Лидеры




Популярный контент
Показан контент с высокой репутацией 02.10.2012 во всех областях
-
А мне торопиться некуда, ковыряюсь себе потихонечку!
 4 балла
4 балла -
В выходные сварил очередную лесенку,завтра поеду монтировать,выложу фотки как выглядит на месте
3 балла
-
Вечером размещу фотки снаружи, внутри, коробочку со ссылкой на сайт "Мира сварки" и отзыв.2 балла
-
Способ крепления кнопки включения питания http://data.photo.sibnet.ru/upload/imgbig/134919430193.jpg http://data.photo.sibnet.ru/upload/imgbig/134919427933.jpg http://data.photo.sibnet.ru/upload/imgbig/134919428036.jpg http://data.photo.sibnet.ru/upload/imgbig/134919429640.jpg2 балла
-
Прошли те времена, когда всё зависело от полноты налитого стакана. Теперь всё зависет от полноты набитого кармана. Никогда не работал за выпивку. За бесплатно - да. Если мне захочется выпить - пойду куплю.2 балла
-
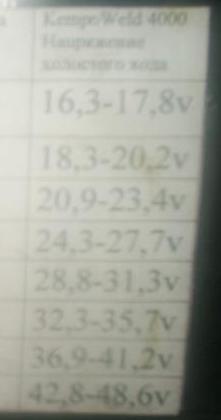
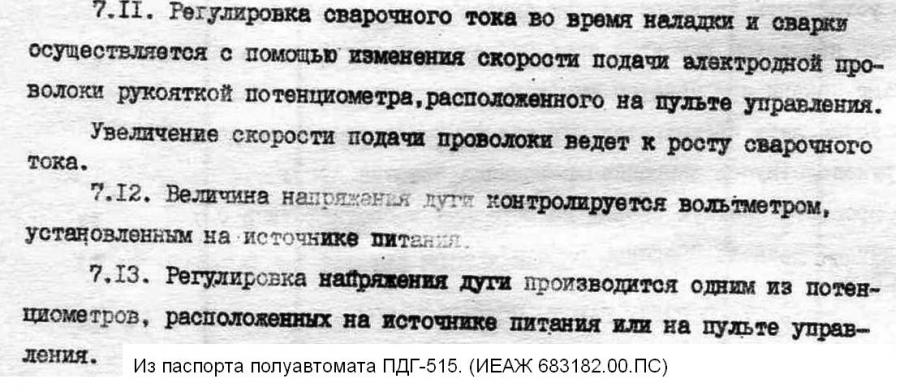
Дмитров, вы, видимо, не особо внимательно прочитали что я написал в п.92. Существует теория электрических процессов, законы физики...Блювельд-комби то причем? Повторюсь: при выставленном напряжении на выходе ИП с жесткой ВАХ изменение скорости подачи сварочной проволоки приводит к изменению длины дугового промежутка, иэменяется сопротивление дуги, а вслед за ним и ток сварки. Это физика, Блювельд здесь ни при чем. Просто есть понятие "эластичность" дуги. У упомянутого вами Блювельда, скорее всего она очень небольшая, т.е. очень мал промежуток, в котором без обрыва может изменяться длина дуги при изменении скорости подачи проволоки. Но это уже совсем другая история.2 балла
-
Малер,вот такой вертикал Вас устроит?Св.08г2с,1,2 мм,углекислота.
1 балл
-
Не перетерлась, сгнила. Когда горелка лежит без дела - в шланге влажная атмосфера, как в джунглях, коррозия быстро свое дело делает.Лечится заменой провода. Обычно для этого применяют ПЩ (провод щеточный), но можно использовать луженую экранирующую оплетку от кабеля. Провод в шланг монтируется свободно, там еще вода должна протекать. К штуцерам провод паяется припоем, напр. ПОС-60.1 балл
-
Немножко о "пайке" http://data.photo.sibnet.ru/upload/imgbig/134919428168.jpg http://data.photo.sibnet.ru/upload/imgbig/134919429395.jpg http://data.photo.sibnet.ru/upload/imgbig/134919429115.jpg http://data.photo.sibnet.ru/upload/imgbig/134919428694.jpg http://data.photo.sibnet.ru/upload/imgbig/134919428921.jpg1 балл
-
вот такая лесенка времянка
1 балл
-
В комплекте идут такие кабели http://data.photo.sibnet.ru/upload/imgbig/134918950280.jpg Держак стандарный китайский и говномасса. Причем кабели сечением 25 квадратов! Но массовый длиной всего один метр1 балл
-
Ну значит так... Побудительным мотивом написать этот отзыв явилось то обстоятельство, что у нашего сварщика сдох этот аппарат и обменять его в магазине отказались, сославшись, что вышел срок обмена ) А посему я теперь могу сорвать чекуху со своего(покупал раньше на неделю) и засветить его потроха в сети. Потому, что если и мой поломается - обмен уже не светит, ругаться с магазином... делать больше нечего, сдавать в сервис не стану, унесу сразу в мульду. С чего всё началось, как-то, в очередной раз приехав в магазин за расходниками, увидел этот аппарат. С виду явный китаец, ценник 4990, прикинул вес, потяжелее раза в два моего прошлого аппарата Тельвин техника 164, заявленный ток 220 ампер, заявленный ПВ на 140 амперах 100 процентов. Особых иллюзий не питал, взял на авось. На складе при этом меня уверили, что отказы есть, но в случае чего заменят без вопросов. Приехал на работу и давай его пытать. Всё замечательно, варит. Тут наш сварщик и спросил, что да как, где взял, почем. Я естественно сказал. И он купил себе такой же. В итоге он им поварить толком не успел. Аппарат отказал на третьем включении, да ещё на выезде - конкретное попадалово, километраж был намотан зря. Поэтому я как бы косвенно виноват в испорченном настроении нашего сварщика, кроме того, в интернете оказывается нет никакой инфы об этом девайсе. Вот и переборол свою лень, пусть инфа будет, пусть люди знают, что это такое WELD ARC-220 из "Мира сварки". Сейчас, как подзарядится фотоаппарат, приступлю к фотосессии ))1 балл
-
В тему http://ru.fishki.net/picsw/102012/02/pics/pics-048.jpg1 балл
-
Зато зимой подогрев.1 балл
-
не хватило сил прочитать все.Простите. Сегодня пытался настроить ПА ,чтоб на выходе был шовчик идеальный под толщину металла 3-5мм. Не зря фотик взял. На том аппарате что уже выкладывал здесь поставил 4 положение. Далее регулировал только скорость подачи. Если много,она не била в отдачу,но плевалось здорово.шов получался широкий и низкий. Если ставил подачу меньше среднего положения,то шов высокий. И чувствовалось что при перемещении горелки капля не успевает толком сформироваться(как-то так). Нашел золотую середину(но все равно не то). Шов ровный,брызг не очень много.(на фото он кажется очень высоким,но это только визуально от вспышки в темном боксе). Повторюсь,режим не менял(на моем ПА этот переключатель играет роль регулятора силы тока). Выходит все-таки скорость подачи влияет. Только почему то при таком раскладе нет ярко выраженных чашуек.И цвет матовый,будто под шлаком. Добавил давление углекислоты до 0.2,ничего не изменилось. Это от сквозняка? В среду еще покумекаю,но я хочу чтоб шов был как у Тига и Внука .
1 балл
-
Без комментариев, зачем комментировать очевидные и всем (или почти всем) известные вещи.
1 балл
-
Очень прошу господ Сварщиков не злоупотреблять кнопкой "Ответ".Если хотите ответить на крайний пост,просто напишите сообщение. Вы хотите ответить на обширный более ранний пост?Нажмите "ответ" и удалите всё несущественное из текста,не трогая квадратных скобок (quote) вместе с их содержимым. Представьте себя на месте человека,который заходит на форум с телефона.На странице 1/3 постов,1/3 ответов и 1/3 ответов на ответы.Каждый раз приходится пропускать всё это джойстиком сначала вниз для прочтения крайнего поста,а потом снова вверх чтобы перейти в другой раздел или тему.Очень это приятно или нет попробуйте сами. Надеюсь на понимание.1 балл
-
blazen79 все правильно подсказал, поверхность нагреть и посыпать бурой, с твердосплавом поступаем также, потом твердосплав на ламер или резец и капнуть припоем за раннее обработанном в буре. Принцип капилярной пайки, припой сам затечет куда нужно . С бурой действительно есть некоторые неудобства, в момент контакта буры с припоем происходит короткая слепящая вспышка. Очки газосварщика в помощь.1 балл