Лидеры




Популярный контент
Показан контент с высокой репутацией 22.04.2012 во всех областях
-
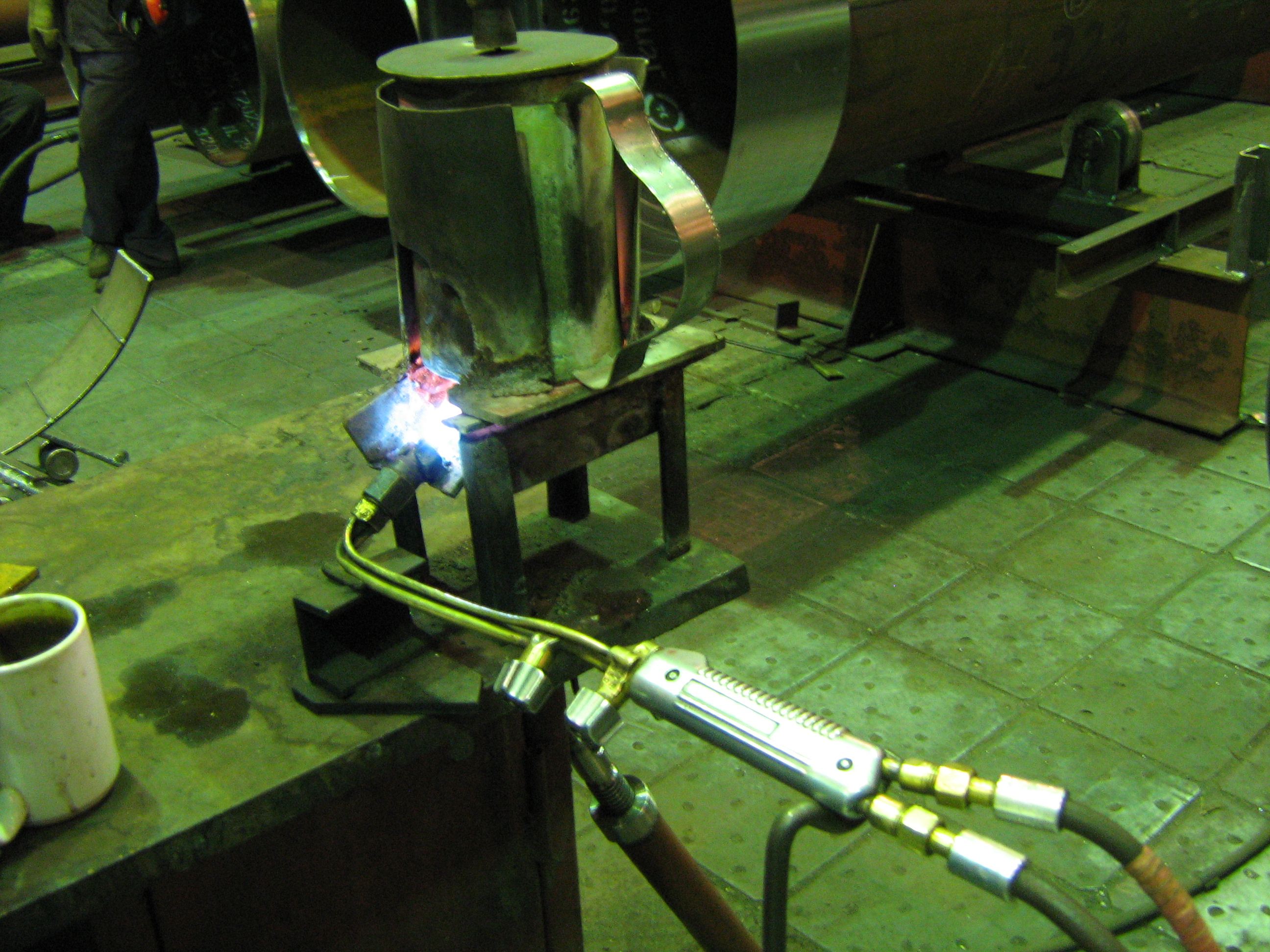
Сезон начинается . дачники уже в дороге :-) Гнули таким . .
 5 баллов
5 баллов -
Вы, уважаемый, к делу не с того конца подошли... "Хочу варить всё"... Желание-то оно хорошее. Вопросы так не ставятся...либо на них есть ответ: покупайте ВСЁ и варите ВСЁ.. И совет: хорошо обдуманный вопрос- это гарантия получить хороший ответ. И ещё: прежде вопроса настойчиво ищите ответ сами. Читайте, ищите в инете, постигайте опытом.. Люди у кого вы будете просить поделиться опытом, этот опыт не на халяву получили, и делиться им с от нечего делать задающим вопросы не захотят.. И наоборот - всегда рады будут поделиться с тем кто пашет, потеет, а что-то не получается. Ну, это всё необходимые, но так сказать общие рекомендации. Теперь конкретней. Определите первое: сколько вы можете потратить на оборудование. Второе, так как начать придётся с самого простого, разузнайте какие сварочные работы востребованы там, где вы живёте. И третье, продумайте где вы этим будете заниматься (гараж, аренда мастерской, частный дом, ИТП). Вот когда чётко сможете обрисовать ваши возможности, потребности заказчиков и ваше рабочее место, тогда с вами в большей степени станут говорить, как вы выразились "по делу".. Да, и ещё, если опыта в сварке у вас никакого нет, рассчитывайте на 3-4 месяца финансовых минусов. И это при условии что ежедневно и настойчиво будете учиться..быстрее вряд ли что выйдет. Желаю успехов во благом.4 балла
-
По идее,есть требования к стыку и там прописаны параметры шва,что снаружи,что внутри.Где то отсутствие валика прокатывает,а где то он имеет место быть обязательно.Так же и на аттестациях.Кое кого интересует лишь провар и отсутствие провисов,а ровный корень ставит в плюс,кто то наоборот "упирается" в равномерный валик.На одной из аттестаций кандидатам рекомендовали,хоть "борода" пусть висит в трубе,но чтобы провар был.Так что наши пожелания тебе,только в успешной сдаче.Пройдя корень,сточи его в минимум болгаркой,а сделанное грамотно заполнение само даванёт немного корень.3 балла
-
Меня просто интересовал род деятельности, если к примеру ремонт авто глушители там пороги то автомат, заборы калитки, водопроводные трубы электродами можно, и так далее. Но из последнего поста вроде стало понятно.но всё равно забавно не имея никакого опыта и браться сразу за всё, а не страшно что потом этим поддоном по голове настучат ))? То одно, тут же как я понял случай немного другой, купил ТИГ и реклама: "Варю алюминий и так далее"2 балла
-
Не вижу проблемы,варится и эл.сваркой и газовой.При электросварке нужно ток подбирать (немного побольше для выгорания цинка) шов получается ещё красивее, чем при сварке чёрной стали.Газовой сваркой-как обычно,неудобство в обеих случаях-едкий дым.1 балл
-
Круто!!! Даже Линкольн, Фрониус, ЕВМ и т.д. с огромным опытом так не говорят. Видимо SSVA-270P сделан из неубиваемых деталей и время над ним не властно.1 балл
-
А что газом не судьба заварить трубу на 32 и болгарка не понадобится так как весь ваш страшный цынк при виде пламени горелки махом облетит.1 балл
-
Разрешите и я с советом залезу. Привыкай сразу без отрыва варить.Я 13 лет в сварном деле и последние лет пять сам себя по рукам бью,как привык в ЖКХа на гнилье в отрыв,так и сейчас электрод отвожу автоматом. очень тяжело менять привычки которые в тебе на уровне подсознания. Для меня эта привычка как наказание.1 балл
-
Да ТИГ и МИГ вообще нельзя сравнивать лучше-хуже,- два разных вида созданных под свои определённые задачи как впрочем и ММА. Было бы, что-то лучше, от худшего давно бы отказались и варили более прогрессивным и универсальным. А для серьёзного сервиса нужно и то и другое, и третье, и газосварка в т.ч. -------------------------------- Была как-то история... Работал в шарашке по оказанию различных сварочных услуг. Как-то шеф Костя говорит:"Собираемся, грузим аргон инвертор и прочее, сейчас поедем в гор больницу там прибор для стерилизации потёк-заварим". Погрузили хозяйство в яп.грузовичёк, приехали, затащили в раскорячку баллон на 3ий этаж, настроился... Посмотрел я на место течи и говорю:" - Костя, а нафиг мы аргон горбатили по этажам когда тут одного электрода тройки нерж. хватит заварить?". Он так подумал с минуту и говорит:"А ты прав...". - Ну думаю, начальнички с опытом ёли-пали. ))1 балл
-
Я в курсе,конечно зачищал всё болгаркой.Светилы сами в недоумении,работаем с ними не первый год.Тяжёлые и не удобные стыки проходили просветку, да ещё с разной толщиной стенки.А тут ну ни как!1 балл
-
- не сломается. Я вилку прицепил "правильную" с заземлением но на практике таких розеток ещё ни разу не попадалось.1 балл
-
, вот здесь эта тема подробно изложена http://www.чип.ru/topic/9257/1 балл
-
На курсах в учебных центрах, у самих сварщиков, именно учится, а не штаны протирать.1 балл
-
Открываем дачный сезон.На фотке довольная хозяйка новой теплицы, ну и не менее довольный я.
1 балл
-
@som, да ладно не расстраивайся, глядишь еще увидимся... будем вертикал на перегонки варить.... И пивом просто так накормим. А до Астрахани не так уж и далеко.... эт ж почти рядом с центром вселенной... только центр вселенной чуть дальше... Да, по полуавтомату на работу (да и домой) давно тоскую... Есть самодельный уже почти ПДГ-Питон, 80% внутренностей поменяли, вплоть до устройства подачи проволоки (поворотник "дворников" от классики) и соленоидного клапан от стиральной машины.1 балл
-
Вот ещё и ещё. Это последние,по каждой теме выпадает 5 вопросов.4.03.1.01.НГДО-I-РД.doc 4.03.1.01.НГДО-I-РД_о.doc 4.03.1.02.НГДО-I-РАД.doc 4.03.1.02.НГДО-I-РАД_о.doc 4.04.1.01.НГДО-I-РД.doc 4.04.1.01.НГДО-I-РД_о.doc 4.04.1.02.НГДО-I-РАД.doc 4.04.1.02.НГДО-I-РАД_о.doc 4.05.1.01.НГДО-I-РД_о.doc 4.08.1.01.НГДО-I-РД_о.doc 4.08.1.02.НГДО-I-РАД_о.doc 4.09.1.01.НГДО-I-РД_о.doc 4.09.1.02.НГДО-I-РАД_о.doc 4.10.1.16.НГДО-I-РДН_о.doc 4.11.1.01.НГДО-I-РД_о.doc 4.13.1.01.НГДО-I-РД_о.doc 4.13.1.02.НГДО-I-РАД_о.doc 5.01.1.01.ОХНВП-I-РД.doc 5.01.1.01.ОХНВП-I-РД_о.doc 5.01.1.02.ОХНВП-I-РАД.doc 5.01.1.02.ОХНВП-I-РАД_о.doc 5.02.1.01.ОХНВП-I-РД.doc 5.02.1.01.ОХНВП-I-РД_о.doc 5.02.1.02.ОХНВП-I-РАД_о.doc 5.08.1.01.ОХНВП-I-РД_о.doc 5.08.1.02.ОХНВП-I-РАД_о.doc 5.16.1.01.ОХНВП-I-РД_о.doc 5.16.1.02.ОХНВП-I-РАД_о.doc1 балл
-
Главный ДИНОЗАВР: Чай? Кофэ??
1 балл
-
Не пожалеете http://www.kuvalda.ru/catalog/1953/22988/:good:1 балл
-
Зря вы придумали, что сварка без отрыва производительнее. Если расматривать неповоротный стык трубы или вертикал, то производительность примерно равна. Тоесть при сварке трубы без отрыва - на потолок, переход с потолка на вертикал и вертикале приходится варить на относительно низком токе(чтобы ванна не ушла, правельно сформировать шов и небыло подрезов). При этом скорость сварки снижается. А при сварке в отрыв, можно поставить больше току и быстро заполнять стык "крупными мазками ". Что же касается того, что до трубы допустили нас двоих, то потому что, мы вели сварку правильно, согласно требованию. А почему такое требование, да потому - При сварке без отрыва сварочный ток низкий и тепловложение в сварное соединение меньше, ктому же шов ложится равномерно, а не скачкообразно и тепло распределяется равномернее. Благодаря чему в метале шва и околошовной зоне возникает меньше напряжений и деформаций, поэтому сварное соединение будет прочнее. Тоесть, при сварке в метале шва и околошовной зоне, кто то может с умничать и сказать, что эта зона называется ЗТВ - не надо, я это знаю. Так вот в метале шва и околошовной зоне образуются, напряжения и деформации, которые не только влияют на прочностные характиристики соединения, но и могут приводить к дефектам, таким как горячие и холодные трещены. Так вот, чтобы уменьшить эти самые наряжения и деформации в металле, следует варить без отрыва. А еще для снижения напряжений и деформаций, трубы начиная с 219 варят два сварщика(одновременно), причем в определенной последовательности, а трубы с d 530 четверо. Это если соблюдать технологию, хотя как показывает практика технологию соблюдают мало где, у нас на газопроводах пока еще соблюдается, но и то не вся. Вернемся к с отрывом или без - Белаз в 5м посте верно заметил варите где как можете, ибо нельзя сравнивать ремонтируемую гнелую трубу,где давление врятли превысит 10кгс и газапровод от куста до компрессорной станции работающий при -50С, с рабочим давлением 250кгс. Мое лично мнение варить надо без отрыва - так меня учили(переучивали), так от меня требуют и это согласно технологии. [Конечно я соглашусь с любым, кто скажет, что нет смысла варить без отрыва старый ржавый глушитель и его следует заварить, запаять, заплавить как получится] P.S. Видно сейчас опять попрет жесткая критика, найдутся знатоки материаловедения и металургии, начнется обсуждение кристализации и всяко различных деформаций. Опять вспомнят иесуса и Дедушку Ленина приплетут Петра I и тд и тп. Ксожалению в дебатах участвовать не буду,ибо нахожусь на Ямбургском месторождении и инет только через телефон.А писать емкие посты с телефона не удобно. Если не лень будет пофотаю на телефон свои стыки чтонибудь еще, и по приезду домой выложу. Всем досвидания! Люблю, целую, жду гостинцев.1 балл
-
VarioSynergic 5000. Такой шов варю без отрыва.http://s017.radikal.ru/i404/1111/fc/f492f579d81b.jpg http://s53.radikal.ru/i139/1111/58/2f4cc9f32bb5.jpg1 балл
-
Попробую вставить фото.http://s013.radikal.ru/i323/1111/27/a22b3fa24a82.jpg Подскажите как вставить фото.Получилось Фланец на 219 трубу полуавтомат проволока СВ08г2с микс 2. Транспортировочная петля http://s017.radikal.ru/i434/1111/9d/842bb9d505c9.jpg1 балл
-
Газовые линзы уменьшают турбулентность защитного газа и обеспечивают более спокойный, ламинарный поток газа в сварочную ванну. Газовые линзы также позволяют производить сварку с большим вылетом вольфрамового электрода. Это дает возможность минимизировать вольфрамовые включения и улучшает видимость дуги и сварочной ванны без ущерба для защитных функций, особенно на стыках с ограниченным доступом. Газовые линзы также помогают предотвратить влияние кислорода на такие материалы, как нержавеющая сталь, титан и алюминий. В более простых случаях, например при сварке стали, газовые линзы просто улучшают защиту сварочной ванны для обеспечения более качественной сварки.Улучшенная газовая защита также позволяет использовать большой вылет вольфрамового электрода, что в свою очередь улучшает обзор сваролчной ванны.Улучшенная газовая защита также позволяет использовать большой вылет вольфрамового электрода, что в свою очередь улучшает обзор сваролчной ванны. Вот несколько ссылок: http://www.millerwelds.com/resources/articles/Gas-lenses-TIG-GTAW-welding/ http://www.weldcraft.com/2010/03/top-five-tips-for-improving-your-tig-welding-efficiency/ http://www.ckworldwide.com/gas_saver.htm http://finweldazia.welding.kz/files/lesson_6.pdf1 балл
-
Того "требователя" нужно заставить обеспечить сварщика инверторным сварочным аппаратом с дистанционным потенциометром, позволяющим корректировать сварочный ток в процессе сварки. Самому сварщику выбрать электроды для сварки корня тонкие (2 - 2,5мм)с тугоплавкой обмазкой, обеспечивающей концентрированную дугу. Сварку вести на короткой дуге, используя функцию Arc Force: http://www.kemppi.ru/articles/funkciya_arc_force_i_hot_start/index.htm Техника сварки: обеспечить равномерный провар кромок за счет быстрых колебаний электрода1 балл