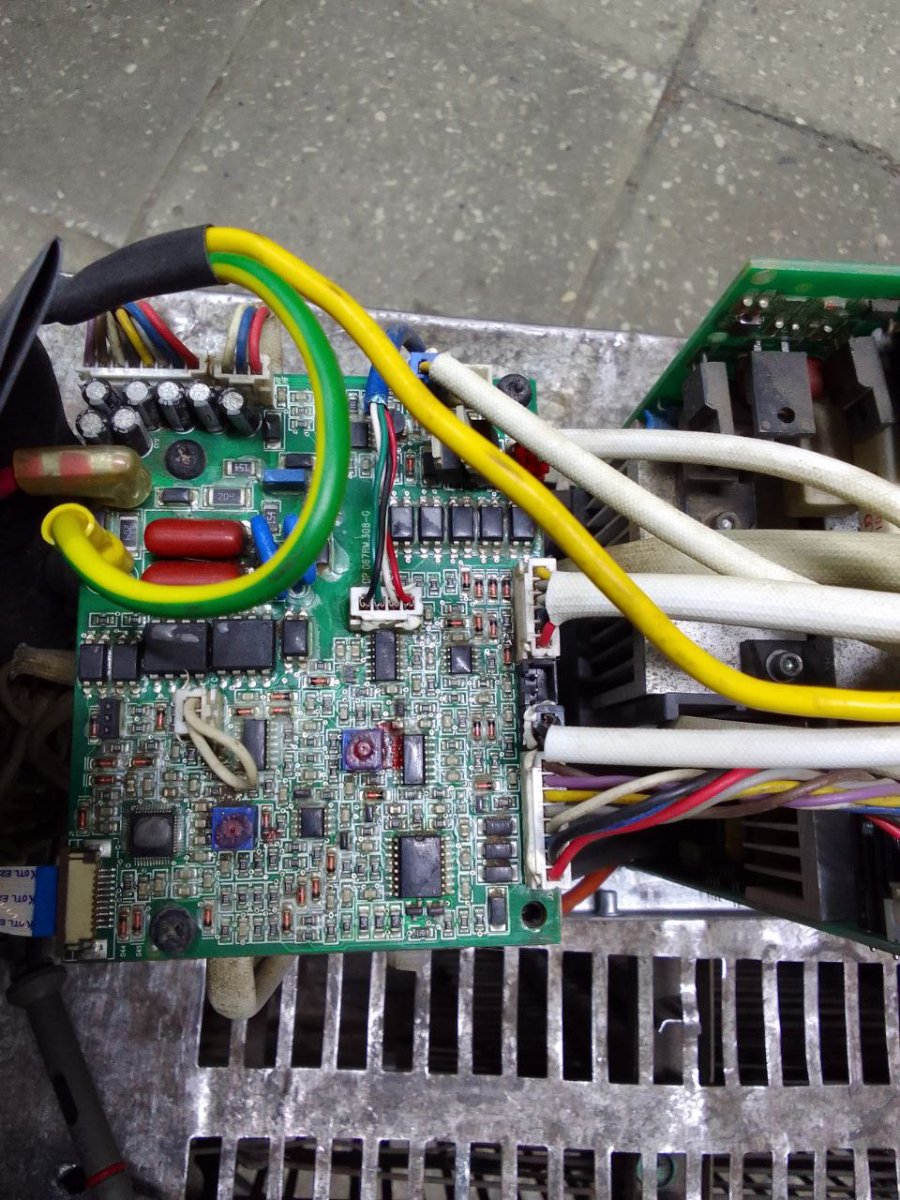
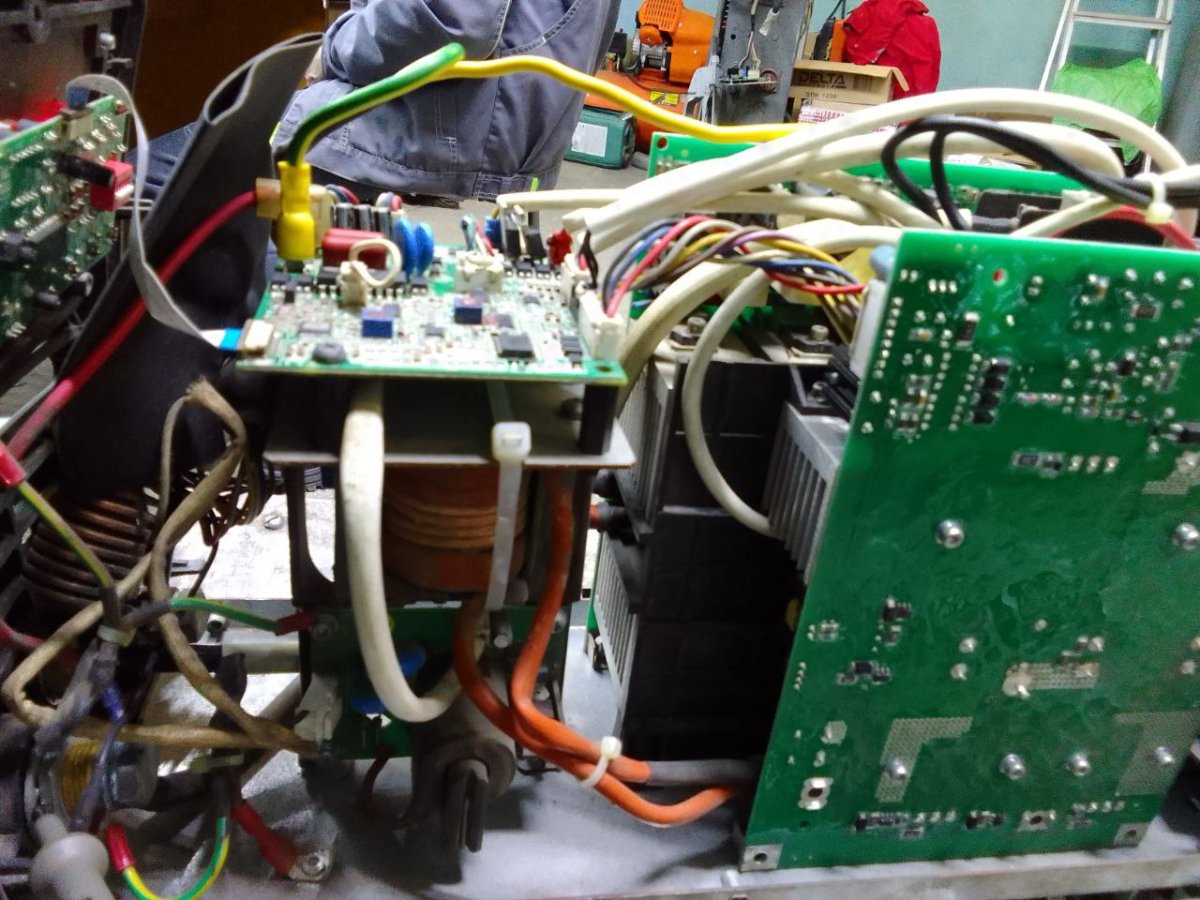
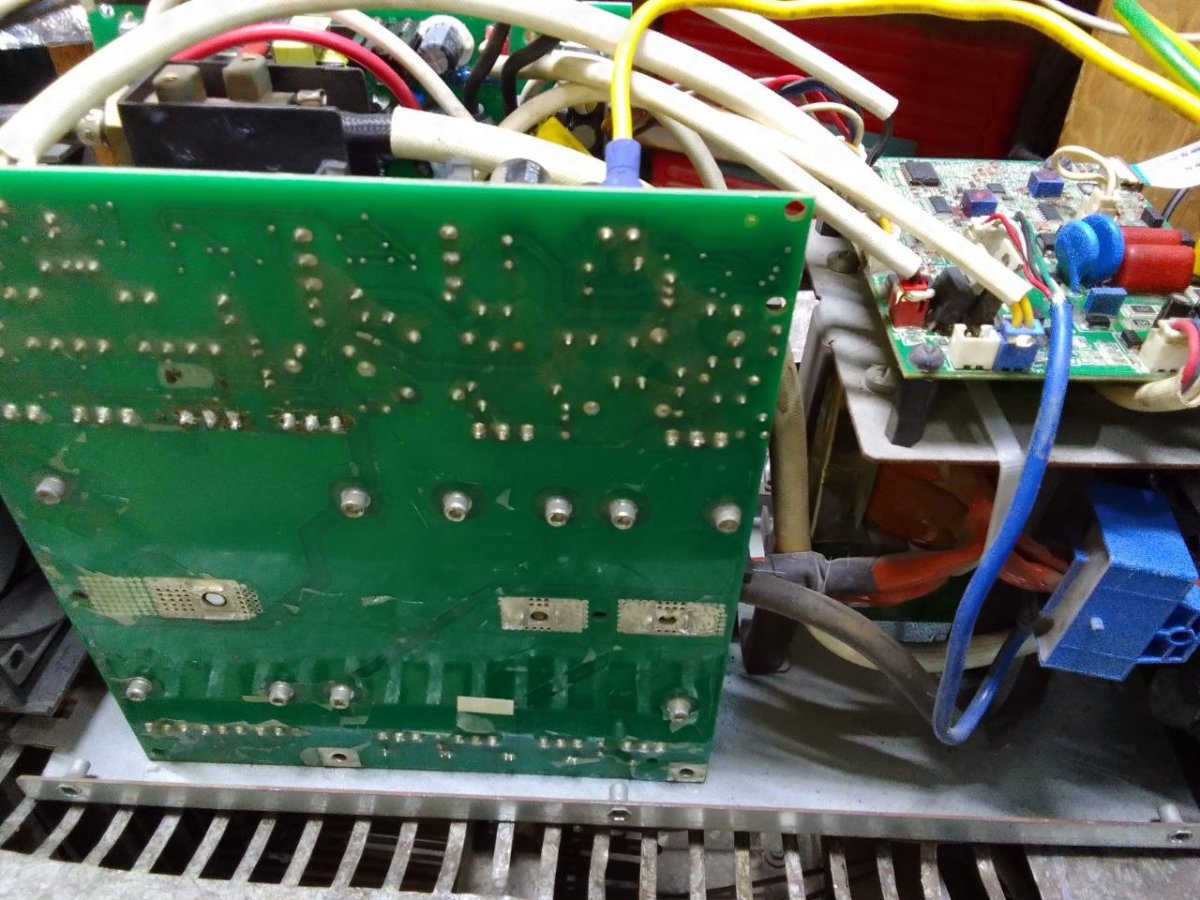
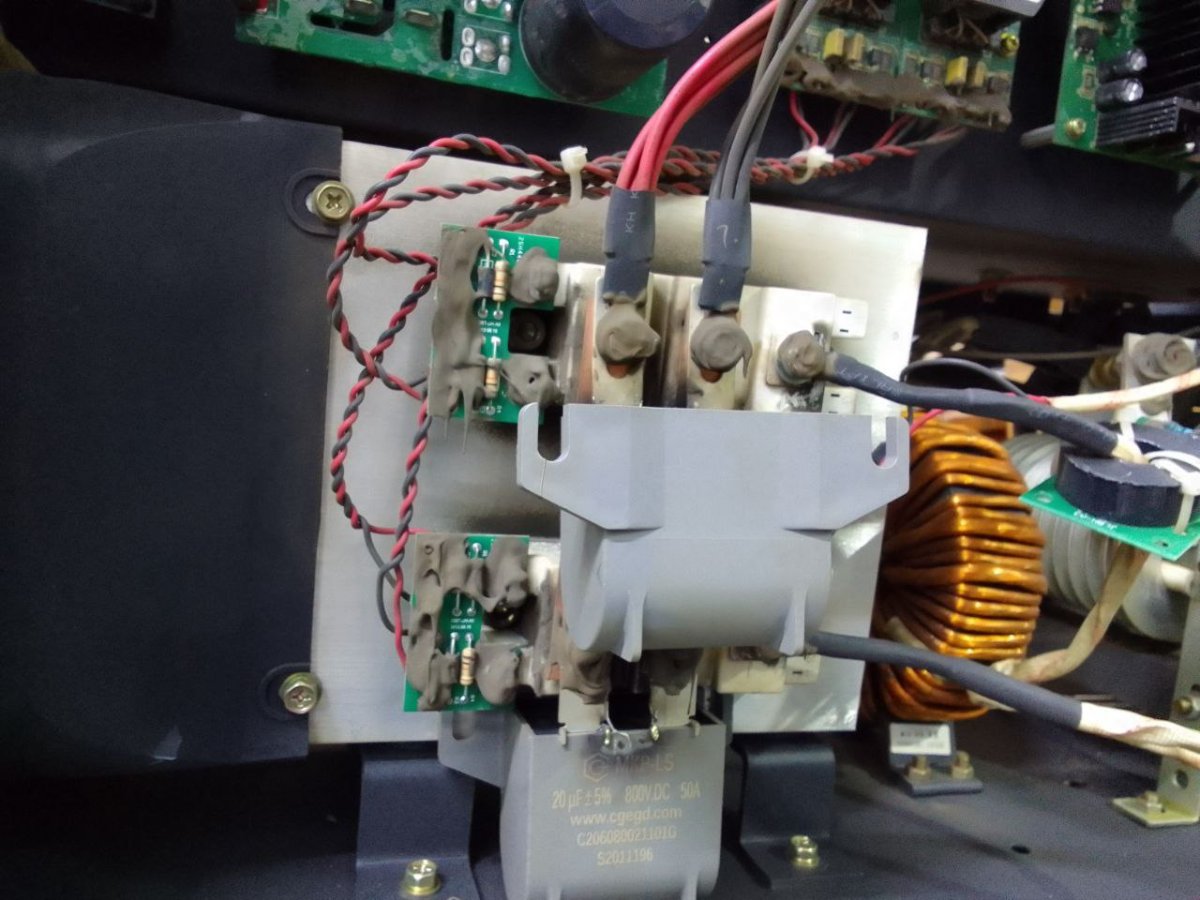
Прислали Гроверс WSME 200E AC-DC. Проблема - не сваривает на переменке. Почистил, проверил на осциллографе сигналы. Потом на сварку. Всё норм. Похоже, либо я где-то убрал косяк при мойке и чистке, либо аргон грязный. Что уже даже тут обсуждалось. Заодно решил показать осциллограммы с выхода аппарата. На первых показан нулевой баланс и реальное смещение плеч при этом (примерно 30-70%). На фото видно, что зажигание происходит на постоянке. Затем показал, что при балансе равном 5 получается 50% баланс в реалии. Далее смещение баланса при -5. Похоже 85-15%. Также можно увидеть, что каждый квадрат разделён на мелкие иголки. В аппаратах этой фирмы есть модель с изменением формы выходного тока. Силовая часть там практически идентична, различается управление, точнее производительность контроллера. Вот именно этими иголками (ШИМ модуляция) и производится аппроксимация форм выходного тока. В реалии в инверторных сварочных аппаратах АС-ДС, переменка всегда будет на выходе в форме квадрата, но расстояние между этими иголками варьируется в зависимости от формы выходного тока так, что усреднённое значение тока получается в виде нужной формы. Вот такой краткий и наглядный рассказ про то, как работают аппараты с изменением формы выходного тока.
 6 баллов
6 баллов -
https://www.yaplakal.com/findpost/130327330/forum2/topic2717058.html2 балла
-
Сталкивался, понимаю. Когда сидение пилота напоминает" отработку навыков на практике "Сварочные дефекты".1 балл
-
Аргументы против,только обоснованные, для данного случая.1 балл
-
Больше похоже на членом вредительство. В моем личном рейтинге рукодельщиков, авиаторы-самоделкины - самые беспечные люди и сильно опережают гаражных авторемонтников.1 балл
-
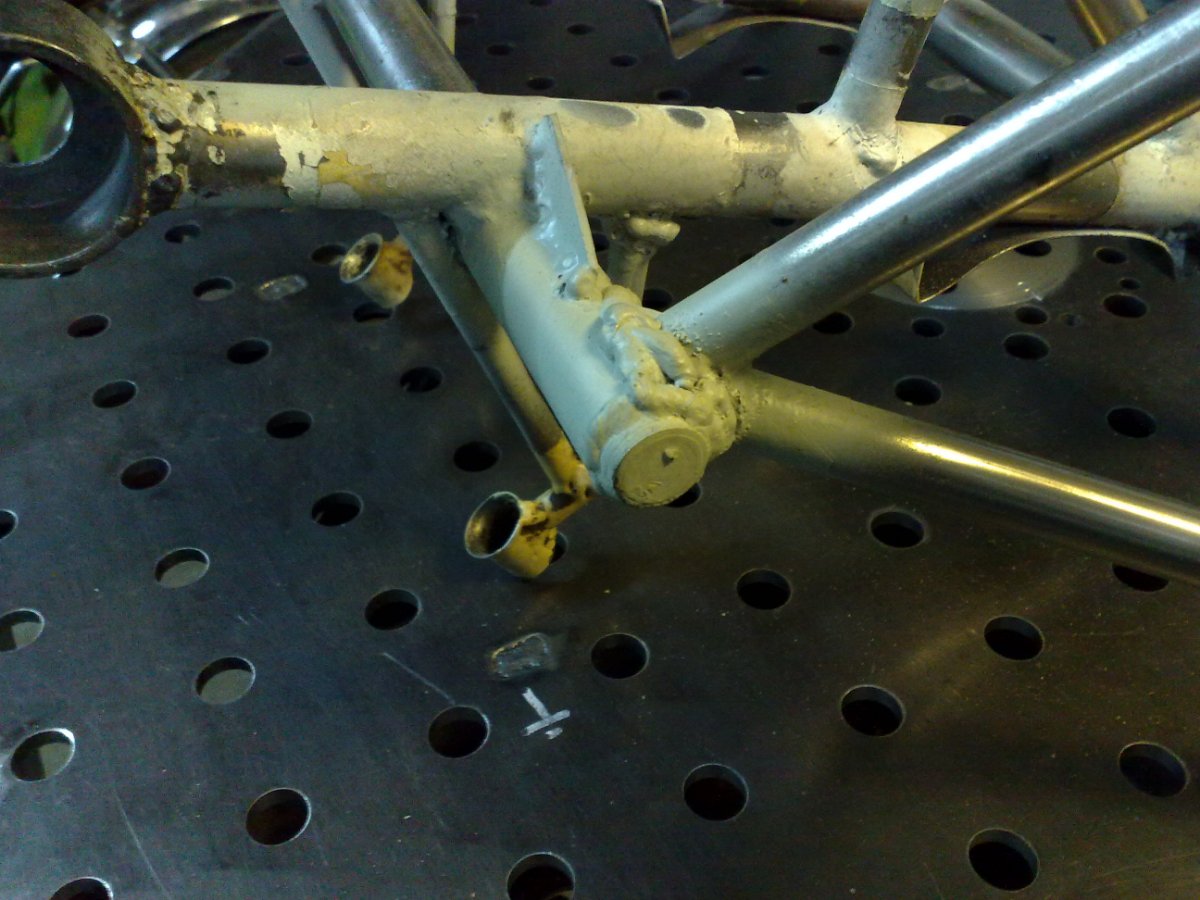
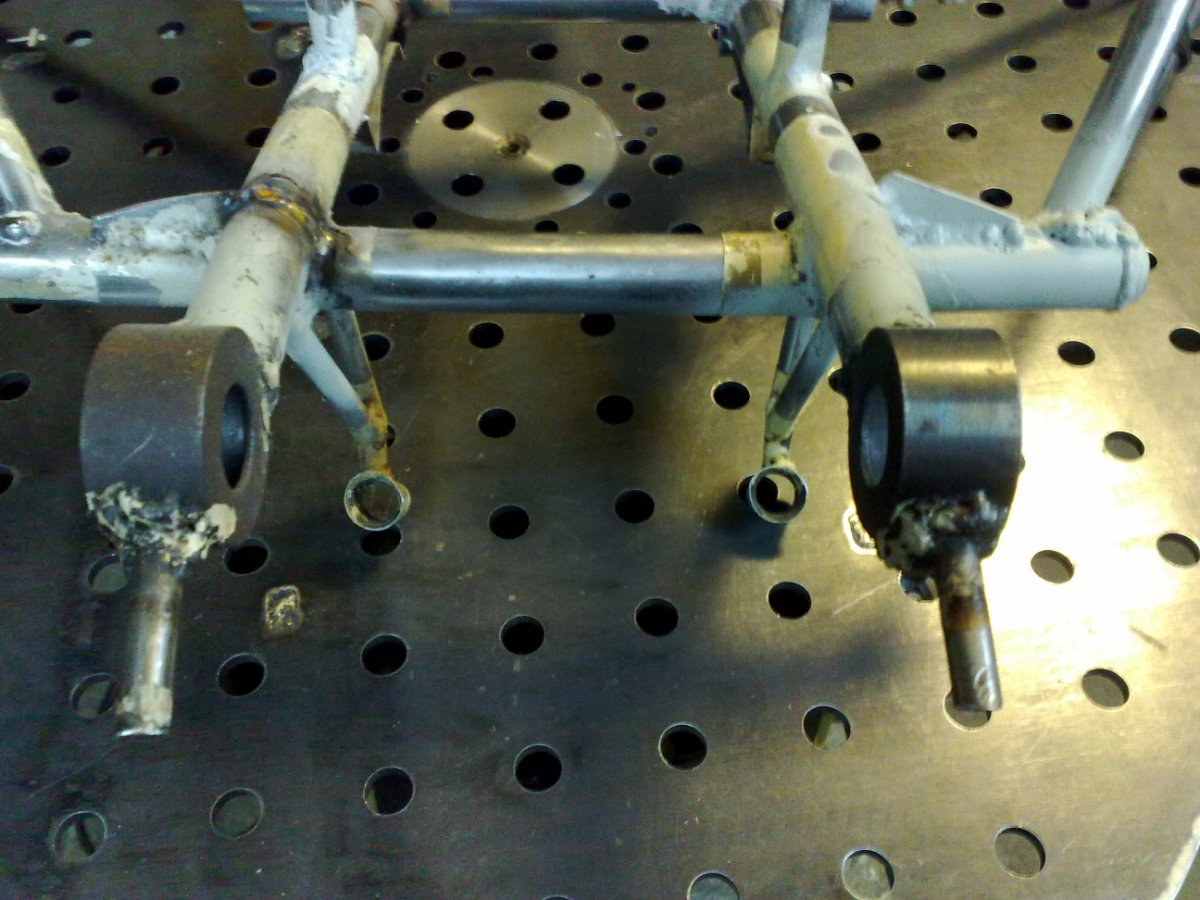
Ужас. Очередной самолет на доработку. Моторная рама. Трубы из нержавейки. "Сварены" полуавтоматом "черной" проволокой. Втулки под сайлентблоки (крепление двигателя) из "черной" стали. Швы переваривать не буду - "дорого". Сами берутся переварить. Я только втулки под сайлентблоки попытаюсь в координаты поставить. Но не удержался - заварил трещину.
1 балл
-
1 балл
-
да, не редко такое встречается. А главное, что этот электрик свое развитие закончил еще в 60-70 годах. Поэтому да же не все тестером могут нормально пользоваться. А скрутки делают такие, что нервно смеюсь...1 балл
-
И прибамбасинг, и в тоже время относится к горелкам. Испытал удлинитель для горелок П/а. Пульсовые режимы отрабатывает.
1 балл
-
Хмелион1 балл
-
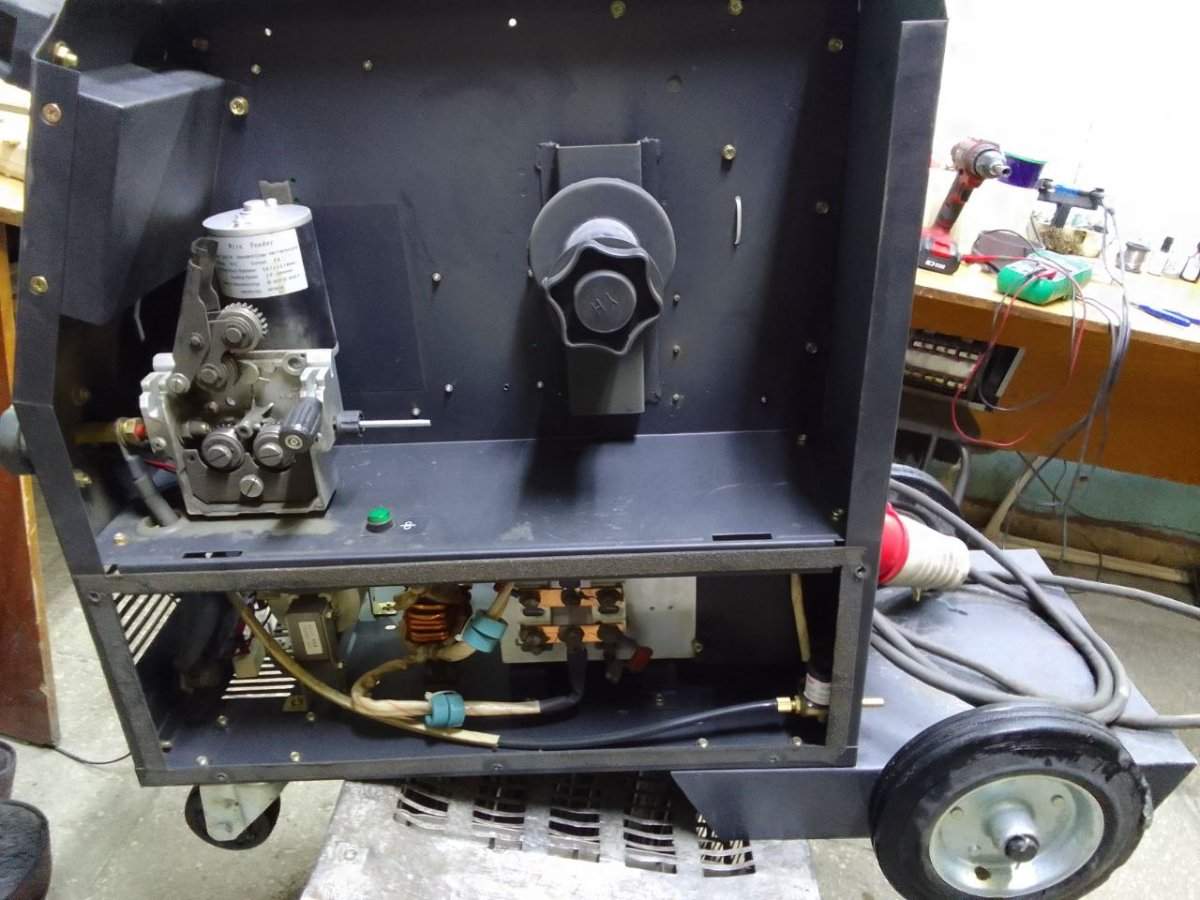
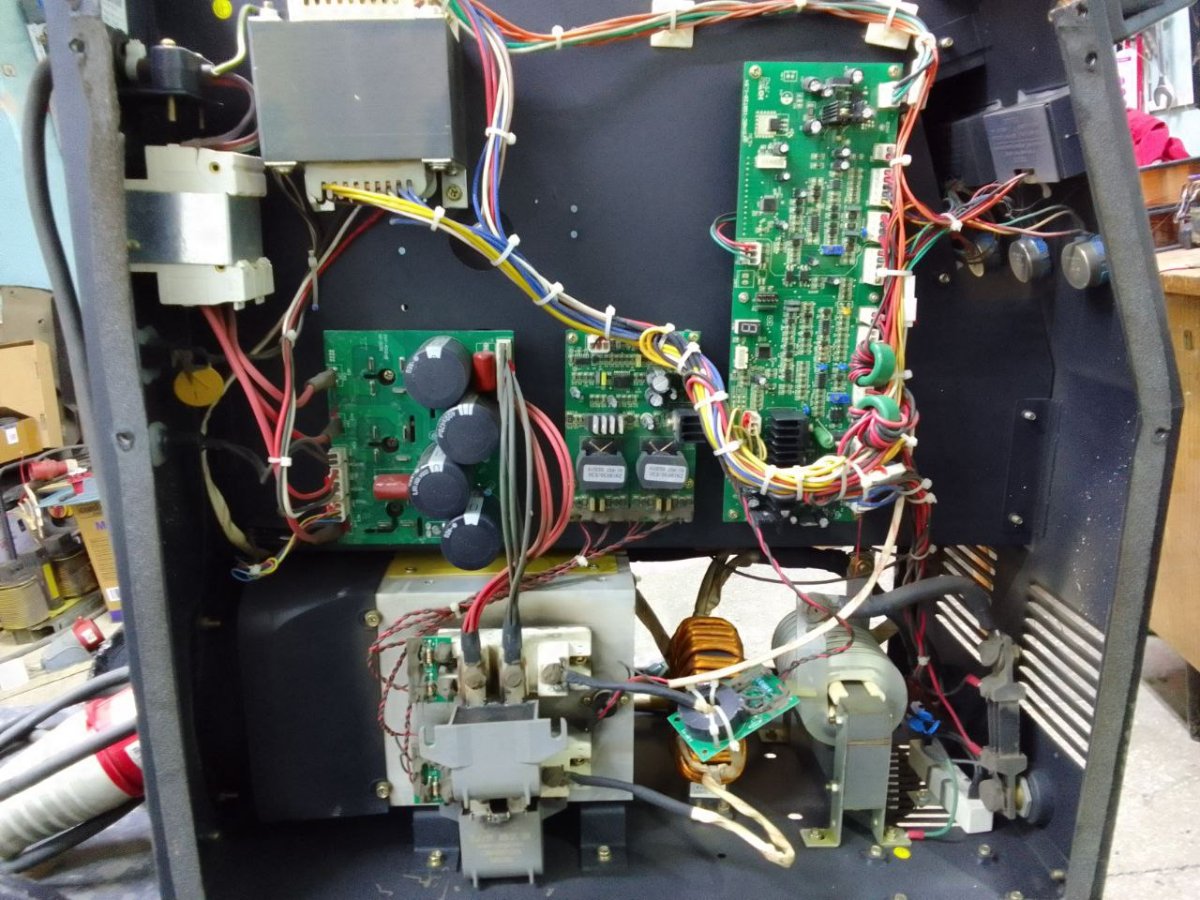
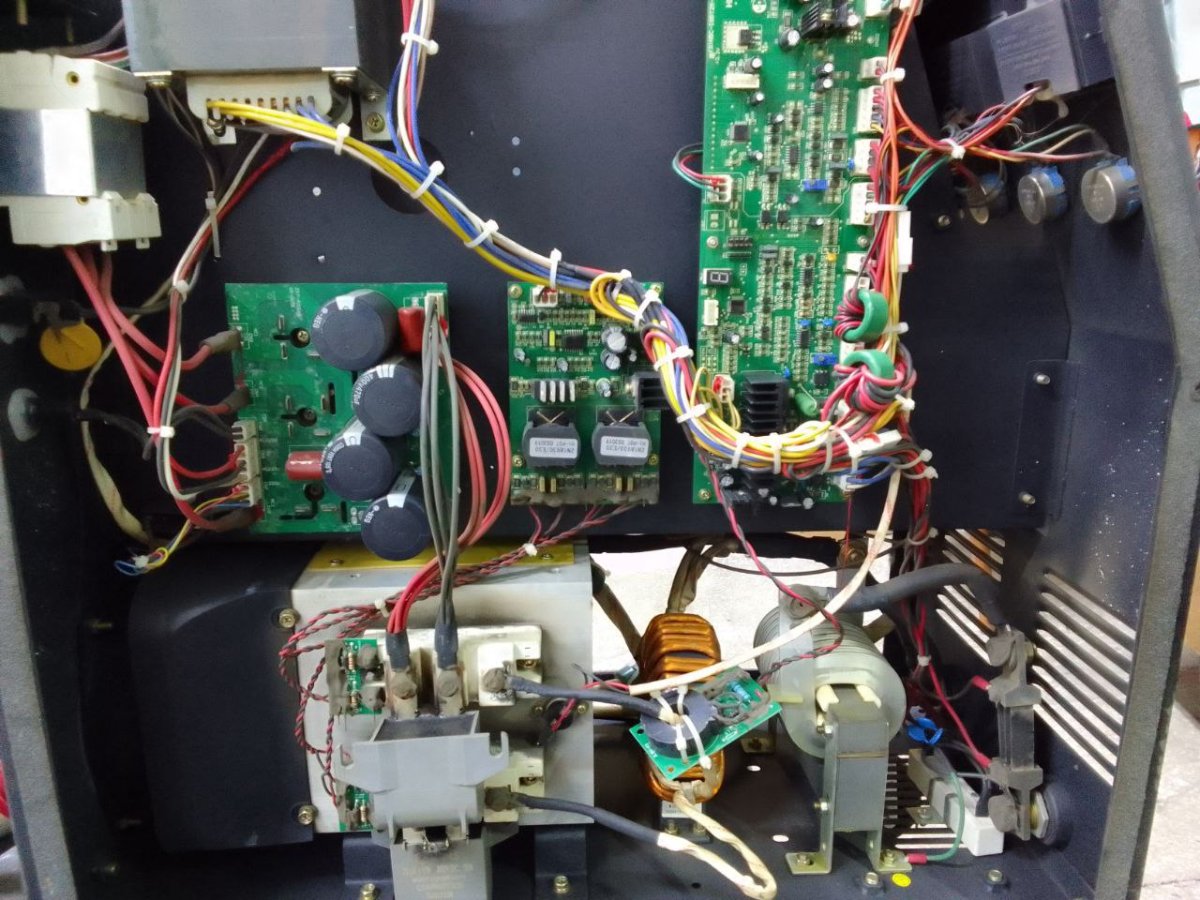
Полуавтомат Гроверс 315. Металлическая пыль. Много. Лакирован прилично, но абразив постепенно протёр изоляцию и сила бахнула. Замена модулей и восстановление драйверов.
1 балл
-
пайка,но кривая.когда увидел даже начал завидовать,красиво,ровненько, я так не умею в одном месте была трещина и утечка конечно при попытке исправить обнаружил эпоксидку под красивым слоем краски вот такого даже не ожидал,слов нет.
1 балл
-
@BUTCHER,ну что вы придираетесь,у человека аргон закончился,а деньги по ходу авансом взял...1 балл