Лидеры




Популярный контент
Показан контент с высокой репутацией 14.04.2014 в Сообщения
-
Немножко мелких шовчиков... Стыки Т-образные двух сплющенных труб ф 1 1/4": Шов слева выполнен безотрывно на подъём. Ток-около 55 А (по ощущениям). Справа-в отрыв с гашением дуги. Ток-примерно 90 А. Аппарат- Aurora-Minione-1600. Электроды-ОК-46.00 ф 3 мм. Ну, не сошлось маленько у слесарей в заготовках... Свои парни. Ругаться не буду, просто заварю: Мелкие швы, сделанные электродами LB-52U ф 2,6 мм, аппарат тот же. Ток-50А. Лицевая часть и оборотная:
 13 баллов
13 баллов -
У друга был юбилей - 30 лет. Возникла идея сделать адресную табличку на частный дом, который он сейчас достраивает. Макет сам придумывал, рисовал, ну и изготовлено тоже моими руками. Сделал набросок на бумаге, а макет рисовал тупо в Компасе "сплайном". Резалось на плазме из БУ нержи пищевки 2 мм. Глаза - заглушки на перила 50,8 мм. Полировать не стал, т.к. нержа совсем БУ (по первой фотке видно состояние) Ободрал все лепестковым диском на 40, а буквы потом прошел скотч-брайтом слегка и войлоком с пастой ГОИ. Кстати, чтобы не было вопросов... У друга фамилия созвучная с данным персонажем
12 баллов
-
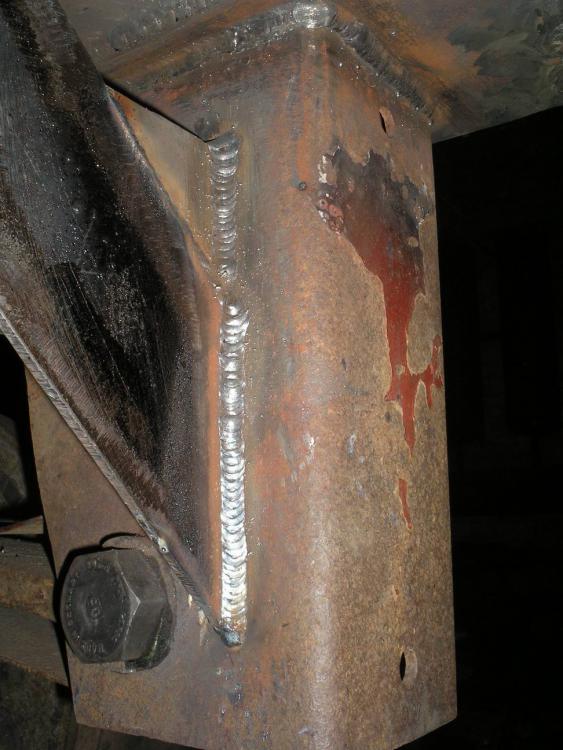
В перерывах между судорожными поисками новых объектов, замерами и расчётами, чтоб не забыть, как выглядят инструменты, ввязался в ремонт бетономешалок. Выстроил их в ряд (4 штуки) и разложил инструмент: Разобрал "коконы" и спилил заглушки на ступицах. Шарикоподшипники в ступицах-спорное техническое решение. Конические роликовые были бы куда кошернее. Да и смазки не наблюдается... Ржа и грязь. Откуда всё это-в почти герметичном узле? Оно и понятно, чего ещё ожидать от инструментины за 15 круб.? Что называется, это даже кушать не надо-это уже готовое говно... Немудрено, что валы залюфтили через неделю работы... Процесс спрессовки ступиц с валов мной уже описан в "Прибамбасинге". Не буду останавливаться на нём подробно.До меня каменщики сами пытались разобрать пару ступиц. Эх, лучше бы они это время на сон потратили... Края ступиц и канавки под стопорные кольца-забиты напрочь ударами "чего-то тяжёлого".Пришлось шарошить бор-фрезой и пропиливать канавки по-новой: Не стал мудрить с переделкой ступиц под конические подшипники. Купил ипонские шариковые той же размерности. набил смазкой, запрессовал и собрал всё обратно. Новые заглушки ступиц сделал из заглушек промвала УАЗораздатки. Приварил и точка. Для того, чтобы избавить ступичные подшипники от гробящей их боковой нагрузки, решил сделать разгрузочные ролики. На трубогибе изготовил хомуты из 40-й трубы (1 1/4") и приварил их к раме поворотного механизма (см. "Сварочные швы". На полученную опору приварил кронштейны и накрутил ролики: Проверил на холостом ходу (без загрузки). Ролики плотно прилегают и "кокон" вращается без заеданий в зубчатой паре и перекоса оси. Дальнейшее-покажет эксплуатация. На край-выкинуть сторублёвые ролики, либо поменять в них подшипники-куда проще и дешевле, нежели опять пурхаться со ступицами.
10 баллов
-
РДС, 89-я труба "колено", стык поворотный, 110А, АНО-21 рАДС, 70А, расход газа 6л/мин, присадка именуемая в простонародье "лапша" марку стали из которой ее нарубили к сожалению незнаю
10 баллов
-
Надысь сваяли три лесенки. Первая. Вид в металле: Козырёк над ней: Огрунтовали, покрасили и закидали ступеньки тротуарной плиткой: Вторая. Начало. Конечный вариант. Третья. Процесс изготовления. Последние штрихи: А это-наш директор собственноручно приваривал шарниры к дверцам входа в цокольный этаж... Молодец мужик. Сам руками работает. Баню сам сложил-обшил. Сварки, вот, не чурается. Я ни разу не издеваюсь, выкладывая его швы. Думаю, что я, окажись на его месте, навряд ли руководил лучше, чем он варит...
7 баллов
-
Пополнение в команде форума — @tehsvar возглавил раздел Ремонт и модернизация. Прошу любить и жаловать.6 баллов
-
Как...выверенные настройки, пробы и ошибки на образцах. Кондиционерные к примеру не спеша, "точечно"- прихватил в двух местах, тройку ампер добавил и аккуратненько так начинаем плавить, с остановками - главное не спешить.http://f5.s.qip.ru/IA4wMnnx.png Ну а что по крупней, там проще гораздо - ток подобрал и участками пошёл http://f5.s.qip.ru/IA4wMnnw.pngна два раза.5 баллов
-
Местная зарисовка..... http://youtu.be/1IAXrxlDK6c5 баллов
-
Мега флешка.
4 балла
-
@Илария, Первым делом разобрал и посмотрел, чем горелка-водянка отличается от воздушки в плане охлаждения. Вывод : воздушные задуманы и исполнены так, чтобы нагревающиеся и плавящиеся элементы максимально изолированы друг от друга, на сколько это возможно. Все-таки поток защитного газа и окружающая среда - это охлаждение серии "лайт". А вот в водяной все очень компактно (опять же, в пределах корпуса рукоятки), но все, что нагревается - контактирует с контуром охлаждения. Поэтому же, ПВ горелок с вод. охл. указывается в сопроводительных документах -100%. Если, скажем, горелка TS-26 вполне сносно выдерживает токи 100- 150 ампер (в разумных пределах), то "водянка" аналогичных параметров на таких режимах "крякнет" ощутимо быстрее. То, что малые - не малые токи, все-таки не стОит экспериментировать.3 балла
-
В сухую нельзя,тело рубашки в горелке тонкое,может покоробить.Блок охлаждения можно сделать самодельным или использовать воду на проток,временно.3 балла
-
вспомнил про одну оригинальную приспособу. сперто с форума камнегрызов.(граверов по камню) режется M14 в патроне и все дела,частичная замена прямошлифовалки.
3 балла
-
Обварил,получилось почти 20 метров шва... http://s004.radikal.ru/i206/1404/6b/2e7a6ef4a5fb.jpg http://s006.radikal.ru/i213/1404/9b/0b80fab20497.jpg http://s58.radikal.ru/i162/1404/02/df9688f693c2.jpg http://s018.radikal.ru/i515/1404/9e/38c7d84b2501.jpg http://s019.radikal.ru/i608/1404/1f/f8a301b1b1cb.jpg http://s018.radikal.ru/i509/1404/dd/b1792c8bcdbb.jpg Диск металлический с победитовыми зубьями, режет алюминий как бумагу. Присадка 5356 диаметром 2мм.3 балла
-
на работе слесарь спросил, какая разница между тройкой и двойкой электродами, которые мне выдают, наглядно продемонстрирвал conarc52 d 2,6 omnia46 d 3,2 простите за качество фото
3 балла
-
Корыто в бусик для работников торговли, для перевозки мяса, герметичное, чтоб ни где не затекало. http://s019.radikal.ru/i620/1404/42/739ae3ad45f7.jpg http://s003.radikal.ru/i202/1404/04/79c2987e3e13.jpg http://s018.radikal.ru/i519/1404/32/dddd162c7ce6.jpg http://s018.radikal.ru/i506/1404/6e/4ef47ddbb3f2.jpg http://s018.radikal.ru/i506/1404/00/9141110e9f7b.jpg http://s018.radikal.ru/i506/1404/2c/e188139dfd61.jpg http://s018.radikal.ru/i515/1404/91/d89cf39470d8.jpg http://i031.radikal.ru/1404/1a/f9f490c95d22.jpg http://s003.radikal.ru/i202/1404/64/9df1aea791c1.jpg3 балла
-
Здравствуйте, коллеги! Кто-то просил чертежик на трубогиб, не могу сообщение это найти. Как я ранее ответил его и не было, но есть фото что получилось. Надеюсь это поможет кому это нужно. Максимально прокатал трубу 50-50, для будущего мостика(для красоты в огороде).При прокатке она немного деформировалась, но это нестрашно, полет нормальный.
2 балла
-
@трэш скульптор,А вы попробуйте поставить спад тока на четвёрку и когда у вас начинают разползать кромки начинайте цмыкать кнопочкой вкл.выкл.2 балла
-
насяльника,затирушка давай,мана.. (аааааааааааа!!!!!!!!! как он уже достал этот пепелац!!!!! -и такое настроение только после закидочного слоя... еще укрывочный ) рубеж *2 ведра* перейден.. ps.скоро спалю его нафиг ...)))
2 балла
-
@Илария, Позволю не согласиться с Вами. Лично я очень многих коллег доставал расспросами на эту тему и уяснил одно : горелку с вод. охл. нужно использовать только вкупе с БВО / проточной водой. Работать даже на малых/средних токах "всухую" - очень-очень-очень нежелательно.2 балла
-
В семь-сорок он приедет... http://f6.s.qip.ru/IA4wMnnv.png2 балла
-
@Шурпет,В общем, мой корешок с нефтезавода(который Оптрель) после второй 0.7 вошёл в раж... http://f5.s.qip.ru/IA4wMnkB.png ....и ещё говорит принесу.2 балла
-
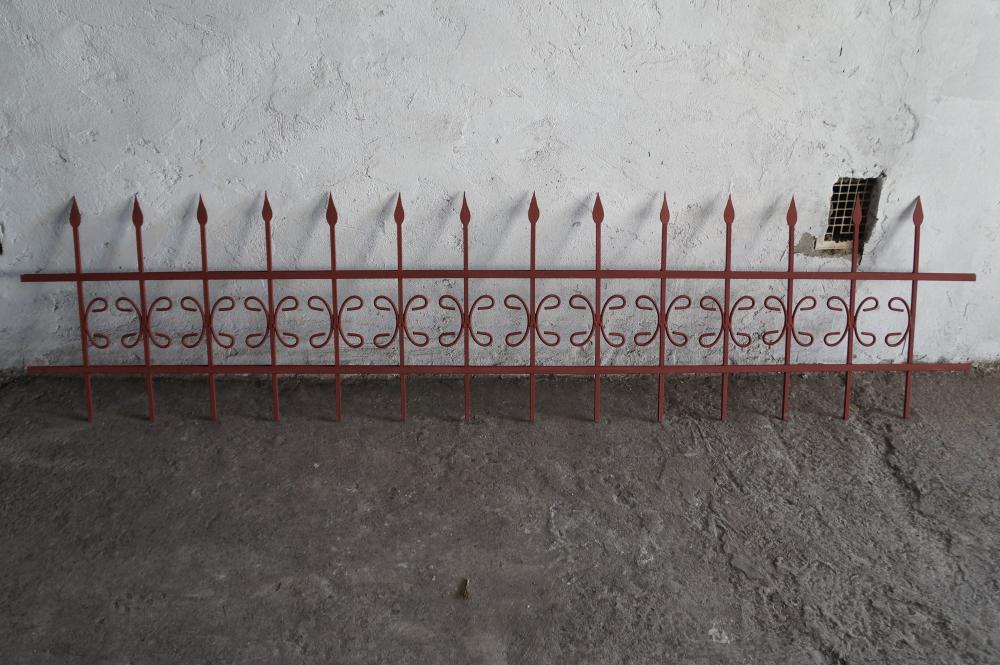
Ограждение палесадника, квадрат 10-ка, пруток 10-ка, полоса 25х4, РДС, 100А, АНО-21 устанавливать будет заказчик, "опасный" такой забор, пики кованные, если оступиться и случайно на него "сесть"
2 балла
-
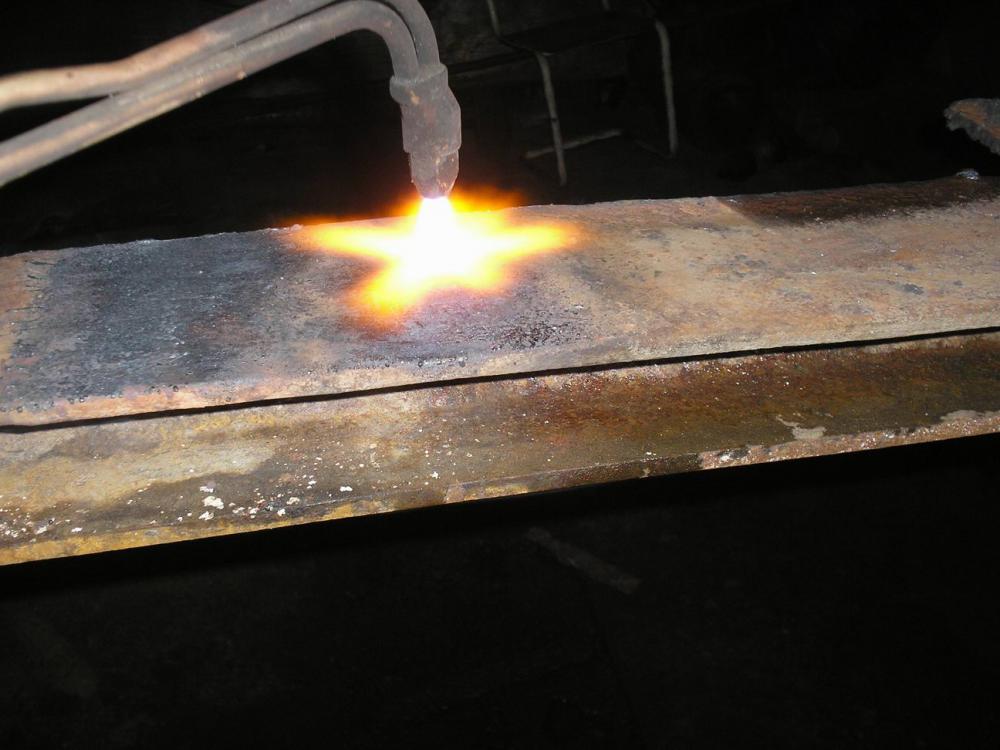
Медно-фосфорный припой в данном случае самый оптимальный вариант. Температура плавления 740-820 градусов, что гораздо ниже температуры плавления латуни, тем более меди. Источник тепла -любая газовая горелка, пропан-кислородная и даже ТИГ https://www.google.com.ua/search?hl=ru-UA&source=hp&q=%D0%BC%D0%B5%D0%B4%D0%BD%D0%BE+%D1%84%D0%BE%D1%81%D1%84%D0%BE%D1%80%D0%BD%D1%8B%D0%B9+%D0%BF%D1%80%D0%B8%D0%BF%D0%BE%D0%B9&gbv=2&oq=%D0%BC%D0%B5%D0%B4%D0%BD%D0%BE-%D1%84%D0%BE%D1%81%D1%84%D0%BE%D1%80%D0%BD%D1%8B%D0%B9+%D0%BF%D1%80%D0%B8%D0%BF%D0%BE%D0%B9+&gs_l=heirloom-hp.1.2.0l2j0i22i30l7j0i22i10i30.5375.5375.0.9000.1.1.0.0.0.0.141.141.0j1.1.0....0...1ac.1.34.heirloom-hp..0.1.141.i3RwrFJwA7g1 балл
-
@Рома Астрахань, насоса бачка омывателя не хватит ни по производительности, ни по ресурсу работы. Он на кратковременную работу рассчитан.1 балл
-
1 балл
-
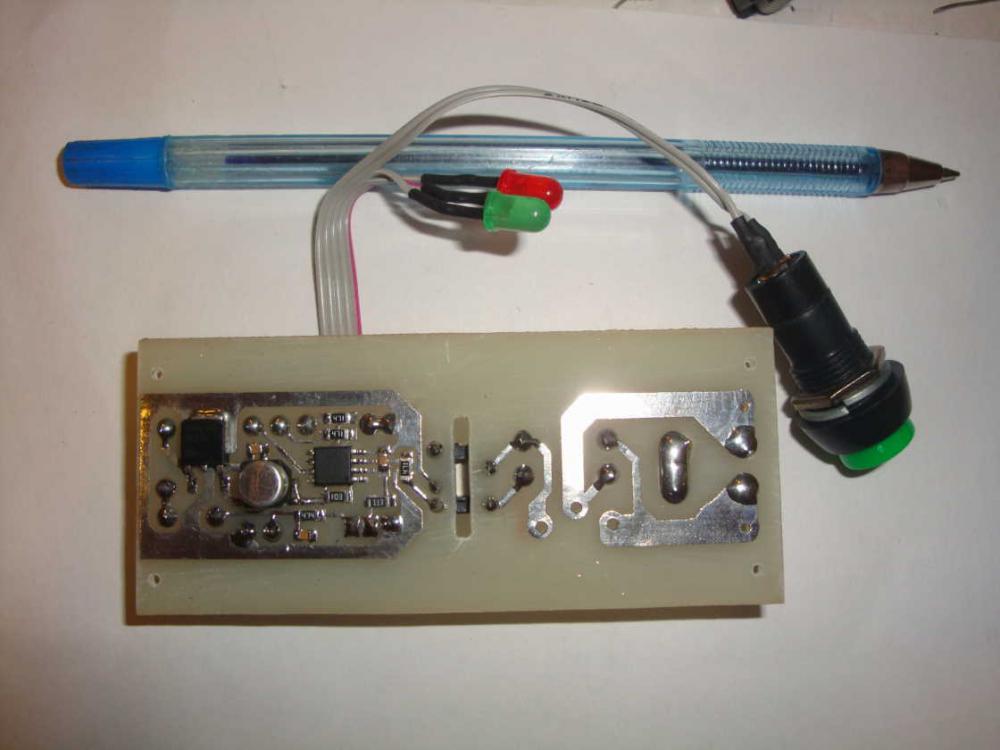
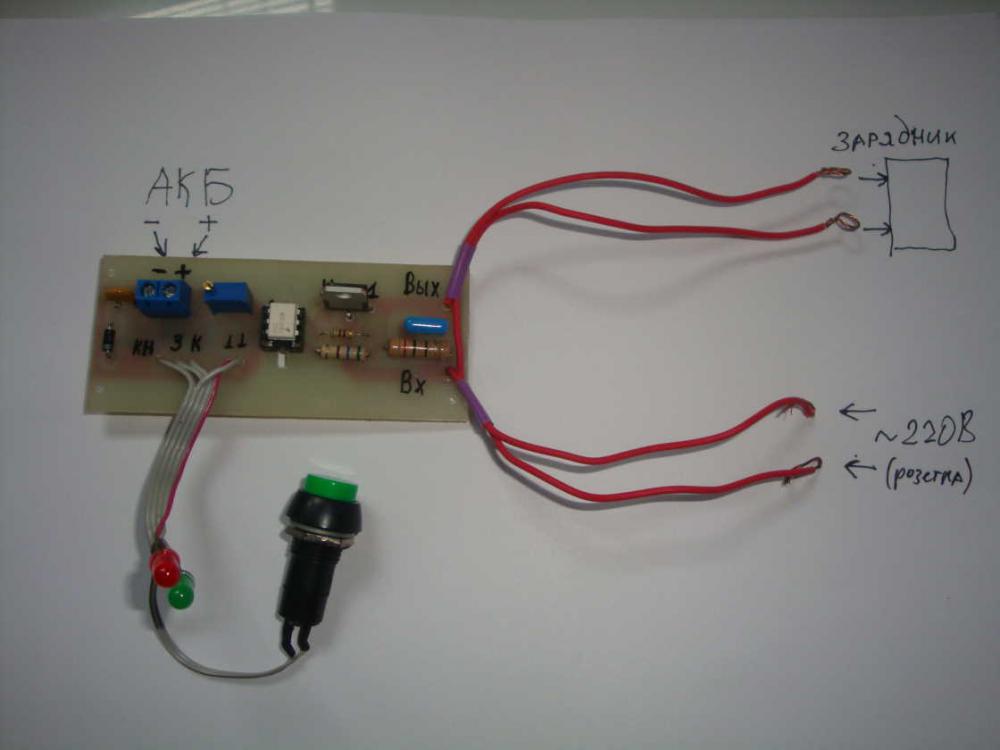
@Лепило, Что за датчик температуры используется ? До сотых долей отмеряет ? Обдумываю неторопясь проект духового шкафа , пироги печь. Термопару хочу использовать . Вот с нагревательными элементами не знаю тоже что лучше - пока не изучал вопрос. Один малый проект воплотил за прошедшее время - контроллер включения зарядного устройства от сети при разрядке аккумулятора (на фото). Последнее время както уже нет рвения , чему хотел научился , даже уж и человека с одного из форумов подтолкнул и помог слегка программированию , сейчас уж он дальше меня улетел ....... в космос .
1 балл
-
Ни чего , теперь Жена знает , и штудирует все по сварке , даже термины ..полезная штука , а то любовницы - любовницы1 балл
-
@Шурпет, дык сварной-козырная чомба..куды мне сибирскому валенку против него)) так то думал тебе милитарку надо..на фоте пацан явно не в строительных защитках от искр болгарки. полюбому у военок и в стеклышке прикол какой нибудь. с вьетовой коллекцией мне достались их знаменитые зеркальные лёлики-стрекозы. кроме хромового покрытия стекла эти очки ещё и блики убирали...солнышко на комп в полдень светит и пол экрана показывает моё окно..смотрел кинухи в этих очках. подобный эффектик "райбан" недавно стал в солнцезащитках делать..в начале этого века а мои стрекозки датой 1972 года были.1 балл
-
@svarnoi69,Малобуджетный вариант лебёдки.
1 балл
-
эээ.. продолжение как-бы.. шпатлевка-наше все! только сохнет 3-е суток(ну лень мне 3слоя х1,5-2мм делать. лучше один,но по 5 ) люминько..(закидал основные ямы) универсалка,пожЫрней.. крышу-бока праймом дунул,нехай весь пирог пока усаживается..
1 балл
-
К чёрту политику,вернёмся к непосредственным делам.Очередное творение , с учётом некоторых моментов.И чтобы в домашних условиях применимо,и на природу захватить,и места много не занимало,да негабаритов на изделии поменьше,чтобы не цеплялось и места не крало.В итоге сваял такое,правда,на одну решётку. Ручки складываются,штуцер для выхода дыма съёмный(чтобы не потерялся - закручивается на внутреннюю сторону крышки),ну а в остальном всё типично. Рамка вод.затвора по прежнему ниже кромки на 5мм.РАзмышляя на эту тему (потому как сделал так интуитивно по первости,обнаружив в "сундуке"воду,а потом взял за правило ) ,пришёл к токому выводу.Во время процесса с использованием затвора,в коптилке создаётся маленькое,но рязряжение и ,следуя логике, выравнивая давление,немного воды попадает внутрь . Изменив немного расположение рамки,уменьшаем шансы воды попасть во внутрь.По-крайней мере,с такой компоновкой такая проблема крайне редка.Это чисто моё предположение и объяснение и ,вполне возможно, полная ерунда,так что не стоит расценивать сие за правило.
1 балл
-
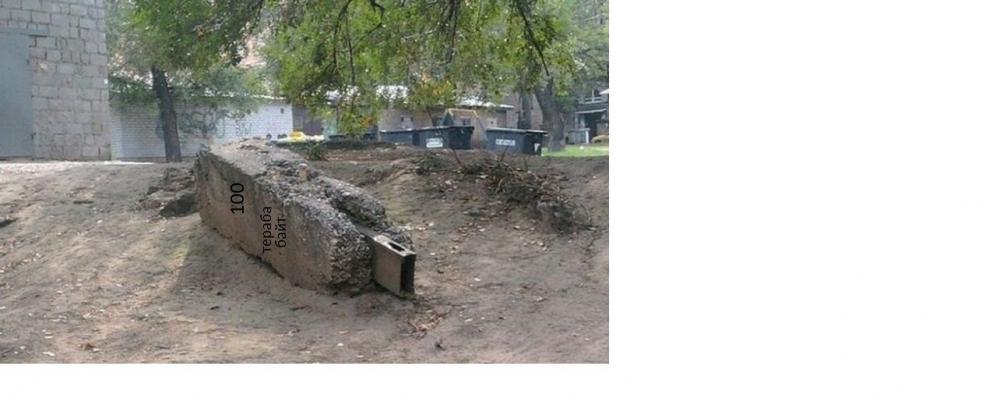
Вот такой мангал получился. Металл тройка. думаю надолго хватит. Чтоб не забыть в каком году сделано, добавил своеобразный символ олимпиады. Хотел подкову на стенку приварить,год Лошади...
1 балл
-
Установили лист с пальцем и разложили перемычки. Остается все обварить.
1 балл
-
Замена опорной плиты п/прицепа. На сей раз будку снял хозяин прицепа (месяца два назад сгорела вместе с тягачом, раму огонь не затронул). Вырезали старье, рихтанули раму в районе пальца. Заменили продольные пластины поперечин.
1 балл
-
, В принципе разницы большой нет, что варить, обрезки или что то крупное, лишь бы п/автомат соответствовал данному сварочному процессу и "квалификация")) Это первые швы Фениксом.
1 балл
-
Вот сегодня сфотографировал швы. Путем танца с бубном удалось поймать подходящий ток, не так сильно тёк металл как раньше. Оба шва вертикальные 90 градусов от земли. Первый без отрыва, второй с отрывом И третий пачка из под электродов. http://i069.radikal.ru/1403/25/c21961c7db83.jpg http://s020.radikal.ru/i721/1403/b5/c2cba6152b94.jpg http://s019.radikal.ru/i620/1403/e7/eedfd33ea554.jpg Вот такая порнография . Сталь не знаю какой марки, толщина примерно 3 мм.1 балл
-
Без отрыва варят трубы, а всё остальное можешь смело с отрывом варить. От этого брака не будет, не переживай! И главное не торопиться и не бояться, что металл стечёт! Чем дольше и тщательнее будешь формировать чешуйку, тем легче будет формировать следующую! Металл начинает течь у тех, кто пытается от страха этого эффекта формировать чешуйки очень редко, т.е. гораздо выше предыдущей. Короче, грубо говоря, каждая предыдущая чешуйка не даёт стечь следующей! (минимум 3 чешуйки на 10 мм) Правда тут варено электродами диаметром 5мм, но принцип тот же...
1 балл
-
Сегодня закончили ремонт оси п/прицепа.
1 балл
-
Смонтировали короб, кое что обварил. Далее установка накладок, вроде все по плану только материал оказался б/у, вообщем что привезли то и поставили.
1 балл
-
Небольшой отчет о ходе работ. Осмотр показал, что практически вся конструкция сгнила процентов на 30, естественно все в трещинах, кое что оторвано и уже по всей видимости давно. Причина отрыва короба разбитый саленблок + заклинивший амортизатор. Сразу начались сюрпризы: болт крепления п/рессоры закис во втулке саленблока, его пришлось вырезать резаком. Далее вырезал нижний пояс рамы, смонтировали новую часть (ст 09г2с), жду материал на продолжение работы.
1 балл
-
Баллон один и тот же и под кислород и под остальные газы. Переделывать их не надо. Ограничение только для кислорода - баллон поставляется в обезжиренном состоянии.1 балл
-
Соседям моим опять не повезло, за полтора месяца вторая авария. На этот раз в бензовоз въехал газовоз (жуть)! На первый прицеп изготовили новый отбойник, родной выкинули в металлолом, но из за отсутствия материала пришлось его оттуда извлекать и из остатков ремонтировать отбойник на второй прицеп. Завтра устраняем огрехи, красим и в путь.
1 балл
-
я когда аттестовывался от конторы, то всё было максимально сокращено по теории буквально пару часов и сдавали тесты затем шли варить образец и там уже начинался полный капут докапывались к любой мелочи и заставляли переваривать, на тот момент я несколько лет работал на инверторах ewm а у них стояли балластники на которых я толком не мог найти золотую середину по току , электроды выбрал цу-5 так как ими всегда и варил, но те попались такое Г козыряли по полной. Короче еле сдал. Потом спустя пол года я аттестовывался сам за свои деньги и вопросов не было вообще никаких, заварил им сразу всё понравилось. Мой совет приезжайте со своим аппаратом на котором вы всегда работали, со своей маской и своими электродами и так будет проще.1 балл
-
Приступаем к ручке.32-й уголок,2-е заготовки по 10мм каждая. До конца не режу – так удобнее размечать и сверлить (ф ~4мм).Затем берём 2 электрода ф4мм,оббиваем обмазку,шлифуеим и нарезаем резьбу. Размечаем место для отверстия (под ручку).Можно штангелем, можно пластиной, благо их под рукой валом. Я взял 4-х мм. От края отмечаем 100мм.Накерниваем и сверлим.Эти операции я делал вкупе с пластиной и струбцинами. Стенку насквозь не сверлил,а лишь наметил. Досверливал, когда извлёк пластину. Уголок на электрод, туда же гайку, всё это в мангал и фиксируем вайсгрипом. Можно просто отмерить, отрезать и заварить. Я всегда по-разному действую, в этот раз- так.Ну а дальше,по наработанной схеме. Поставили шайбу, отрезали лишнее, заварили. Готово.
1 балл
-
Вот теперь мы вспомним за отверстия, резьбу и болты. Если делать сборку с припуском, то есть шанс всё это дело скособочить.А если так,как делаем,то усадка имеет место быть и пластину зажимает,существенно. На первых её испытаниях мне пришлось изрядно попотеть,извлекая её. Днище немного пострадало.Сделал сначала два отверстия, по осевой. Результат есть,но малоэффективный,ещё и перекос доставляет проблем .Поэтому были сделаны отверстия по углам и проблема извлечения исчезла. В процессе монтажа ещё не раз будет использована эта пластина ,поэтому такая доработка, как нельзя кстати. Далее, делаем «ноги». Отрезаю пластину шириной 70мм .На ней размечаю полосы по 17мм и отрезаю. Всё болгаркой. В моих условия так точнее и качественнее. Получившиеся пластины должны быть вровень. Затем отрезаем поперечину для опоры. Я использую шину (40 х 4 ),но можно из металла вырезать. Размер делаем с учётом толщины ранее вырезанных пластинок + небольшой запас. Под небольшим запасом имеют место быть 1мм пластинки. Далее будет всё ясно. Они рассчитаны на сохранение зазора при дальнейшем монтаже опор, иначе зажмёт и приводить в действие мангал будет не комфортно. Отбиваем от краёв по 120мм с обеих сторон. Все разметки делаю чертилкой, потому как маркером сильно жирно, в прямом смысле слова-погрешности в миллиметры потом вылазят в косяки, но это уже мелочи, можно размечать хоть мелом. Заправляем в мангал пластину. По меткам выставляем шину, с одинаковым смещением по сторонам, ставим «зазорные пластинки»,а потом и опоры. Всё это «лего» фиксируем .Прихватываем опору и поперечину, а затем, не ослабляя фиксацию, прихватываем на три точки к днищу. Это позволит нам без заморочек, смещений и лишних телодвижений разметить, просверлить и соединить монтируемые узлы. После разневоливания можем убедиться, что зазор присутствует по всем плоскостям, чего и добивались. Перед тем, как сварить поперечину и опору между собой, вставить «зазорники» с обеих сторон и зафиксировать струбциной.
1 балл
-
Эти швы "герметичные" или "равнопрочные"?
1 балл
-
опять веселенькие швы
1 балл
-
ЦАМ. кронштейн крепления зеркала от Volkswagen T 4.
1 балл
-
Сварка сплава ЦАМ деталь от шиномонтажного оборудования
1 балл
-
@ARGONIUS, не придерутся. Главное чтобы подрезов не было и провалов на похватах. А фланец тот я бы варил восьмой керамикой на корень, ампер на 160, десятой на облицовку, на 150 каких. Я где-то постил фотку с тавровым швом на стали, может найду. Да, нашёл. В этой же теме и было. Перепощу, чтобы наглядно просто было видно о чём речь. http://s017.radikal.ru/i443/1207/b2/607474e5ea5c.jpg1 балл