Лидеры




Популярный контент
Показан контент с высокой репутацией 28.08.2013 в Сообщения
-
Кепка-аэродром "Менгон" http://www.filurin.ru/wp-content/uploads/2007/12/kepka1.jpg2 балла
-
о, нет-нет.... трубы это не ко мне, я так, оооочень редко к ним прикасаюсь. В основном вот это
 2 балла
2 балла -
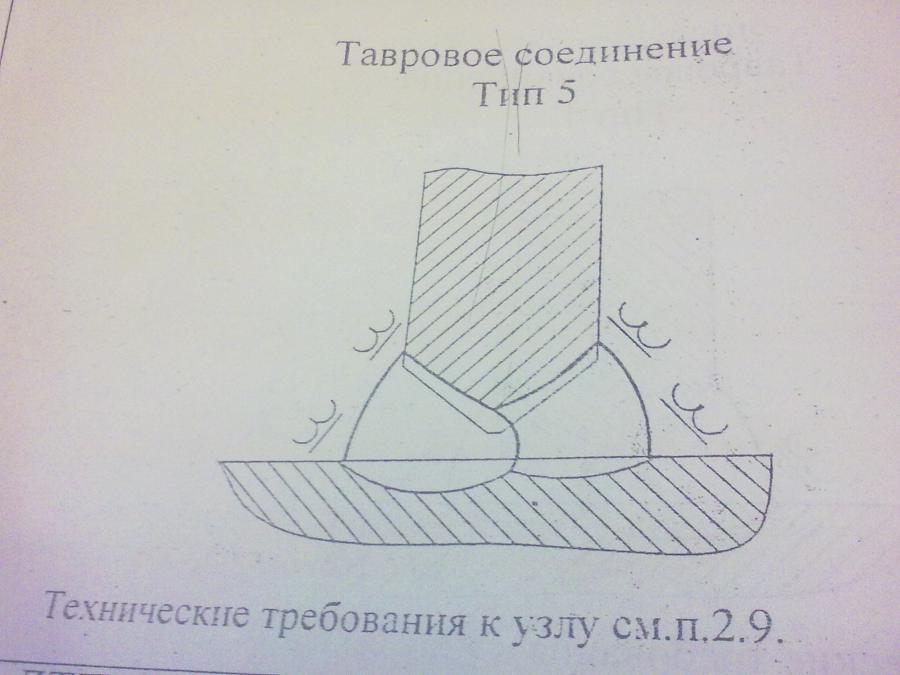
Электроды, тавр, Тип5. Узел с проваром.
2 балла
-
Аутрингерная балка,Св-08Г2С:
2 балла
-
Еще злые начальники сильно потенцию губят, по утру как зададут, к вечеру - нистаит... На потенцию влияет на сколько аргон, сколько зарплата за работы.1 балл
-
@Рудольф Шнапс, Мне нравится! И запах металла расправленного электродом завораживает! Поэтому сейчас пытаюсь как можно больше сваривать чтоб красивее даже швы были.А в планах конечно ковка!1 балл
-
согласен с Осей- по моему правильно сразу,назаводе, поставить клапан с самым расостранённым брс .на цене это практически не скажется,а удобство пользования повысится сильно! да и переходник под маленькую катушку тоже нужен .я откручивал гайки (нужен ключ -трубочка,гайки очень глубоко)снимал крепление катушки и маленькую катушку одевал прям на шпильку .она приварена изнутри корпуса.чтобы катушка сама не раскручивалась,прижимал гайками через шайбу вырезанную из пластиковой канистры.1 балл
-
Я написал это, а потом стёр. Это и так понятно.1 балл
-
@tehsvar, я изучал кванты на хорошем уровне. Любимая наука была. Стех пор у меня вероятностынй подход ко всему. Но, согласитесь, что грубая транспортировка способствует накоплению "отрецательной" вероятности...1 балл
-
Знаете, адекватно критиковать аппараты вообще очень сложно. Когда через тебя проходит приличная партия, то ты видишь все недоработки производителя. А когда один , два аппарата, то о какой статистике можно вести речь? В тех же Бримах есть модели аппаратов, к которым у меня стойкое отвращение. То же самое и Сварог. Бадди делается на хорошем заводе, но я и на этом заводе сделал фото спящего на рабочем месте китайца. А какой от него пойдёт контроль своих действий и продукция? Человеческий фактор присутствует везде. А ещё... электроника как таковая создалась на базе исследований квантовой механики, а она развита на вероятностях. Так что сказать, что вот эти аппараты могут долго работать не ломаясь весьма проблематично. Всегда присутствует вероятность выхода из строя любого аппарата , в любой момент. Количество тестов электронных приборов и качество их исполнения только ограничивает эту вероятность. Но к этому добавляется условия работы и отношение. Мне очень нравятся Линкольны, но сегодня мне принесли 160-Т с неправильной работой циклограммы. Вот и тут можно сказать, что аппараты этой фирмы бяка? По мне, так случайный дефект, так как к нам он залетел на ремонт впервые. Нужна полная статистика на любое оборудование, что бы говорить в целом о надёжности. Хотя и в этом случае тому , кому достался сломанный аппарат от этого не легче. И данные слова, что он просто попал в ряды не той статистики, не спасут производителя от праведного гнева.1 балл
-
Никак не разберусь: отправить тему в курилку или это действительно серьезный вопрос?1 балл
-
любая труба ,начиная от полудюйма может варится электросваркой через *окно*. вырез до 1/2 диаметра. *подробнее* http://websvarka.ru/talk/index.php?showtopic=1847&st=60#entry539491 балл
-
Парни,тема называется "Недобросовестные работодатели"?,т.е. как я понимаю сюда надо выкладывать тех работодателей,которые кидают работяг на деньги,при условии добросовестного выполнения работ последними.Так вот мой чёрный список: 1. ООО"ИСК"Clever" г.Пенза; 2.ООО"Стройпотенциал" г.Самара; 3.ООО"СМУ-2" г.Нефтекамск; 4.ООО "Интэкс" г.Самара. Первый поёт соловьиные песни,при расчёте как коршун отщипывает львиную долю,ссылаясь на деффекты,которые "не видно,но они есть".Второй обещает одно,выплачивает тысяч на десять меньше,ничем не мотивируя и срочно заболевая.Третий честно бьёт себя в грудь,даёт зуб и голову на отсечение,но зарплаты нет уже месяца три.Четвёртый платит,но с огромными претензиями к объёму выполнения,мол мало.Дык им всем всегда мало.Делали стык 1020ой трубы на технологии,было нормально один месяц,на следующий им мало стало.Стали делать полтора стыка(второй оставляли на заполнении до утра),сначала были в восторге,теперь им мало стало,говорят,что мы можем и больше варить.Да,господа работодатели,мы можем варить больше,а вы можете платить больше?Нам не слабо,а вам слабо?1 балл
-
Я так понимаю, что у человека хватает мозгов, что бы не покупать самопалы.1 балл
-
1 балл
-
Аргонка самый чистый (акромя например баков, там надышаться внутри легко 2 часа будет выходить из легких) - самая гадость это покрытый - марганец и кремний при возгонке относится по ПДК к высшим отравляющим, плюс флюсовая составляющая. Аргон разве что нержавейки - когда после смены моешь голову - глаза щипип (кислота, оксиды азота и сопровождающих), но у аргонщиков даже в почете НАТОвский противогаз офицерский (он под оборудование навесное рассчитан) - это когда 308 и ей подобные нерж по 12 часов в смену, а так короткие швы самая малая вредность из всех св процессов, ну разве что лазерная чище для органов дыхания. Глаза, у дуги в аргоне чуть выше спектр, так что стеклышко лучше подбирать получше для того тока, на котором идет процесс, и еще слишком темное заставляет всматриваться, что тоже плохо для зрения (знакомиться станет хуже, нивставайтунг может появиться уже вторичный...). На потенцию влияет позиция оператора - когда часто на колене либо вприсяд, говорят вены чуть по другому себя ведут, может чуть нивставайтунг развиться, но это с годами, есть сплавы у которых действительно пары влияют на химию мозга, но это чаще из черных легированных, либо медь (цинк на латунях крайне вреден, для третьей руки). Проффесолог обычно в помощь по химии паров при процессе, но они редкость в мед. учреждениях.1 балл
-
Ну теперь Вы знаете,что в этом сервисе делать постгарантийный ремонт- не стоит, а лучше искать другой, более вменяемый. Стоимость такого ремонта вместе с платами ориентировочно 6-6,5 т.р.1 балл
-
Для сварки самозащитными проволоками. Многие из них требуют прямую полярность.1 балл
-
@Biglion, вот сегодня сфотал, через улицу от меня кидают новую теплотрассу, впервые на моей памяти, но с такой скоростью и до весны не успеют, те стыки, что я увидел, все заварены операцией. Странно ещё и то, что сварщик был вообще один, обычно ещё человек восемь сверху стоят, советы раздают.
1 балл
-
Вот видео http://youtu.be/W23WniWZ2yIМесто для тайных собраний будущих революционеров, есть много схронов. где можно оружие припрятать, на самом деле в этом помещении сейчас веду сварочные работы, это бункер куда через "течки"(которые я варю) ссыпают песок и щебень, а отсюда по ленте он идет в бетоносмесительную машину.Сварка "Течки"
1 балл
-
Спасибо конечно но в черте города(на фотках) красоты мало, так..рабочие окраины. Красоты начинаются чуть дальше..
1 балл
-
Работа такая спидгласов не напасешься.
1 балл
-
1 балл
-
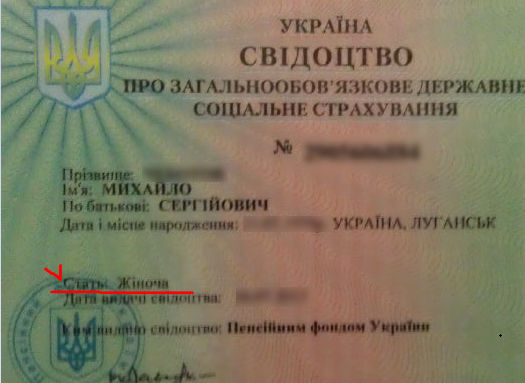
сегодня коллега показывал свеже выданную карточку соц.страха. говорит-теперь я на 5 лет раньше на пенсию пойду,причем,на законных основаниях!.. перевод с украинского,для тех кто не в курсе)) ... Пол._Женский.
1 балл
-
Варил тоже насос, но в аргоне, вообще без проблем.1 балл
-
Накопал в нете. Что то мне напоминает.
1 балл
-
"МЫ ЗАПЛАТИМ ЗОЛОТОМ 2". Вторник не предвещал ничего грандиозного,но вдруг зазвонил телефон-Звонок от "шефов" :-Ребята приезжайте завтра,нужно коллектор срочно заварить-.... В среду с напарником в путь дорожку к "шефам",по приезду разместились,и с обеда пошли смотреть ентот коллектор.Разочарование не заставило себя ждать,коллектор в предсборочном состоянии и количество лежащих рядом деталей хорошего ничего не предвещало (а выходные то под угрозой). А пока чтоб не унывали,получите на разогрев (пока собирают,вы донышко к патрубку приварите)....Патрубок 500х70мм Среда и пол четверга прошли почти не заметно,попутно мужики собирали какого то ёЖжика.Вторая половина четверга,под лозунгом "Выходные под вопросом"прошла в "ударном темпе" ...На пятницу остались 133 врезки и донышко,"пошкрябать" и впарить энтот коллектор ОТК.В этот раз в помощь был выдан такой "агрегат" Invertec® CV/CC 500 http://lincolnelectr... 500-EN_rus.pdf
1 балл
-
Здравствуйте, коллеги! Кто о чём, а я опять про подставки под зонт от солнца. Сосед-торгаш заказал на днях подставку для зонта, так как китайское чудо-техники не выдержало нагрузок. Рассматривая изделие желтолицых товарищей, пришел к пародоксальному для себя выводу: делая такую хрень стоимостью 20 грн.= 80 руб., китайцы рубят хорошие деньги на такой дряни, при этом никаких официальных претензий не получая от потребителей. Немудрено, какой дурак из-за 20 грн. будет поднимать волну, тем более ответ предсказуем: "А что вы хотели получить за такие смешные деньги?" Вообщем, делать качественный товар, а следовательно, значительно дороже китайского - работать для души, а не для материального блага. Вот такое моё мнение, провереное опытом. У соседа деньги имеются, поэтому и заказал подставку. От китайской его воротило и перекашивало так, что если бы он давал интервью в прямой эфире, то его слова были бы заменены сплошным писком. Воткнуть в землю китайскую хреновину невозможно - гнётся, зажать трубку зонта нереально, так как в стенке трубки толщиной 0,5 мм невозможно нарезать полноценную резьбу М8 с основным шагом 1,25 мм. Да тут и мелкий шаг не поможет, даже 0,5 мм! Далее, даже если вам как-то удастся зажать этим винтом трубку зонта, то она начинает сминаться от винта. Вот такой парадокс, товарищи! Забыл сказать, что зонт у соседа диаметром 2,5 метра. Получилась вот такая штуковина с подстаканниками и дополнительной трубой-втулкой, которая вставляется в трубку зонта и которую зажимает уже барашковый винт..
1 балл
-
Суровые мы только внешне,но добрые внутрях .... Четверг для начала работ,какой то день не правильный. Пока настраивались на спирали,часиков около 17.00 подходит "сменный мастер",давний знакомый (не плохой человек),с просьбой :Миха выручай,после 20.00 надо "срочно очень" приварить "опорку" ,одна надежда на Тагил.Ну и не видя этой "опорки",так как " Тагил опорный край Державы"-дал согласие на исполнение сего подвига.В 19.00 пришла пора знакомства с "с этой .... "опоркой".И тут в голове мелькнула мысль "За подвиги бывает, посмертно вручают ордена"....а это всего лишь день приезда. В общем диаметр её оказался 1500мм,толщина стенки 30мм и требовались катеты 26мм,на меня смотрел кольцевой стык «опорки и донышка», не вдалеке присмотрел помошника Taurus 551 Synergic S FDW http://www.ewm-group...&category_id=12 проверил вращатель,припёр лесенку и погнал наматывать швы на 3-ем проходе подошёл к режиму forceArc,накрутил току поболее и 4-й,5-й проход как на "автомате" а в 22.00 побрёл устало "в номера"(гостиница при канторе)....
1 балл
-
"Шефы" на выходные в гости пригласили,угостили чайком.И под лозунгом "Сроки горят" навалили работёнки.Приварите "пожалуйста" спирали,ПВД собрать не успеваем,"МЫ ЗАПЛАТИМ ЗОЛОТОМ" ...И понеслась сварка электродная,почти "автоматическая".... и 788 "спиралек" предстали нашему тоскливому взору.Деваться некуда,и мы превращаемся в "роботов".... В воскресенье на столике,опустевшие коробочки,и на"закусь" гидроиспытания (570кг/см2), но.... на 540 кг, нае...лся водяной насос.... готовая к "свадьбе" ПВД
1 балл
-
В субботу подходил к нам представитель заказчика,а с ним какая-то женщина.Солидная вся такая,в рыжье,в "гайках".Вальяжной походкой подходит к нам.А у нас обед был.И спрашивает так:"У вас сварка ручная или дуговая?" Мы даже не засмеялись.Просто такого не ожидали.И тут она,не дождавшись ответа на свой супервопрос,выдаёт следующее:"Вы только смотрите,в околошовной зоне не курите!" Мне живот сразу скрутило после этого. Думал не добегу до сортира.1 балл
-
Тиски вареные , изнутри и по углам электродами 92.58
1 балл
-
Чужого не надо, но своего не отдавайте!
1 балл
-
Газопорошковая наплавка . Мелочевка .
1 балл
-
Наплавленые
1 балл
-
Еще два блока привезли наплавлять, прорвало чтото , редкая в общемто работа . Наплавлять боковые части постелей только нужно будет.
1 балл
-
Добрый вечер, коллеги,хотелось бы поделится и своими наработками.На фото серый чугун 14мм и стальная труба 12мм диаметр 250мм.Электроды подобрал китайские СНС 408 варят не хуже чем 92 60,правда фаски слесаря совсем плохо сняли ,и в (спешке) всё делалось,но получилось нормально.1 балл
-
Не работаю в китайском оборудовании,поэтому скажу только одно.Когда на выставке "Сварка-2012" прошедшим летом китайские производители увидели стенд "3М", то долго ощупывали буквально каждый мм св.маски и едва не залезли в задницу доверенному лицу со своими вопросами.Почитайте ранние посты участников форума,может это Вам поможет.Наверное есть разница между БМВ и Great Wall...хотя бы в цене.
1 балл
-
Хорошо, вырывать не буду. Во-первых ремонтируют не чугун а деталь, изготовленную из чугуна. А каждая деталь несет свои нагрузки при эксплуатации, имеет свою конфигурацию, да и устраняемый дефект тоже разный. Вы можете гарантировать, что прочность в месте сварки будет не меньше той, что была до поломки. Я -нет. Во вторых не понятно, что понимать по выражением "такой ремонт"? В третьих - про герметичность сварных швов на чугунных деталях. Варят их так-же, как и детали, не требующие герметичности. При сварке дуговым способом достичь герметичности швов весьма проблематично. Приходится дополнительно герметизировать. А зацепило меня именно то, что "вырвано из текста". Я много варил чугунные детали и считаю, что это не простое дело. И предостеречь хочу всех, кто читает наши "опусы", чтобы к сварке чугунных деталей, даже простых на первый взгляд, подходили серьезно.1 балл
-
Для уменьшения нагрева чугун варят на малых токах участками 15-30 мм с проковкой шва. Концы трещин засверливают сверлом Ф5-6 мм. По фото можно предположить, что засверловка Ф3, это мало, будет непровар. Разделка трещины широковата. Я такого типа трещины обычно разделываю засверловкой почти на всю толщину стенки или болгаркой кругом толщиной 4-5 мм. А электрод с медью - это позавчерашний день. Есть хорошие электроды, ESAB ОК 92.58, ОК 92.60. И желательно подогреть свариваемый участок до 200-300 С. А так - пойдет. Трещина "легкая", расположена с краю детали, Возникшие сварочные напряжения не опасны. Удачи!1 балл