Лидеры




Популярный контент
Показан контент с высокой репутацией 12.08.2011 во всех областях
-
http://www.esosedi.ru/loc/rossiya/respublika_altay/shebalinskiy_rayon/195/index.html#lat=51475397&lng=85986865&z=19&v=2&mt=0 С самого начала своего жизненного пути в профессии не мог терпеть небрежного отношения или ущемления моих прав. Говорил до свидания и уходил красиво или совсем не красиво. Нет я не был раздолбаем. В 24 года 5 разряд и отдельный допуск на газовую резку. участвовал в строительстве вот этого подвесного моста В Республике Алтай. Всеми работами от проекта до запуска руководил инженер, он же токарь и кузнец и монтажник, один сварщик и 3 монтажника из местного населения. Если с самого начала подставить голову и разрешить по ней бить начальничкам , про карьеру в сварке можно забыть.Битые соглашаются на все, подтаскивать болванки токарям, разгружать уголь, а в сварке им дают самую трудную и грязную работу.Пригревшихся в тепленьком местечке за среднюю зарплату и 4м разрядом за 8..10 лет ждет однобокость в профессии.2 балла
-
Сегодня вспоминал, какие требования были на АС. Заподлицо стыки подавай , коренные швы.
 2 балла
2 балла -
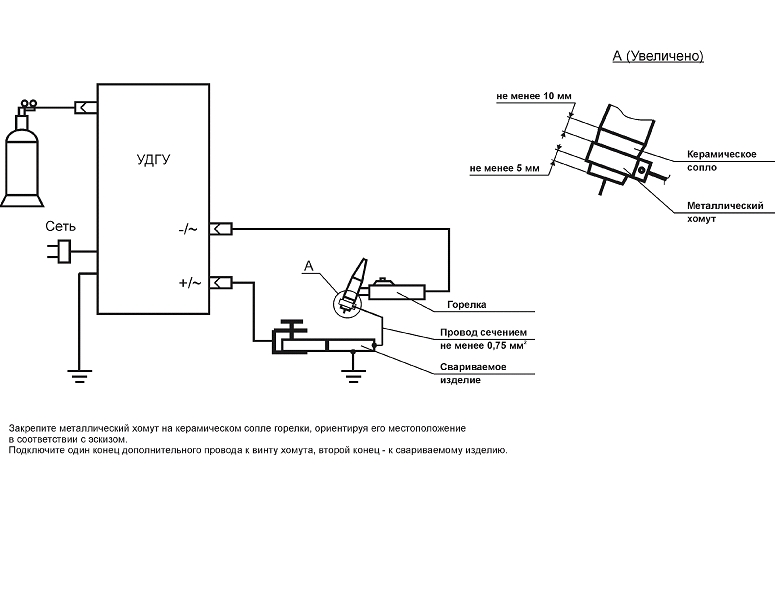
Предлагаю простейшую доработку горелки, улучшающую первоначальный поджиг и стабильность горения дуги при ТИГ сварке (проверено - эффект есть): Можно провод от сопла не пробрасывать на деталь, а закрепить изолентой на рукоятке горелки. В этом случае эффект все-равно остается. Даже если рука в кожаной рукавице.
1 балл
-
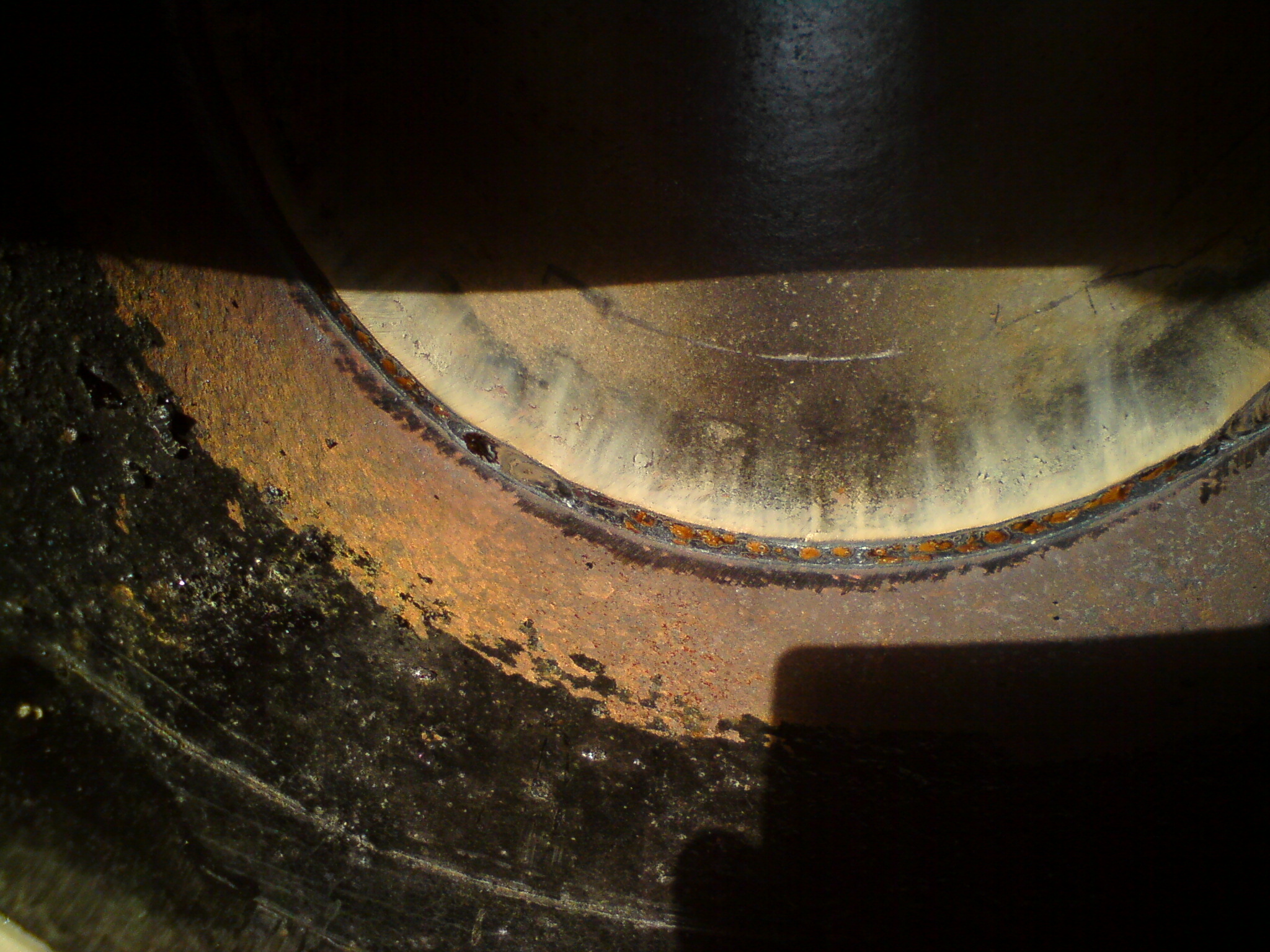
Спасибо уважаемые коллеги! Просвещу Вас, как просто это делается, может кому пойдет на пользу. Все дело в Фаске, ее стоит готовить под нож, делать острой, притупление, это древний век в 2 мм., можно остроту слегка притупить, дабы не порезаться при монтаже. Зазор 3 мм кромок, использую простой зазорник с электродов, далее берем проволоку калибровку 3 мм и начинаем, наши острые кромки (ножики)очень быстро и легко плавятся, перемешиваясь с присадочным материалом, вы всегда неразрывно держите проволоку в ванне, не много нажимая на неё. По мере сварки зазор слегка стягивает и проволока уже не пролетает в щель, а спокойно лежит в св. ванне, ампераж 140, скорость сварки высокая, главное не перегреть, уйдет вниз и будет свис. Металл очень хорошо усваивается, нет перегрева как видите. Так называемый способ, в слепую. Это значит по чувству и по опыту. Можете создать катушку и пробовать, больше скорость, меньше ям И эта поговорка тут работает! Можно варить через зазор, но это муторно и тяжело, зачем напрягаться, сам по себе лентяй, способ не подсматривал, сам дошел до него. Способ хороший, выгодный для руководства конечно, быстрый, но нам так не платят, что бы его постоянно пользовать и поэтому пользую в основном на работе старый дедушкин способ, плавление кромок и подача в круг расплавленных кромок присадки, как видно на самом верхнем стыке потолка. Это дедушкин способ, хоть и не так красиво, чем нижние стыки, зато дольше сварка. Мы варим, а денежки текут1 балл
-
Коллеги давно надо было представиться.Зовут меня Михаил. После 9 класса заглянул в СПТУ на "Наладчика сварочного оборудования" где через месяц был перенаправлен на "Электрогазосварщика".В 1994г.выпустился "Электрогазосварщиком"с 4 разрядом.С тех пор сварка,по жизни вместе со мной.На одном месте подолгу не работаю 3-4года и "следующий",в работе ищу разнообразие.В разное время в НАКСе открыто 4 вида сварки;РАДС,РДС,МП(механизированная в СО2)и Г(газовая)по Видам аттестации НГДО,ОХНВП,МО,СК,КО,ГО,ПТО.6 разряд.В настоящее время заочно обучаюсь "Технология сварочного производства".Считаю настоящей школой для сварщика Монтажные организации,т.к. там сварщик может стать "Сварщиком-Универсалом" если конечно желание постигнуть сварочное искусство,есть.Короче "Варил,Варю и буду Варить".С уважением к Коллегам....1 балл
-
Всем привет!Сам из Тольятти. После 9-го класса пошел в шарагу по специальности "слесарь инструментальщик"( о сварке в то время даже и не задумывался).Пошел работать на АВТОВАЗ инструментальщиком по рем. пресс форм. Во времена кризиса отучился 3 месяца на эл.газосварщика, был в восторге от первои практики на учебе. после окончания курсов устроился на АВТОВАЗ эл.газосварщиком , на работу хожу как на праздник ну в смысле получаю дикое удовлетворение при сварке))),когда смена проходит без сварки то щитай "день прожит зря". ) После 2-х месяцев работы решил поступить в универ(ТГУ) по специальности "оборудование и технология производство сварки и пайки".ща перешел на 2 курс.(жду с нетерпением когда начнутся спец предметы) и ни капли не жалею что работаю СВАРНЫМ,.1 балл