Лидеры




Популярный контент
Показан контент с высокой репутацией 06.01.2013 в Сообщения
-
Пару фото о том, как сварочный ток и стиль сварки влияют на формирования валика. Часто слышу о том, что нельзя в отрыв положить шов красивее эстетичнее, чем без отрыва, попытаюсь доказать обратное. Хотя варил не для фото, а для прочности в более нагруженном месте.
 7 баллов
7 баллов -
Позапрошлым летом варил раму полуприцепа. Нижняя полка треснула. Усилил уголком 20×30, и ещё в углу "огрызок" потолще впендюрил. Там вообще цирк, такое ощущение, что кто то круто "тюнингнул" фуру. А точнее поменяли мосты. Родные были другие какие-то, наверно навернулись. Ну отремонтировали "на продажу", дёшево и сердито. Рессора может даже и родная, а у моста крепление аморта далековато от рамы. По логике вещей, ширина моста подходящая, значит верхний кронштейн аморта, этого моста, должен крепиться не к раме или "быку", а к траверзе, усилителю перед мостом. А следов крепления родных мостов обнаружино не было. Была мысль, аморт сидел на одном болте с буксой рессоры,может ступенчатый болт был. Но "самоделкины" решили проблемму выточив из квадрата кронштейн: Не очень умное решение, приварить к раме, швы поперечные. К тому же при полностью спущенных подушках, кузов ложится на аморты, а не на отбойники. При езде по неровным дорогам, а по другим мы не ездим, шток, используя крепёж, в качестве рычага, ломает раму. Так что, рядом с моими заплатками появились новые трещины. Вообщем придумали, вырезать отверстия в быках, в которые вварить трубки под болты.
7 баллов
-
Пусть для вас, коллеги и друзья, Станет всё необычайно новым. Счастье обретите для себя С белоснежным Рождеством Христовым.
4 балла
-
Очень часто варят и сверху вниз,особенно глухие углы,где горелку не повернуть.Большая часть швов выполняется на предсборке,в нижнем положении.Оставляют только припуск ( где +30) и монтажные стыки/тавры.Поэтому два соседних вертикала могут быть заварены в разные стороны.На переборках сначала заваривали стыки и тавры КБМ,потом стыки АМг (радс) и в крайнюю очередь стальные "юбки" (п/а).Конкретно то,что Вас заинтересовало варилось в два приёма.На монтаже сначала поставили угловую переборку,прихватили и заварили "железо",потом заварили АМг.После чего поставили прямую и стали вываривать потолки-вертикалы на стали и алюминии.Лёжа-сидя-стоя,с трапа,левой-правой,верхней-нижней конечностью - это мало кого беспокоит как.У нас ведь целые институты думают как упростить конструкцию: "-Тов.космонавты,завтра полетите на Солнце! -Так ведь мы сгорим? -Вы что думаете,в ЦК дураки сидят?Ночью полетите..."
4 балла
-
Тут гдето есть тема с бурными дебатами по этому поводу, как можно, как нельзя варить, сварка в отрыв, контроль тоже проходит. Хотя и нельзя, но если никто не видит, то можно.3 балла
-
Это точно сварной везде виноват,приходилось ремонтировать ковши с шагарей,марганец вариться с подогревом ,а на улице -40 да и у нас кроме НИИ ничего нет,какая тут технология.Да куча начальства от тебя не отходит и все умные-специалисты(накипело)3 балла
-
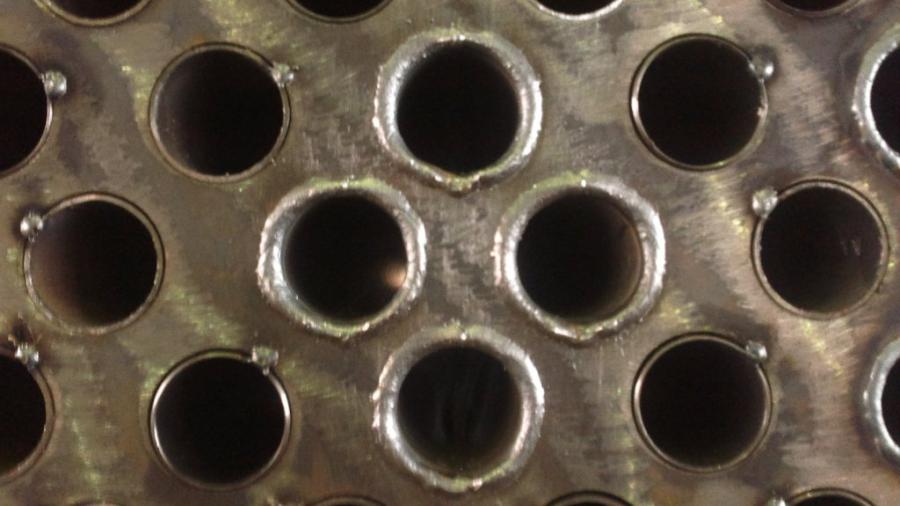
Труба ф40х1,5мм +трубная решётка S=10мм. http://websvarka.ru/...t=80#entry39758 Сварка П/а,в СО2. проволока 1.2мм. Режимы(ориентировочные)- 20В,скорость подачи проволоки -4м/мин.Вертикальное,сверху вниз. "для контроля" проходное отверстие,не менее 36мм
3 балла
-
Информация для всех. Балабол и обсиратель под ником SSVA забанен навсегда, все его посты удалены, в будущем его клоны (по айпи) будут блокировны Причина, его последний пост. Который я могу класифицировать только как АСОЦИОНАЛЬНОЕ поведение на форуме. Все его последователи которые кроме тролинга и флуда ни на что не способны в плане адекватного восприятия действительности МОГУТ отправлятся вслед за SSVA.(я и АВН им можем помоч в этом эротическом путешествии) Прежде чем писать прочитайте первый пост в этой теме, срач надоел, я злой и безкомпромисный, по головке гладить не буду. Взятки в виде подхалимажа, девок беспризорных и борзых щенков не принимаю. Надеюсь что все все правильно поняли. Жду отчета от hau и Veha2 балла
-
Может быть другая марка? ОЗС-12 даже с медной проволокой не надежное соединение будет!2 балла
-
В реальности она вам не нужна.Отдельный блок подачи,проволока в катушке и не всегда и не везде это хозяйство приложишь.Такие употребляются для сварки труб во вращателях или для "линейной" наплавки в станках.Жёсткое закрепление,подбор режима подачи пр-ки/вращения детали и тока с большими рабочими циклами.Включение оборудования может быть различным.
2 балла
-
Как мне на курсах, объяснил инженер, в точке прерыва, после остывания, визуально затухания красного каления, активно образуются поры. Поэтому, при сварке, при перемене скажем электрода, следует место будущего замка, зачистить болгаркой. Другой вариант, быстро менять электрод. Инженер сказал, на его памяти такой быстротой обладает только один, знакомый ему сварщик, и то где-то в Финляндии работает... Так, что с прерывом можно, главное не тормозить!2 балла
-
@Isperyanc, На предприятиях самостоятельный монтаж кабеля и эл. оборудования и упаси бог в на изделии или около-на лесах,- карается "высшей мерой". Приговор приводят в исполнение мастера по ТБ, командует нач цеха: "Пли!!!"2 балла
-
Равнобедренные прямоугольные треугольники с магнитами.По ним сборщики выставляют подкладные планки в 900 .К слову,раньше эти подкладные вываривали в нижнем положении (внутри клеток),теперь упростили - варим потолки,т.е. по видимым на снимке прихваткам.2 балла
-
Насчёт "уровня стопы" не мерил,но всё это будет причерчено,подрезано,зачищено,прихвачено и заварено в надлежащем виде.Если конечно не придётся распускать и заваривать заново,такое тоже случается... Что-то мне подсказывает,что здесь ещё труба (фановая,пож.гидрант,***-провод) будет проходить,а может и не одна.
2 балла
-
У нас всё схвачено.
2 балла
-
Справа от каски "серебрянный",а слева "золотой стык" на КБМ-1. Надеюсь,что в этом году биметалла больше не будет.В том смысле,что его хотя бы будет меньше.
2 балла
-
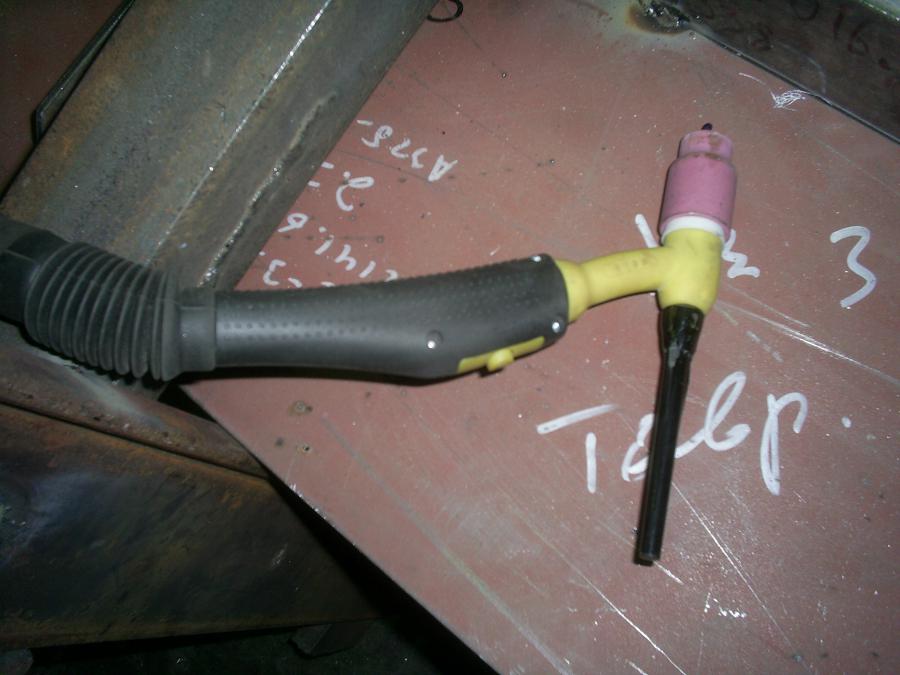
Нержавейка aisi 304 лист 2 мм, наружный угловой шов.Присадка .ER 308 LSi - ф 2 мм. Аргон 7 л/мин (маловато оказалось, шов темноват), вольфрам 2мм заточка в иглу вылет 3 мм, сопло номер 6. Сварка в импульсном режиме"капля за каплей" с опорой на край сопла и слегка перекатывая. Базовый ток 8А, пиковый 170 А, коэффицент участия 12,5 %.
2 балла
-
Стал не вольным свидетелем "сценки". X-Анатолич ты куда...? Z-Я к себе. X-А что не работаете то, время то всего ( где то было15,00.) Z-Да там... потом... пака не там мы... X-Не понял как это не там? Z- "подходит по ближе к X" X- Не работаете потому что...о Z- (спрашивает) Не понял. X-Ну не работаете потому что...о... ну? Z-сказал же. X- Нет, не так. Я спрашиваю ,не работаем потому что..о... ну!!!??? Потому что...о..??? Z-Да бл...ь потому что все съе...сь (разъехались) на вокзал домой на новый год!!! X- Вот, вот! Молодец. Всё правильно. Молодци. (в хорошем тоне) И ты давай ключи сдавай и езжай (в Уфу мужику надо, к семье) Z- понял (уходит) X- э подожди. А почему не работаете то? Z- (молчание) X- в смысле эт не официальная версия, а что мне выше передать? Z- да кабель нам не подвели в шкафы (уже неделю).... X-Вот! Вот молодец. Ну давай езжай. До встрече в новом году... до сих пор на хи хи тянет.2 балла
-
Я пытался простым п.а. заполнение на трубах после корня делать.... Половина стыков - брак. несплавление по краям шва, на пленке как темные нитки. П.а. был не идеальным, чуток держак изогнешь и подача проволки притормаживается. Хотел ускорить процесс.. потом флексом целый день с напарником вырезали результаты неудавшегося эксперимента, за что ему ящик пива поставил. Пересветка евро в 500 начальнику встала. Он был мягко сказать в недоумении, от количества и своеобразности брака. Мы со вторым сварным ему в один голос объясняли это концентрацией магнитных полей непонятным образом скопившихся над сварочным постом, обещали впредь бдительно отслеживать и разгонять их.2 балла
-
Я теплотрассы и газопроводы не фоткал, но у приятеля вроде были, сами швы может и не видно будет но общий фон с моей натурой запечатлен.
2 балла
-
Назначения? Крайний третий поднимешь - проволока будет тыкать в св.ванну, средний опустишь - ток будет таким, что через минуту расплавится наконечник вместе с рассекателем (проверено) а первый я даже трогать боюсь...2 балла
-
Ребята! У меня такой вопрос - напарник варит чугун патронами ОЗС-12 (за цифру не ручаюсь), с подогревом 150 градусов, говорит "нормально будет". Деталь работает под хорошей нагрузкой. У него стажа раза в три больше по чугуну и вот мне интересно, он прав или нет? Чугун толстый, серый, марка неизвестна. Заранее спасибо!1 балл
-
Просто зажим не был рассчитан на такие тока. А после купил более мощный И еще один, как был раньше, для мелких работ А Фубак ушатали наши балбесы в декабре, пока я с температурой в больнице лежал. Наверное варили на улице, как-раз -40 было. Ремонт обошелся в 4500р., заменили плату, а я уж надеялся, что новый купят.
1 балл
-
Все люди по-разному относятся к виду крови. Стресс, шок, обморок или желание бежать.... Реакция разная. В военкомате многие видели, как здоровенный "лось" падает после прививки. НЕЛЬЗЯ за это осуждать, человек так создан.1 балл
-
Легендарная "Тачанка"
1 балл
-
Мы долго и совершенно безуспешно воевали с нашими "водятелами", которые совали в наждак все - монтировки, воротки для торцевых головок, топоры, тяпки, лопаты и прочее. Терпение кончилось на ломе, заточеном там же. Попросили электрика-силовика, он нам собрал "хитрую розетку", пока в нее отдельную вилку не воткнешь - тишина. Про "удовольствие" править сверла или вольфрам на точиле с радиальным и (или) осевым биением - все в курсе, уверен. @АВН, давно зреет идея так же приспособить эл. машину. Да еще хочется хомуты придумать "быстросъемные".1 балл
-
Sotrudnik занимается изготовлением сварочных инверторов ИИСТ, к их аппаратам у нас серьезных замечаний на тестах не было. Лично мне не понятна его реакция, если только Исток не начал сотрудничать с Максима в плане создания своего П/А. Хотел бы ему предложить прочесть 1 часть обсуждения, где люди прямо указывают на поломки и недостатки SSVA, кроме этого каждый имеет право выразить свое мнение по поводу эргономики изделия, удобства/неудобства работы с ним. Ваши ведь слова о том, что любое изделие имеет недостатки, кому-то нравится, а кому категорически нет. Но уже дошло практически на любом форуме до абсурда, что критиковать можно любой другой инвертор, а на SSVA можно только молиться. Вы ведь сами следили за тестами инверторов, все инверторы были в одинаковых условиях, почему-то для SSVA эти условия не подходили. Когда уже наконец производители начнуть устранять недостатки, как Шмель, Патон, ИИСТ и т.д., учиться на ошибках, а не постоянно показывать свой оскал. Может данный инвертор уже избавился от своих болезней после последнего теста, который был год назад, но по отзывам, к сожалению, я не вижу каких-либо сдвигов, тем более, что производитель уже не очень то хочет, что бы их продукция тестировалась. Может и к лучшему, думаю, будет не сложно найти пользователя, который бы согласился принять участие в тестировании1 балл
-
Покрупней надо сначала на корабль сходить,залезть в эту шхеру,закрыть гофры,чтоб не отсвечивали,а потом уже фотографировать с переноской,чтоб вспышка не засвечивала сам шов.Так уж повелось,что на пароходе будни - это либо корпус (переборки,палубы,шпангоуты,балки,бульбы) либо трубы (вварыши,фланцы,кингстоны,шпигаты).Могу сфотографировать ремонт лопаты или ключа,если принесут.Публикуйтесь чаще,посмотрим насколько у Вас богатый ассортимент изделий.
1 балл
-
"Справа от каски "серебрянный",а слева "золотой стык" на КБМ-1." Что-то шовчики не разобрать, где золотой - где серебряный, по-крупней бы! А так зачёт! хоть что то новенькое, а то каждую неделю одно и тоже перегородки и перегородки!!!. это всё равно что я бы выкладывал каждый день одни балки!
1 балл
-
"Точилка" для вольфрама,зубила ЗПШМ и всякого разного,что в голову взбредёт.
1 балл
-
Найденное яндексом:
1 балл
-
Не реклама, а так к сведению. Очень знаменитая фирма Эр Ликид (Air Liquide) всю свою деятельность занималась газами (аргон, гелий, водород и пр). Когда деньги девать стало некуда, купили несколько заводов и стали производить баки, цистерны и пр., для перевозки и хранения газов. На этом они не остановились и купили 12 заводов в Европе, по производству сварочного оборудования. Производят все. Автоматизацию, лазеры, плазму, полуавтоматы и конечно тиги. Только аргонники они делают от 400 ампер, а то что Вы спросили, они заказывают в Финляндии (Лахти). Называют своим именем и продают. От этого этот аппарат хуже не становится. Это тот самый MasterTig MLS-2300 AC/DS, но другого цвета. Начинка 1 в 1. Эр ликид вполне возможно скоро и сам будет делать легкие аргонники, но пока это делается так.1 балл
-
приваривание крюка к ковшу эксковатора, сварка в вертикальном положении электроды ок53.70 четвёрка длиная меньше ничего не было и в добавок все срезалось и подгонялось резаком, нормального никто не даст, и как всегда дул ветер и шёл дождь.
1 балл
-
настраивал полуавтомат, хотя варил второй раз в жизни,первый раз на курсах на циклоне 201 вроде. вертикальный шов сверху в низ проволока1.2 подача где то 4м/мин, аппарат ewm phoenix421 progress puls forc arc, аппарату года четыре но не работал на нем никто почти ролики даже ржавчиной покрылись, вот только фото не зная куда выложить в каком состоянии был.
1 балл
-
Наплавка на пальцы ковша экскаватора,размеры пальца где-то 450 на 65. электроды ок 74.70 3.2мм на 450мм, хватает на один проход ок53.70 четвёрка после токарной обработки
1 балл
-
Купил для дома mitech cut40 осенью немного пробовал им резать, оччччень понравилось. Режет все что проводит ток. Правда по моемому он китаец но из дорогих (хорошее дешевым не бывает, или скупой платит дважды) это и мое мнение Спалил пару сопел по неопытности, атак шорош гусь. Выбирал такой чтобы меньше тока жрал не из экономии а чтобы свет не моргал. Да и сварочник этой же фирмы mitech tig\mma 180A Пока работает хорошо, мне как самоучке нравится.1 балл
-
Чего там . они играют в свои игры . и куча бумаг не просто так разведена . Раньше хоть один Остап Бендер был и то книжный . Иосиф Виссарионович не позволил бы . Хотя наверное знаете случай с поддельной воинской частью . можно списать на военную не разбериху . Но самое нормальное чего могу пожелать всем коллегам перед Новым Годом . Свой нормальной площади гараж . хорошей аппаратуры . богатых и многочисленных клиентов . желательно любовницу в налоговой инспекции . И только в таком случае возникает дурацкий вопрос . А зачем мне НАКС ?1 балл
-
Именно на нем. Более контрастного предприятия не встречал. Наплевательское отношение к технологии и технике безопасности пересекло пределы разумного, но не менее ошарашивает "чудоремонтный" контингент . К примеру был в бригаде сварной заслуженный,под полтинник лет. Чет у него в жизни не заладилось и бухал он по страшному, при весе около 50 кг умудрялся съедать за смену по килограмму крутки и при этом кое-как работать. При мне в таком режиме целый год "отплавал". Этого его дело личное конечно и народ уже смирился с мыслью, что это конченный чел и вскоре у него или кукушка улетит или сам где нить со скоб-трапа об палубу шмякнитца . Еще через пол года врачи ему сказали, что по состоянию здоровья он скоро сдохнет, вне зависимости бросит пьянку или нет. Ну и как бы все тут понятно было ...до того момента пока я не узнал , что по несогласию с мнением врачей он бросил бухать, перездал на права, купил машину в салоне, имея машину нашел бабу, с ней в складчину взяли двушку в кредит и живет себе наслаждаясь жизнью...1 балл
-
Вячеслав, 32 года, стаж 8 лет. 2 года на судоремонте РД и полуавтомат, остальное время РД на трубах ( внутренние и наружные сети; газ, отопление). Считаю что сварка это ремесло граничащее с искусством и отношение к ней проявляться должно соответственное. В последнее время вольный художник. Снимаю шляпу перед людьми глобально разбирающимися в электронике , металлургии и сварочных процессах. Помышляю о своей конторе с акцентом на высокие технологии...1 балл
-
Ведь складней усилить профессиональную подготовку в пту/лицеях . с нормальным обучением . как кстати сейчас мы должны быть по образованию на уровне техникума. зачем человеку который закончил хорошее образовательное учереждение . ещё подтверждать бумагами от того же накса что он не осёл ?1 балл
-
Выбор всегда есть . Есть частные . как правило не крупные организации где накс совсем не требуют . просто смотрят ( что есть правильно) что умееш делать . Вот вопрос что делать без накса ? Чем его заменить ? Да ни чем . Пришёл на работу устраиватся . сварил пару образцов . Это при наличии удостоверения где и так учили . и трудовой книжки . где что можно написано . Зато путаницы не будет . это когда бригада таджиков приезжает и всех накс .и 6 разряд . Ведь не секрет что тот же гостехнадзор был просто формальность . Как в прочем и накс . но за эту формальность не слишком ли многих дармоедов кормить приходится ?1 балл
-
Вырезали отводы на воздуховод получилась ёлочка . Как раз к наступающему ))
1 балл
-
Считаю нужным в тему Накс скинуть оцифровку . для сравнения -что было и как сейчас . это старый год . работа в обувной системе . в том смысле что это не трубы . но сплавы тоже не простые . всегда ВД и Уони . А это основное удостоверение . каждый год мы перездавали . как мог оцифровал .вечером . . .Это уже дикий капитализм в 95 году . стоят заводы . фабрики . И директор с удивлением заявляет . Рабочим не плачу зарплату девять месяцев . а они всё ходют и ходют . пора на вахте по пятёрке с носа брат за вход !
1 балл
-
Есть у нас девушка -диспетчер, что-то начудила с ноутбуком и один локальный диск не открывался,а требовал форматнуться. Она со слезами попросила помочь вернуть фотографии. Т.к. кроме них ничего на этом диске и не было.(Фильмы,музыку можно скачать). Вытащил я ей эти фотки (правда вытащились еще и картинки когда-то удаленные с компа,вплоть до кеша браузера). Сортировать и разбирать ничего не стал. ибо ковыряние в грязном белье чужом это фу). На ее вопрос : -Что я тебе должна ? постоянно отмахивался ,мол ничего. Один раз не сдержался и ляпнул на этот же вопрос ..."бл..ть",дальше договорить не успел ибо услышав это в разговор влез наш "гаражный пертосян" и не упуская шанса подколоть выдал :- зачем тебе бл..ять ,если есть она? .))) Чтоб потом Любашка отстала с этим уже надоевшим вопросом сказал : - бмв е36 подаришь мне и будем в расчете! Проходит пара недель и о чудо , не е36, а круче...х6 .. (на шкурку от банана внимание не обращаем) Я конечно и сам знаю ,что детство в моей чакре еще не успокоилось,да и шило там же вовсе не шило,а стержень ,который не дает сломить организм,но неужели это так заметно?)))
1 балл
-
обычный трансформаторный MIG не будет варить ММА по причине малого ХХ, например (инверторный MIG может и будет, но погано, через балласт разве что) плюс к тому жесткая ВАХ, но ВАХ можно исправить балластом. нормальный TIG (со штыковой ВАХ) будет хреновато варить ММА, особенно основными электродами (они стремятся залипнуть при короткой дуге, по моим наблюдениям, хотя работать будет, да). источник для MIG имеет жесткую ВАХ и в режиме TIG будет ад - будет быстро раскаляться и выгорать электрод - кто-то пытался, то ли с этого форума, то ли с чипмейкера и жаловался на происходящее безобразие. но можно воспользоваться балластным реостатом и тогда, наверное, всё получится . разве что MMA инвертор сможет варить TIGом почти нормально - но в моем случае быстро выгорал электрод и загаживалось испаряющимся вольфрамом сопло, пока немного не доработал инвертор.1 балл
-
Могут быть 2 причины. 1-боковой ветер сдувает аргон. 2 при резком перепаде температур метал начинает "потеть", а потом этот конденсат испаряясь и попадая в зону сварки опять же нарушает газовую защиту. Причем это наиболее заметно в начале сварки. Потом по мере прогрева металла конденсат успевает испарится на большем растоянии от места сварки. Попробуй подогревать место начала сварки.1 балл
-
При ПВ в 13% при 40 гр. из него только хороший обогреватель получится. Могу сказать однозначно, что разница ощутимая между Тетриксом 230 и Джасиком 200Р. У Тетрикса более высокий уровень качества сварки. Это мой сварочный арсенал.
1 балл
-
@morgmail, Охото чего нибудь брендового и надёжного, видимо придётся раскошелится... "Дорого да мило, дёшево да гнило" .1 балл
-
Совершенно с вами согласен , желательно ещё в комплекте иметь удлинённые сопла как к стандартным и с газовой линзой цанго-держателями , для облегчения сварочного процесса в трудно доступных местах , очень удобно .
1 балл
-
92.58 побыстрому (срочно ) варил , внутри корпуса куча шестерен и сальники , подогрел до 150 гр. и проварил с обоих сторон попеременно . Начал из нутри чтоб если и потянуло то "внутрь" - подгонки плоскости меньше . Так и получилось - слегка внутро потянуло .
1 балл